一种服装生产线及其工艺流程
文献发布时间:2023-06-19 11:27:38
技术领域
本申请涉及服装生产的领域,尤其是涉及一种服装生产线及其工艺流程。
背景技术
服装加工是以现代化的机器加工为主,手工加工为辅的一种服装生产方法。服装的自动化生产通常为了提高生产效率,将服装分为衣身、衣袖、衣领和附件等多个部位,通过人工向电脑横机中输入特定部件的程序,进行分别缝制加工,之后人工再通过缝合机进行各部件之间的组合缝制。
现有的公开号为CN108244736A的中国专利公开了一种服装的生产工艺,服装生产工艺步骤如下:布料物料进厂检验→裁剪→缝制→锁眼钉扣→整烫→成衣检验→包装入库。
针对上述中的相关技术,发明人认为上述服装的生产工艺虽然能提高衣服的制作效率,但是当人工将服装的各个部件进行组合缝制时,各部件之间的搬运和移动,通常为人工捆绑后进行搬运,导致人工劳动强度的加强。
发明内容
为了实现服装各部件之间搬运和移动的自动化,减少人工的劳动强度,本申请提供一种服装生产线及其工艺流程。
第一方面,本申请提供一种服装生产线,采用如下的技术方案:
一种服装生产线,包括生产架,生产架呈直线分布,生产架下依次设有多个缝合工位,多个缝合工位呈直线分布在生产架下,生产架上设有多个吊挂滑轨,多个吊挂滑轨均呈直线分布在生产架下,吊挂滑轨的数量比缝合工位的数量少一个,吊挂滑轨置于两个相邻缝合工位之间,吊挂滑轨端首的高度高于吊挂滑轨端尾的高度,吊挂滑轨上设有滑动轮,滑动轮的端部设有吊挂架,吊挂架下设有多个吊挂钩。
通过采用上述技术方案,操作员将服装的各个部件进行分类,每两个相邻部件之间的缝制均由特定的缝合工位完成,通过服装各部件之间的缝合先后顺序,分别对应相同数量的缝合工位,第一个缝合工位对服装最初需要缝合的部件进行缝合,随后将缝合后的服装部件挂到吊挂钩上,由吊挂滑轨、滑动轮和吊挂钩之间的运动配合,将服装部件运输到下一个缝合工位上,继续对服装的其余部件进行缝合,最后通过多个缝合工位之间的共同缝合,缝制呈最终的成品服装,通过吊挂滑轨、滑动轮和吊挂钩之间的配合,行成一个自动化的吊挂系统,实现服装各部件从上个缝合工位运输到下个缝合工位,具有减少人工劳动强度的效果。
可选的,所述生产架上固设有置于吊挂滑轨端部位置的限位板,限位板上设有限位气缸,限位气缸的输出轴上设有限位块,当滑动轮置于限位板内时,限位块与滑动轮抵触。
通过采用上述技术方案,当滑动轮置于吊挂滑轨上进行滑动时,由于吊挂滑轨始终处于倾斜的状态下,滑动轮、吊挂架和吊挂钩始终在自身重力的作用下向下运动,此时通过限位气缸的运动,带动限位块向靠近滑动轮的方向运动,对滑动轮的位置进行限位,保证操作员向吊挂钩挂服装部件过程中滑动轮的位置固定,方便操作员的实际操作。
可选的,所述生产架上设有多个连接滑轨,每个吊挂滑轨分别置于两个连接滑轨之间,连接滑轨的数量比吊挂滑轨的数量多一个。
通过采用上述技术方案,连接滑轨连接相邻吊挂滑轨,通过连接滑轨的连接,将多个连接滑轨与多个吊挂滑轨共同连接呈一个统一的整体,提高吊挂滑轨与连接滑轨整体的稳定性和在生产架上的连接强度。
可选的,所述生产架上设有多个提升机构,提升机构与连接滑轨正对,提升机构与连接滑轨的分布方向相互一致。
通过采用上述技术方案,提升机构起到提升滑动轮相对高度的作用,将提升轮从吊挂滑轨的低处提升到下一个吊挂滑轨的高处,实现滑动轮在不同的吊挂滑轨上自动化运动。
可选的,所述提升机构包括两个提升齿轮,两个提升齿轮分别与生产架转动连接,两个提升齿轮上套设有提升带,提升带的外侧壁上固设有提升块,生产架上设有与提升齿轮连接的提升电机。
通过采用上述技术方案,启动提升电机,提升电机带动提升齿轮运动,提升齿轮带动提升带运动,最终实现提升块运动,通过提升块与滑动轮之间的抵触限位,将滑动轮从低处抬升到高处,实现滑动轮高度的自动提升。
可选的,所述生产架上固设有保护罩,提升齿轮、提升带均置于保护罩内。
通过采用上述技术方案,保护罩将提升齿轮、提升带置于保护罩内进行保护,减少外界因素对提升齿轮、提升带之间的干扰影响,同时减少操作员被提升齿轮、提升带误伤的可能性。
可选的,所述生产架上设有回收滑轨,回收滑轨连接开头连接滑轨的端首和末尾连接滑轨的端尾,通过回收滑轨、吊挂滑轨和连接滑轨之间的组合行程闭环的滑轨。
通过采用上述技术方案,回收滑轨通过对最开始的连接滑轨的连接与最末尾的连接滑轨的连接,实现全部滑轨的闭环,最开始连接滑轨的端部位置低于最末尾连接滑轨的端部位置高度,使滑动轮在重力的驱使下滑至最开始的连接滑轨处,实现滑动轮的闭环循环。
第二方面,本申请提供一种服装生产的工艺流程,采用如下的技术方案:
S1导纱,将纱线导成筒状纱线,用于电脑横机的使用;
S2服装各部件的纺织,通过人工向电脑横机内输入程序,对服装的各部件分别进行纺织;
S3服装各部件的整体缝合,将服装的各部件按照缝合的先后顺序,依次由多个缝合工位进行缝合,上一个缝合工位缝合后的服装部件挂到吊挂钩上,通过滑动轮和吊挂滑轨的运动配合,将上一个缝合工位缝合好的服装部件自动的运输到下一缝合工位上继续进行下一个服装部件的缝合;
S4漂洗,全部部件缝合好后,对服装进行漂洗;
S5熨烫,对漂洗后的服装进行熨烫;
S6针检,最后对服装进行质检和针检,打包成服装成品。
通过采用上述技术方案,电脑横机对服装的各个部件进行自动化的纺织生产,同时再通过自动的吊挂系统,连接各个缝合工位,减少人工搬运和捆绑服装部件的劳动强度,使服装的生产向全自动化的方向靠拢,提高服装的自动化程度,提高服装生产效率。
综上所述,本申请包括以下至少一种有益技术效果:
1.操作员将服装的各个部件进行分类,每两个相邻部件之间的缝制均由特定的缝合工位完成,通过服装各部件之间的缝合先后顺序,分别对应相同数量的缝合工位,第一个缝合工位对服装最初需要缝合的部件进行缝合,随后将缝合后的服装部件挂到吊挂钩上,由吊挂滑轨、滑动轮和吊挂钩之间的运动配合,将服装部件运输到下一个缝合工位上,继续对服装的其余部件进行缝合,最后通过多个缝合工位之间的共同缝合,缝制呈最终的成品服装,通过吊挂滑轨、滑动轮和吊挂钩之间的配合,行成一个自动化的吊挂系统,实现服装各部件从上个缝合工位运输到下个缝合工位,具有减少人工劳动强度的效果;
2.电脑横机对服装的各个部件进行自动化的纺织生产,同时再通过自动的吊挂系统,连接各个缝合工位,减少人工搬运和捆绑服装部件的劳动强度,使服装的生产向全自动化的方向靠拢,提高服装的自动化程度,提高服装生产效率。
附图说明
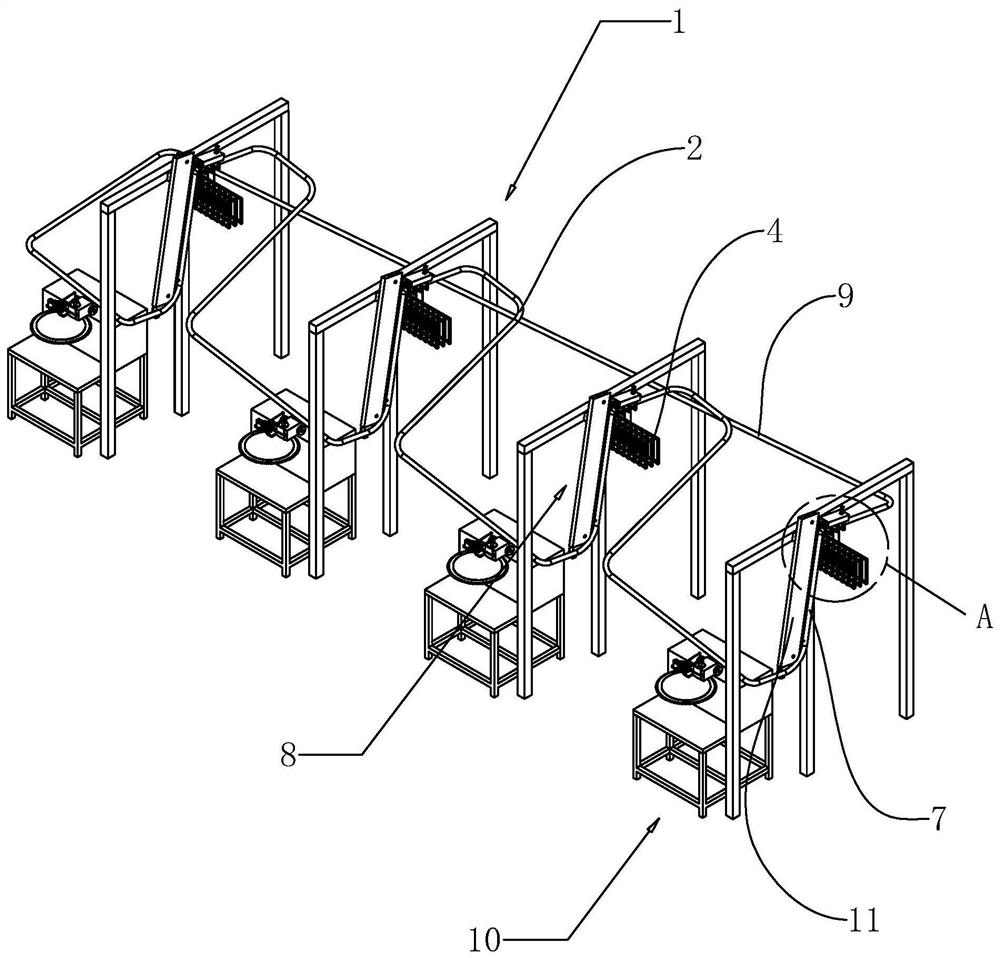
图1是本申请实施例一种服装生产线的整体结构示意图。
图2是图1中A的局部放大图。
图3是本申请实施例一种服装生产线中提升机构的纵剖视图。
图4是图3中B的局部放大图。
图5是本申请实施例一种服装生产线中提升机构朝向朝向提升电机方向的部分结构示意图。
附图标记说明:1、生产架;2、吊挂滑轨;3、滑动轮;4、吊挂架;41、吊挂钩;5、限位板;6、限位气缸;61、限位块;7、连接滑轨;8、提升机构;81、提升电机;82、提升齿轮;83、提升带;84、提升块;9、回收滑轨;10、缝合工位;11、保护罩。
具体实施方式
以下结合全部附图对本申请作进一步详细说明。
本申请实施例公开一种服装生产线。
参照图1,一种服装生产线,包括生产架1,生产架1呈直线分布,生产架1下依次设有四个缝合工位10,多个缝合工位10呈直线分布在生产架1下。服装的生产在电脑横机处分为衣身、衣袖、衣领、衣襟和附件五个部件,依次按照先后顺序在每个缝合工位10上进行逐一缝合,经过四个缝合工位10的缝合后,完成服装全部的缝合组装。
参照图1,生产架1上固定连接有三个吊挂滑轨2,吊挂滑轨2呈蛇形状分布在相邻的缝合工位10与缝合工位10之间,同时吊挂滑轨2朝向下一个缝合工位10的方向向下倾斜,吊挂滑轨2端首的高度高于吊挂滑轨2端尾的高度,三个吊挂滑轨2均呈直线分布在生产架1下。
参照图1和图2,吊挂滑轨2上滚动连接有滑动轮3,滑动轮3沿着吊挂滑轨2的方向滚动,吊挂滑轨2起到支撑和限定滑动轮3运动方向的作用。
参照图2,滑动轮3的端部转动连接有吊挂架4,吊挂架4下连接有多个吊挂钩41,吊挂架4起到支撑和连接吊挂钩41与滑动轮3的作用。吊挂钩41方便操作员将服装部件挂起来的作用,进而挂上多个服装部件,便于操作员的实际操作使用。滑动轮3在自身重力的作用下,带着吊挂钩41和服装部件从吊挂滑轨2的高处运动到吊挂滑轨2的低处,实现服装部件的自动化移动搬运。
参照图2,生产架1上固设有三个置于吊挂滑轨2端部位置的限位板5,每一个吊挂滑轨2上对应一个限位板5,限位板5置于吊挂滑轨2最高处的上方位置处。
参照图3和图4,限位板5上固定连接有竖直的限位气缸6,限位气缸6的输出轴上固定连接有限位块61,限位块61置于限位气缸6靠近吊挂滑轨2的一侧。当滑动轮3置于限位板5内时,操作员启动限位气缸6,通过限位气缸6带动限位块61运动,直至限位块61与滑动轮3抵触,对滑动轮3的位置进行限定,实现吊挂钩41与吊挂架4位置的锁紧,方便操作员进行服装部件的悬挂。当操作员将服装部件挂好后,此时限位气缸6带动限位块61缩回,将滑动轮3放出,使滑动轮3继续进行运动。
参照图3,生产架1上固设有四个连接滑轨7,连接滑轨7呈倾斜状设置,连接滑轨7两端的高度位置分别与吊挂滑轨2两端的高度位置相互对应,每个吊挂滑轨2分别置于两个连接滑轨7之间,吊挂滑轨2与连接滑轨7呈交错分布。四个连接滑轨7与三个吊挂滑轨2共同组合成一个统一的整体,进一步的提高吊挂滑轨2在生产架1内的稳定性。
参照图3和图4,生产架1上安装有四个提升机构8,提升机构8与连接滑轨7的数量、位置均相互正对,提升机构8与连接滑轨7的分布方向相互一致。提升机构8将置于连接滑轨7低处的滑动轮3提升至连接滑轨7的高处,为滑动轮3提供重力势能。
参照图3和图5,提升机构8包括两个提升齿轮82,两个提升齿轮82分别与生产架1转动连接,两个提升齿轮82之间的距离等于连接滑轨7的长度。两个提升齿轮82上套设有提升带83,提升带83的外侧壁上固设有提升块84。生产架1上固定连接有提升电机81,提升电机81的输出轴与其中一个提升齿轮82固定连接。操作员启动提升电机81,提升电机81带动提升齿轮82运动,同时带动提升带83和提升块84运动,再通过提升块84与滑动轮3(参照图4所示)之间的支撑配合,实现对滑动轮3(参照图4所示)的运输过程。
参照图3和图5,生产架1上固设有保护罩11,保护罩11的长度大于两个提升齿轮82之间的距离,保护罩11将提升齿轮82、提升带83罩在内部,对提升齿轮82和提升带83起到一定的保护作用。同时提升块84从保护罩11的一侧向靠近连接滑轨7的方向伸出,从而避开提升块84的运动轨迹。
参照图1和图2,生产架1上固设有回收滑轨9,回收滑轨9连接开头连接滑轨7的端首和末尾连接滑轨7的端尾,回收滑轨9呈倾斜状,通过回收滑轨9、吊挂滑轨2和连接滑轨7之间的组合行程闭环的滑轨。当滑动轮3顺着连接滑轨7和吊挂滑轨2的方向运动到最后一个连接滑轨7的最低处时,此时通过提升块84的提升,将滑动轮3提升至回收滑轨9的最高处,此时滑动轮3顺着回收滑轨9的方向运动至回收滑轨9的最低处,来到最初连接滑轨7的低处,完成滑动轮3一圈的全部循环,实现吊挂钩41对服装部件的循环使用,大大提高对服装部件悬挂的自动化程度。
本申请实施例一种服装生产线的实施原理为:操作员将需要进行缝合的服装部件挂在吊挂钩41上,在缝合工位10与缝合工位10之间靠着自身的重力沿吊挂滑轨2的方向进行自动运输,通过限位气缸6、限位块61对滑动轮3的位置限定,稳定住滑动轮3的同时,方便操作员对服装部件进行悬挂,再通过提升机构8对滑动轮3的提升,为滑动轮3提升重力势能,最后回收滑轨9的连接,实现滑动轮3整体的循环运动,进而大大提高对服装部件悬挂运输的自动化程度。
本申请实施例还公开一种服装生产的工艺流程。
一种服装生产的工艺流程,采用如下的技术方案:
S1导纱,将纱线导成筒状纱线,用于电脑横机的使用;
S2服装各部件的纺织,通过人工向电脑横机内输入程序,对服装的各部件分别进行纺织;
S3服装各部件的整体缝合,将服装的各部件按照缝合的先后顺序,依次由多个缝合工位10进行缝合,上一个缝合工位10缝合后的服装部件挂到吊挂钩41上,通过滑动轮3和吊挂滑轨2的运动配合,将上一个缝合工位10缝合好的服装部件自动的运输到下一缝合工位10上继续进行下一个服装部件的缝合;
S4漂洗,全部部件缝合好后,对服装进行漂洗;
S5熨烫,对漂洗后的服装进行熨烫;
S6针检,最后对服装进行质检和针检,打包成服装成品。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
- 一种服装生产线及其工艺流程
- 一种玻璃钢管道生产线的工艺流程及连续自动化生产线