一种靴套机
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及一次性防护用品制造设备技术领域,具体为一种靴套机。
背景技术
靴套是一种穿戴于脚部的一次性防护用品,通常采用CPE/PE塑料薄膜制做,目前与脚部体形相适配的靴套都是由人工操作模具烫焊生产,生产效率低,人工成本高。
发明内容
本发明的目的在于提供一种靴套机,能自动化生产出与人体脚部形体仿形性好的靴套,具有性能稳定,生产效率高,人工成本低的优点,解决了现有技术中的问题。
为实现上述目的,本发明提供如下技术方案:一种靴套机,包括机架1,所述机架1上按靴套20生产流程依序设置有:
放卷装置,包括并列设置的用于放卷薄膜一16的第一放卷装置2和用于放卷薄膜二17的第二放卷装置3;
放橡皮筋装置,包括分别对应衔接于所述第一放卷装置2和所述第二放卷装置3之后的第一放橡皮筋装置4和第二放橡皮筋装置5,所述第一放橡皮筋装置4和所述第二放橡皮筋装置5用于将第一橡皮筋18和第二橡皮筋21分别包裹入对应的薄膜一16和薄膜二17的同一侧边部;
叠合辊14,设置于所述第一放橡皮筋装置4和所述第二放橡皮筋装置5之后,用于将所述第一放橡皮筋装置4和所述第二放橡皮筋装置5输出的分别包裹好第一橡皮筋18和第二橡皮筋21的所述薄膜一16和所述薄膜二17重叠在一起形成双层薄膜结构;
焊护边部装置6,设于所述叠合辊14输出端,用于将所述叠合辊14输出的所述双层薄膜结构在包裹有第一橡皮筋18和第二橡皮筋21一侧间距焊接上护边条19;
第一牵引辊组7,设于所述焊护边部装置6之后,用于所述双层薄膜结构牵引;
热压成型装置9,包括固定安装在所述机架1上的下模板902和可上下活动设于所述下模板902上方的凸模901,所述凸模901下端设有与靴套20外形相适配的工作部,所述凸模901上设有电加热装置904,所述凸模901的工作部与所述下模板902配合用于将所述第一牵引辊组7输出的所述双层薄膜结构按所述靴套20外形焊合规定宽度形成连体靴套坯;
第二牵引辊组11,设于所述热压成型装置9之后,用于所述连体靴套坯的牵引;
裁切装置12,设于所述第二牵引辊组11之后,用于将靴套20从所述连体靴套坯上裁切。
进一步的,所述第一放橡皮筋装置4包括:
墙板405,与所述机架1连接,用于对承压辊402进行回转支承;
焊接轮403,设于所述承压辊402上方,所述焊接轮403内设有电加热结构;
折边板401,设于所述焊接轮403和所述承压辊402的进料端,用于将所述薄膜一16边部向内折叠规定宽度形成折叠层;
橡皮筋导入轮404,设于所述折边板401进料端,用于将第一橡皮筋18导入所述薄膜一16边部的折叠层内;
所述焊接轮403与所述承压辊402配合用于将所述折叠层热压焊合使橡皮筋18包裹在所述折叠层内;
所述第二放橡皮筋装置5与所述第一放橡皮筋装置4具用相同的结构,用于将第二橡皮筋21包裹在薄膜二17的折叠层内。
进一步的,所述焊护边部装置6依所述双层薄膜结构进行方向间距设置有两个,均包括:
支座601,与所述机架1连接;
导轮602,安装在所述支座601上,用于引导护边材料前进;
小输送带603,设置于所述导轮602出料侧;
小压轮604,与所述小输送带603适配设置;
砧块605,安装在所述支座601上,位于所述小输送带603出料端,所述小压轮604与所述小输送带603配合将所述护边材料送到砧块605上;
切刀轴606,安装在所述支座601上且位于所述砧块605一侧,所述切刀轴606上安装有切刀607,所述切刀607与所述砧块605配合将所述护边材料切断为规定长度;
转盘614,安装在所述支座601上且位于所述砧块605出料侧,所述转盘614的上下两端对称安装有传递块609;
带轮615,安装在所述支座601上且位于所述护边材料进行方向的末端;
皮带618,绕装在所述转盘614和所述带轮615上;
传递板608,安装在所述支座601上与所述砧块605出料侧衔接,所述传递板608具有圆弧形工作面,所述圆弧形工作面半径与所述传递块609旋转半径相适配;
折料板610,衔接在所述传递板608出料端且与所述皮带618平直段相接触配合,所述折料板610的厚度小于所述皮带618宽度;
导料座613,安装在所述支座601上位于所述折料板610尾部,所述导料座613上设有可供所述皮带618通过的通槽;
上导料板611和下导料板612,安装在所述导料座613上位于所述通槽出口处,所述上导料板611和下导料板612对称于所述皮带618上下两侧;
超声波焊接头616,安装在所述机架1上,位于所述上导料板611和所述下导料板612出料端;
转轴617,可转动设置在所述超声波焊接头616上方,所述转轴617上安装有焊接压块619。
进一步的,所述第一牵引辊组7和热压成型装置9之间设有第一缓冲装置8,所述第一缓冲装置8包括可转动设置的两根定导辊801,所述定导辊801下方设有可上下移动的浮动导辊802。
进一步的,所述浮动导辊802安装在滑座804上,所述滑座804安装在竖直设置的线轨803上,所述滑座804与同步带805连接,所述同步带805由伺服电机806驱动往复运行。
进一步的,所述热压成型装置9和第二牵引辊组11之间还设有第二缓冲装置10,所述第二缓冲装置10与所述第一缓冲装置8具有相同结构。
进一步的,所述裁切装置12出料端衔接设有大输送带13。
进一步的,所述叠合辊14与第一个所述焊护边部装置6之间设有导辊15。
进一步的,所述热压成型装置还包括,拉杆903,所述拉杆903上端与凸模901连接,所述拉杆903下端滑动穿过所述下模板902边部伸入所述机架1内,所述拉杆903下端与动力源连接,所述动力源用于驱动所述拉杆903上下运动以联动所述凸模901上下运动。
本发明的有益效果:本发明提供的一种靴套机,设置有用于放卷薄膜一的第一放卷装置和用于放卷薄膜二的第二放卷装置,然后第一放橡皮筋装置和第二放橡皮筋装置将第一橡皮筋和第二橡皮筋分别包裹入对应的薄膜一和薄膜二的同一侧边部输出至叠合辊处重叠在一起形成双层薄膜结构,在焊护边部装置将叠合辊输出的双层薄膜结构在包裹有第一橡皮筋和第二橡皮筋的一侧间距焊接上护边条,第一牵引辊组将焊接上护边条的双层薄膜结构牵引输送,在热压成型装置处由凸模的工作部与下模板配合将第一牵引辊组输出的双层薄膜结构按靴套外形焊合规定宽度形成连体靴套坯,第二牵引辊组对连体靴套坯牵引输送,然后裁切装置将靴套从连体靴套坯上裁切,裁切后的靴套和废边由大输送带输出,由后继工序将成品靴套和废边分离,本发明创造性的提出了一种靴套机,自动完成靴套生产,具有自动化程度高,生产效率高,靴套质量好的优点。
附图说明
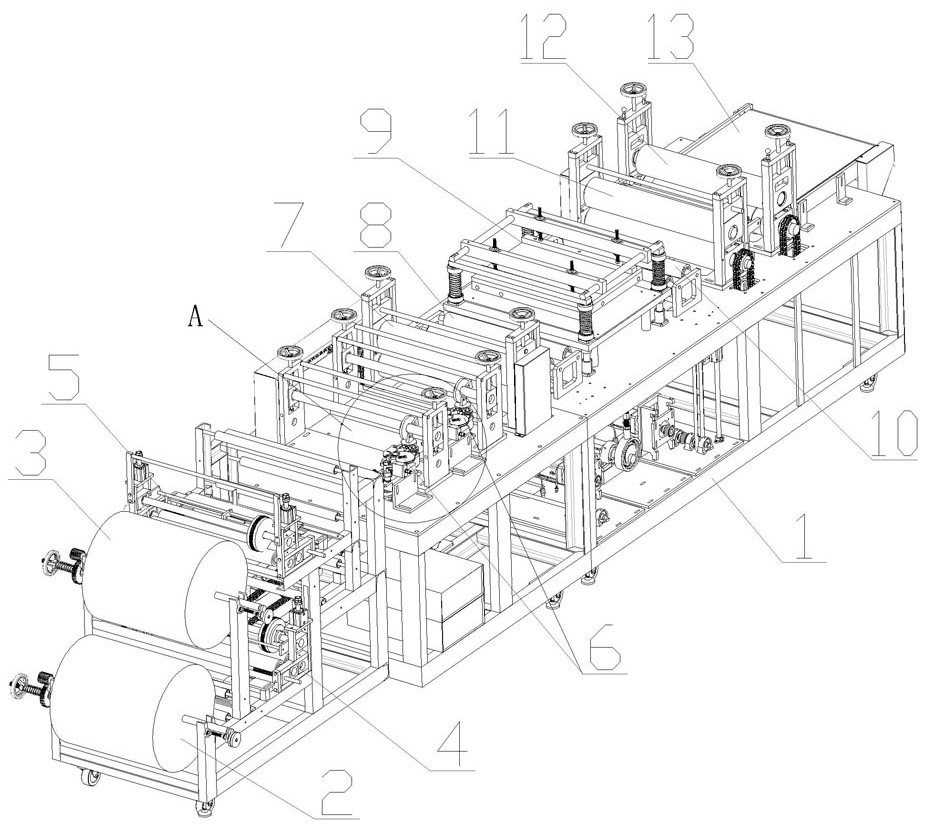
图1为本发明的立体图。
图2为图1中A处局部放大图。
图3为本发明的切刀轴及切刀局部结构示意图。
图4为本发明的纵向剖切示意图。
图5为本发明的放橡皮筋装置结构示意图。
图6为本发明的焊护边部装置结构示意图。
图7为本发明生产靴套的工艺步骤示意图。
图8为本发明生产的靴套成品结构示意图。
图9为本发明护边条成型步骤示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-9,一种靴套机,包括机架1,机架1上按靴套20生产流程依序设置有:放卷装置、放橡皮筋装置、叠合辊14、焊护边部装置6、第一牵引辊组7、热压成型装置9、第二牵引辊组11、裁切装置12,具体的:
放卷装置包括并列设置的用于放卷薄膜一16的第一放卷装置2和用于放卷薄膜二17的第二放卷装置3;
放橡皮筋装置包括分别对应衔接于第一放卷装置2和第二放卷装置3之后的第一放橡皮筋装置4和第二放橡皮筋装置5,第一放橡皮筋装置4和第二放橡皮筋装置5用于将第一橡皮筋18和第二橡皮筋21分别包裹入对应的薄膜一16和薄膜二17的同一侧边部;
叠合辊14设置于第一放橡皮筋装置4和第二放橡皮筋装置5之后,用于将第一放橡皮筋装置4和第二放橡皮筋装置5输出的分别包裹好第一橡皮筋18和第二橡皮筋21的薄膜一16和薄膜二17重叠在一起形成双层薄膜结构;
焊护边部装置6设于叠合辊14输出端,用于将叠合辊14输出的双层薄膜结构在包裹有第一橡皮筋18和第二橡皮筋21一侧间距焊接上护边条19;
第一牵引辊组7设于焊护边部装置6之后,用于双层薄膜结构牵引;
热压成型装置9包括固定安装在机架1上的下模板902和可上下活动设于下模板902上方的凸模901,凸模901下端设有与靴套20外形相适配的工作部,凸模901上设有电加热装置904,凸模901的工作部与下模板902配合用于将第一牵引辊组7输出的双层薄膜结构按靴套20外形焊合规定宽度形成连体靴套坯;
第二牵引辊组11设于热压成型装置9之后,用于连体靴套坯的牵引;
裁切装置12设于第二牵引辊组11之后,用于将靴套20从连体靴套坯上裁切,这里裁切装置12通常采用圆压圆模切结构。
作为优选的实施例,第一放橡皮筋装置4包括:墙板405、焊接轮403、折边板401、橡皮筋导入轮404、,墙板405与机架1连接,用于对承压辊402进行回转支承;焊接轮403设于承压辊402上方,焊接轮403内设有电加热结构;折边板401设于焊接轮403和承压辊402的进料端,用于将薄膜一16边部向内折叠规定宽度形成折叠层;橡皮筋导入轮404设于折边板401进料端,用于将第一橡皮筋18导入薄膜一16边部的折叠层内;焊接轮403与承压辊402配合用于将折叠层热压焊合使橡皮筋18包裹在折叠层内;这里,第二放橡皮筋装置5与第一放橡皮筋装置4具用相同的结构,用于将第二橡皮筋21包裹在薄膜二17的折叠层内,这里,第二放橡皮筋装置5与第一放橡皮筋装置4以背对背的方式安装在机架1上,通常为减少整机的长度第一放橡皮筋装置4设置在第二放橡皮筋装置5的下方。
作为优选的实施例,焊护边部装置6依双层薄膜结构进行方向间距设置有两个,均包括:支座601、导轮602、小输送带603、小压轮604、砧块605、切刀轴606、转盘614、带轮615、皮带618、传递板608、折料板610、导料座613、上导料板611、下导料板612、超声波焊接头616、转轴617,支座601与机架1连接;导轮602安装在支座601上,用于引导护边材料前进;小输送带603设置于导轮602出料侧;小压轮604与小输送带603适配设置;砧块605安装在支座601上位于小输送带603出料端,小压轮604与小输送带603配合将护边材料送到砧块605上;切刀轴606安装在支座601上且位于砧块605一侧,切刀轴606上安装有切刀607,切刀607与砧块605配合将护边材料切断为规定长度;转盘614安装在支座601上且位于砧块605出料侧,转盘614的上下两端对称安装有传递块609,这里传递块609采用弹性材料制做,如橡胶块或聚氨脂块;
带轮615安装在支座601上且位于护边材料进行方向的末端;皮带618绕装在转盘614和带轮615上;传递板608安装在支座601上与砧块605出料侧衔接,传递板608具有圆弧形工作面,圆弧形工作面半径与传递块609旋转半径相适配;折料板610衔接在传递板608出料端且与皮带618平直段相接触配合,折料板610的厚度小于皮带618宽度;
导料座613安装在支座601上位于折料板610尾部,导料座613上设有可供皮带618通过的通槽;上导料板611和下导料板612安装在导料座613上位于通槽出口处,这里,上导料板611和下导料板612对称于皮带618上下两侧;
超声波焊接头616安装在机架1上,位于上导料板611和下导料板612出料端;转轴617可转动设置在超声波焊接头616上方,转轴617上安装有焊接压块619;
通过以上设置,小压轮604、小输送带603、切刀轴606、转盘614均由动力源驱动,这里,动力源通常为电机及适配的传动系统,切刀轴606每转动一周对进入砧块605护边材料进行一次切断,通过匹配小输送带603与切刀轴606的运转速度,可以对护边材料进行不同长度的分切,分切后的护边材料由传递块609外壁通过摩擦力拉入传递板608内与皮带618同速前进,护边材料在随传递块609及皮带618带动到达折料板610上时脱离传递板608的圆弧形工作面,在传递块609弹性回复作用下护边材料如图9所示其上半幅向折料板610弯折,弯折后的护边材料由皮带618压紧在折料板610侧面并随皮带618前进,在进入导料座613的通槽内时护边材料的下半幅也向折料板610弯折,随后在上导料板611和下导料板612的护持下稳定的包裹到双层薄膜结构的第一橡皮筋18和第二橡皮筋21一侧形成护边条19并由超声波焊接头616和焊接压块619配合焊合牢固;通过焊护边部装置6与第一牵引辊组7的速度匹配,即可在双层薄膜结构的第一橡皮筋18和第二橡皮筋21一侧按设定间距焊接护边条19,并且一次同时完成两处护边条19的焊接,生产效率高,这里护边材料通常用与靴套20相同的材料或无纺布材料。
作为优选的实施例,第一牵引辊组7和热压成型装置9之间设有第一缓冲装置8,第一缓冲装置8包括可转动设置的两根定导辊801,定导辊801下方设有可上下移动的浮动导辊802。
作为优选的实施例,浮动导辊802安装在滑座804上,滑座804安装在竖直设置的线轨803上,滑座804与同步带805连接,同步带805由伺服电机806驱动往复运行。
通过以上设置,在热压成型装置9的凸模901与下模板902压合,对靴套坯进行成型时,第一牵引辊组7恒速输出的双层薄膜结构由伺服电机806驱动同步带805带动滑座804下行进而带动浮动导辊802下移来缓存,并保持双层薄膜结构的张力稳定,通常情况下伺服电机806由双层薄膜结构的张力传感器及电控制系统控制转动方向及转动圈数从而控制浮动导辊802上行或下移以及浮动导辊802上行或下移的距离。
作为优选的实施例,热压成型装置9和第二牵引辊组11之间还设有第二缓冲装置10,第二缓冲装置10与第一缓冲装置8具有相同结构,通过以上设置,当靴套坯成型完成后凸模901与下模板902分开,伺服电机806驱动同步带805带动滑座804下行进而带动浮动导辊802下移与第二牵引辊组11的牵引速度合成快速的将热压成型装置9中已成型的连体靴套坯牵引出热压成型装置9,此时,在整机电控系统的控制下第一缓冲装置8的浮动导辊802上行,将双层薄膜结构释放进入热压成型装置9中,在热压成型装置9进行成型工作时,随着第二牵引辊组11牵引,第二缓冲装置10的浮动导辊802上行将缓存的连体靴套坯释放,如引循环。
作为优选的实施例,裁切装置12出料端衔接设有大输送带13,用于将裁切后的靴套20和废边输出,由后继工序将靴套20成品和废边分离,方便收集靴套20成品。
作为优选的实施例,叠合辊14与第一个焊护边部装置6之间设有导辊15,以稳定的引导双层薄膜结构前进。
作为优选的实施例,热压成型装置还包括,拉杆903,拉杆903上端与凸模901连接,拉杆903下端滑动穿过下模板902边部伸入机架1内,拉杆903下端与动力源连接,动力源用于驱动拉杆903上下运动以联动凸模901上下运动,这里动力源可以是气缸或由电机驱动的曲柄连杆机构。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
在本发明的描述中,需要理解的是,术语“上”、“下”、 “左”、“右”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 压榨套、其应用和压榨辊、靴式压榨机及加强线在压榨套中的应用
- 一种靴式压榨装置的靴套端部密封固定结构