一种医用口罩加工系统及加工方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明医用口罩领域,更具体的说是一种医用口罩加工系统及加工方法。
背景技术
专利号为CN202010471321.5公开一种口罩加工机,包括一安装装置、一烫压辊及一模切辊,所述安装装置包括一鼻梁条放料架、一鼻梁条材料调平机构、一鼻梁条定尺裁断机构、一输送机构及一磁吸定位置入机构。本发明的上述口罩加工机结构简单,操作方便,节省大量制造成本,定位准确,定位效率明显提高。本发明还涉及一种鼻梁条定位置入工艺。但是该装置无法加工出一种可不暴露衔接更换的口罩。
发明内容
本发明的目的是提供一种医用口罩加工系统及加工方法,其有益效果为可以快速组装加工出一种可不暴露衔接更换的口罩。
本发明的目的通过以下技术方案来实现:
本发明的目的是提供一种医用口罩加工系统,包括组合口罩加工架、挤压组合变频驱动器、组合口罩回收管、四个偏心铰接杆、多个部件堆叠添加框、间隙转动中心器、间歇驱动器、四个挤压台、四个滑动挤压座和组合更换口罩,所述的组合口罩回收管固定连接并连通在组合口罩加工架内,挤压组合变频驱动器转动连接在组合口罩加工架上并均匀铰接四个偏心铰接杆,四个偏心铰接杆分别铰接四个滑动挤压座,四个滑动挤压座均匀滑动连接在组合口罩加工架内,多个部件堆叠添加框均匀固定连接并连通在组合口罩加工架的上端,间隙转动中心器转动连接在组合口罩加工架内,间歇驱动器间歇啮合传动连接间隙转动中心器,间隙转动中心器的外壁均匀固定连接四个挤压台。
作为本发明更进一步的优化,所述的组合口罩加工架外壁的中端均匀设置有四个连通的矩形滑槽;组合口罩加工架的上端固定连接转环筒。
作为本发明更进一步的优化,所述的挤压组合变频驱动器的电机通过电机固定座固定连接在组合口罩加工架上,挤压组合变频驱动器的驱动齿圈转动连接在组合口罩加工架固定连接转环筒的外端,挤压组合变频驱动器的驱动齿圈均匀铰接四个偏心铰接杆。
作为本发明更进一步的优化,所述的偏心铰接杆的外端铰接在滑动挤压座上,四个滑动挤压座均匀滑动连接在组合口罩加工架的四个连通的矩形滑槽内。
作为本发明更进一步的优化,所述的间歇驱动器固定连接在组合口罩加工架内,间歇驱动器通过间歇齿轮啮合传动连接间隙转动中心器,间隙转动中心器转动连接在组合口罩加工架的中端。
作为本发明更进一步的优化,所述的滑动挤压座上设置有弹簧顶座,弹簧顶座通过弹簧轴和复位弹簧滑动连接在滑动挤压座内,弹簧顶座内端的顶座与挤压台相贴合;四个弹簧顶座内端的顶座高度均不一致。
作为本发明更进一步的优化,所述的组合更换口罩包括组合内口罩软框、挂耳框、内卷口罩替换框、添加口罩布和口罩组合外框,挂耳框间隙配合在组合内口罩软框的外端,挂耳框内收卷挂耳布,内卷口罩替换框通过限位滑块滑动连接在组合内口罩软框的上端,内卷口罩替换框内收卷替换口罩布,添加口罩布的上端粘接在内卷口罩替换框内收卷替换口罩布的外端,添加口罩布的下端通过组合内口罩软框和挂耳框延伸出,口罩组合外框通过卡扣卡接在内口罩软框的外端。
作为本发明更进一步的优化,所述的组合内口罩软框、挂耳框、内卷口罩替换框、添加口罩布和口罩组合外框均为柔性材质;多个部件堆叠添加框内依次并排堆叠组合内口罩软框、挂耳框、内卷口罩替换框、添加口罩布和口罩组合外框。
一种医用口罩加工加工方法,该方法包括以下步骤:
步骤一:在多个部件堆叠添加框内依次堆叠内口罩软框、挂耳框、内卷口罩替换框、添加口罩布和口罩组合外框;间歇驱动器驱动间隙转动中心器和四个挤压台在组合口罩加工架内间歇旋转;
步骤二:旋转的间隙转动中心器依次受到多个部件堆叠添加框内零部件的添加;挤压组合变频驱动器通过变频控制,当挤压台内零部件进行添加后,挤压组合变频驱动器驱动四个偏心铰接杆、四个滑动挤压座和四个弹簧顶座向内将零部件依次进行挤压组合;
步骤三:当组合更换口罩上的组合内口罩软框、挂耳框、内卷口罩替换框、添加口罩布和口罩组合外框经过组合添加后经过组合口罩回收管流出,如此往复进行组合:
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果为可以快速组装加工出一种可不暴露衔接更换的口罩;通过将使用后的口罩向下拉抻,将备用口罩拽出后,在下端扯掉旧口罩,即可无暴露进行口罩的替换;通过自动快速组合口罩,加快口罩的生产。
附图说明
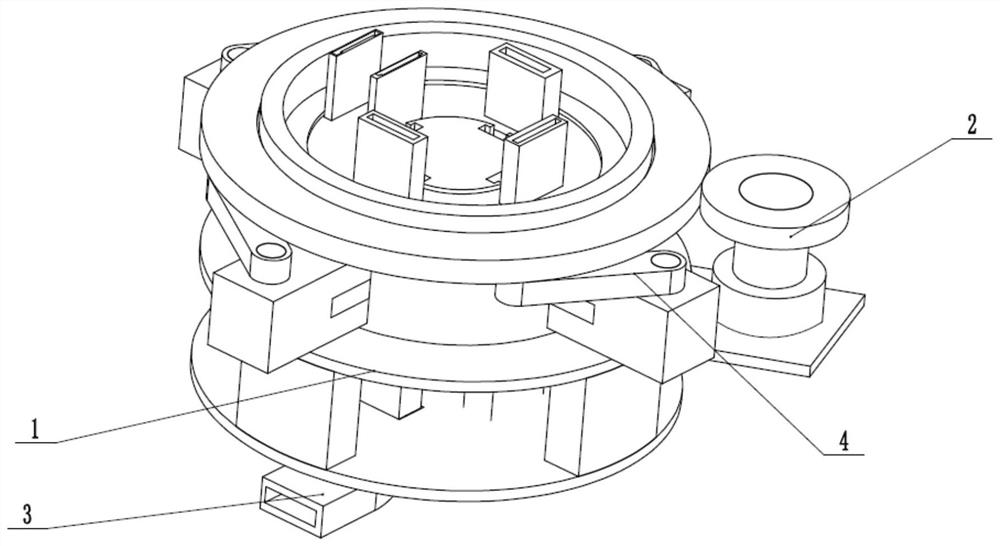
图1是本发明的整体的结构示意图一;
图2是本发明的整体的结构示意图二;
图3是本发明的局部的结构示意图一;
图4是本发明的局部的结构示意图二;
图5是本发明的局部的结构示意图三;
图6是本发明的局部的结构示意图四;
图7是本发明的组合更换口罩的结构示意图一;
图8是本发明的组合更换口罩的结构示意图二。
图中:组合口罩加工架1、挤压组合变频驱动器2、组合口罩回收管3、四个偏心铰接杆4、多个部件堆叠添加框5、间隙转动中心器6、间歇驱动器7、四个挤压台8、四个滑动挤压座9;弹簧顶座10;组合更换口罩11组合内口罩软框12、挂耳框13、内卷口罩替换框14、添加口罩布15和口罩组合外框16。
具体实施方式
下面结合附图对本发明作进一步详细说明。
本装置中所述的固定连接可以是指通过焊接、螺纹固定等方式进行固定,所述的转动连接是可以指通过将轴承烘装在轴上,轴或轴孔上设置有弹簧挡圈槽或轴间挡板,通过将弹性挡圈卡在弹簧挡圈槽内或轴间挡板实现轴承的轴向固定,通过轴承的相对滑动,实现转动;结合不同的使用环境,使用不同的连接方式。
具体实施方式一:
如图1~图8所示,一种医用口罩加工系统,包括组合口罩加工架1、挤压组合变频驱动器2、组合口罩回收管3、四个偏心铰接杆4、多个部件堆叠添加框5、间隙转动中心器6、间歇驱动器7、四个挤压台8、四个滑动挤压座9和组合更换口罩11,所述的组合口罩回收管3固定连接并连通在组合口罩加工架1内,挤压组合变频驱动器2转动连接在组合口罩加工架1上并均匀铰接四个偏心铰接杆4,四个偏心铰接杆4分别铰接四个滑动挤压座9,四个滑动挤压座9均匀滑动连接在组合口罩加工架1内,多个部件堆叠添加框5均匀固定连接并连通在组合口罩加工架1的上端,间隙转动中心器6转动连接在组合口罩加工架1内,间歇驱动器7间歇啮合传动连接间隙转动中心器6,间隙转动中心器6的外壁均匀固定连接四个挤压台8。在多个部件堆叠添加框内依次堆叠内口罩软框、挂耳框、内卷口罩替换框、添加口罩布和口罩组合外框;间歇驱动器驱动间隙转动中心器和四个挤压台在组合口罩加工架内间歇旋转;旋转的间隙转动中心器依次受到多个部件堆叠添加框内零部件的添加;挤压组合变频驱动器通过变频控制,当挤压台内零部件进行添加后,挤压组合变频驱动器驱动四个偏心铰接杆、四个滑动挤压座和四个弹簧顶座向内将零部件依次进行挤压组合;当组合更换口罩上的组合内口罩软框、挂耳框、内卷口罩替换框、添加口罩布和口罩组合外框经过组合添加后经过组合口罩回收管流出,如此往复进行组合;进而实现可以快速组装加工出一种可不暴露衔接更换的口罩;通过将使用后的口罩向下拉抻,将备用口罩拽出后,在下端扯掉旧口罩,即可无暴露进行口罩的替换;通过自动快速组合口罩,加快口罩的生产。
具体实施方式二:
如图1~图8所示,本实施方式对实施方式一作进一步说明,所述的组合口罩加工架1外壁的中端均匀设置有四个连通的矩形滑槽;组合口罩加工架1的上端固定连接转环筒。
具体实施方式三:
如图1~图8所示,本实施方式对实施方式二作进一步说明,所述的挤压组合变频驱动器2的电机通过电机固定座固定连接在组合口罩加工架1上,挤压组合变频驱动器2的驱动齿圈转动连接在组合口罩加工架1固定连接转环筒的外端,挤压组合变频驱动器2的驱动齿圈均匀铰接四个偏心铰接杆4。
具体实施方式四:
如图1~图8所示,本实施方式对实施方式三作进一步说明,所述的偏心铰接杆4的外端铰接在滑动挤压座9上,四个滑动挤压座9均匀滑动连接在组合口罩加工架1的四个连通的矩形滑槽内。
具体实施方式五:
如图1~图8所示,本实施方式对实施方式四作进一步说明,所述的间歇驱动器7固定连接在组合口罩加工架1内,间歇驱动器7通过间歇齿轮啮合传动连接间隙转动中心器6,间隙转动中心器6转动连接在组合口罩加工架1的中端。间歇驱动器7间歇性的驱动间隙转动中心器6旋转,进而先将组合内口罩软框12和挂耳框13下落在弹簧顶座10上挤压组合变频驱动器2通过偏心铰接杆4和滑动挤压座9,使弹簧顶座10向内挤压,通过弹簧轴和弹簧,将落挂耳框13缓冲挤压进组合内口罩软框12内,先行组合;间歇旋转的转动中心器6再停止后下落内卷口罩替换框14,同理通过挤压组合变频驱动器2的变频器的稳定设置,通过弹簧顶座10将内卷口罩替换框14挤压插入组合内口罩软框12内,同时组合内口罩软框12内卷的备用口罩的外端暴露在外并设置有粘条;再间隙转动后,将添加口罩布15添加粘接在内卷口罩替换框14暴露在外并设置有粘条上,同时添加口罩布15的下端通过挤压位于先将组合内口罩软框12的外部。
具体实施方式六:
如图1~图8所示,本实施方式对实施方式五作进一步说明,所述的滑动挤压座9上设置有弹簧顶座10,弹簧顶座10通过弹簧轴和复位弹簧滑动连接在滑动挤压座9内,弹簧顶座10内端的顶座与挤压台8相贴合;四个弹簧顶座10内端的顶座高度均不一致。
具体实施方式七:
如图1~图8所示,本实施方式对实施方式六作进一步说明,所述的组合更换口罩11包括组合内口罩软框12、挂耳框13、内卷口罩替换框14、添加口罩布15和口罩组合外框16,挂耳框13间隙配合在组合内口罩软框12的外端,挂耳框13内收卷挂耳布,内卷口罩替换框14通过限位滑块滑动连接在组合内口罩软框12的上端,内卷口罩替换框14内收卷替换口罩布,添加口罩布15的上端粘接在内卷口罩替换框14内收卷替换口罩布的外端,添加口罩布15的下端通过组合内口罩软框12和挂耳框13延伸出,口罩组合外框16通过卡扣卡接在内口罩软框12的外端。最后口罩组合外框16同理组合卡在组合内口罩软框12、挂耳框13和内卷口罩替换框14上,实现组合,因为材质均为柔性胶质,方便组装,组装成型后,通过组合口罩回收管3流出;如此往复实现快速组装。
具体实施方式八:
如图1~图8所示,本实施方式对实施方式七作进一步说明,所述的组合内口罩软框12、挂耳框13、内卷口罩替换框14、添加口罩布15和口罩组合外框16均为柔性材质;多个部件堆叠添加框5内依次并排堆叠组合内口罩软框12、挂耳框13、内卷口罩替换框14、添加口罩布15和口罩组合外框16。在多个部件堆叠添加框5内依次堆叠内口罩软框12、挂耳框13、内卷口罩替换框14、添加口罩布15和口罩组合外框16,使零部件组装后依次下落。
一种医用口罩加工加工方法,该方法包括以下步骤:
步骤一:在多个部件堆叠添加框5内依次堆叠内口罩软框12、挂耳框13、内卷口罩替换框14、添加口罩布15和口罩组合外框16;间歇驱动器7驱动间隙转动中心器6和四个挤压台8在组合口罩加工架1内间歇旋转;
步骤二:旋转的间隙转动中心器6依次受到多个部件堆叠添加框5内零部件的添加;挤压组合变频驱动器2通过变频控制,当挤压台8内零部件进行添加后,挤压组合变频驱动器2驱动四个偏心铰接杆4、四个滑动挤压座9和四个弹簧顶座10向内将零部件依次进行挤压组合;
步骤三:当组合更换口罩11上的组合内口罩软框12、挂耳框13、内卷口罩替换框14、添加口罩布15和口罩组合外框16经过组合添加后经过组合口罩回收管3流出,如此往复进行组合。
本发明的工作原理为:在多个部件堆叠添加框5内依次堆叠内口罩软框12、挂耳框13、内卷口罩替换框14、添加口罩布15和口罩组合外框16,使零部件组装后依次下落;间歇驱动器7间歇性的驱动间隙转动中心器6旋转,进而先将组合内口罩软框12和挂耳框13下落在弹簧顶座10上挤压组合变频驱动器2通过偏心铰接杆4和滑动挤压座9,使弹簧顶座10向内挤压,通过弹簧轴和弹簧,将落挂耳框13缓冲挤压进组合内口罩软框12内,先行组合;间歇旋转的转动中心器6再停止后下落内卷口罩替换框14,同理通过挤压组合变频驱动器2的变频器的稳定设置,通过弹簧顶座10将内卷口罩替换框14挤压插入组合内口罩软框12内,同时组合内口罩软框12内卷的备用口罩的外端暴露在外并设置有粘条;再间隙转动后,将添加口罩布15添加粘接在内卷口罩替换框14暴露在外并设置有粘条上,同时添加口罩布15的下端通过挤压位于先将组合内口罩软框12的外部;最后口罩组合外框16同理组合卡在组合内口罩软框12、挂耳框13和内卷口罩替换框14上,实现组合,因为材质均为柔性胶质,方便组装,组装成型后,通过组合口罩回收管3流出;如此往复实现快速组装;进而实现可以快速组装加工出一种可不暴露衔接更换的口罩;通过将使用后的口罩向下拉抻,将备用口罩拽出后,在下端扯掉旧口罩,即可无暴露进行口罩的替换;通过自动快速组合口罩,加快口罩的生产。
上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
- 一种医用口罩加工系统及加工方法
- 一种基于加工系统的炼钢样品加工方法、装置和加工系统