一种无痕缝连衣裙及其制备工艺
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及纺织服饰,更具体地说,它涉及一种无痕缝连衣裙及其制备工艺。
背景技术
连衣裙是一个品种的总称,是年轻女孩喜欢的夏装首选之一。根据穿着对象的不同,可有童式连体裤和成人连衣裙。连衣裙有各种样式。连衣裙还可以根据造型的需要,形成各种不同的轮廓和腰节位置。
目前市面上的连衣裙由多块布料通过缝合的方式形成连衣裙的衣身,并将裙摆缝合连接在衣身的下端形成一体结构的连衣裙,但多块布料之间的缝合连接处,以及衣身与裙摆的缝合处,随着穿着时间的增加,且在人们体型发生变化而导致连衣裙出现紧绷的状态时,缝合连接处的纱线容易出现断裂而导致布料分体从而影响人们的正常穿着的问题。
因此需要提出一种新的方案来解决这个问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种无痕缝连衣裙及其制备工艺,通过对筒状结构的纬编织物进行热定型、打褶边,减少人们裁剪以及缝纫布料的工作量,提高人们的制衣的工作效率,且减少边角料的产生,更加环保。
本发明的上述技术目的是通过以下技术方案得以实现的:一种无痕缝连衣裙,包括织造成一体结构的裙体,所述裙体上设有分别位于胸部以及臀部的第一褶皱点和第二褶皱点,所述裙体上设有位于第一褶皱点和第二褶皱点两侧的若干褶皱边,所述裙体上设有位于腰部且呈环形的收腰褶边。
通过采用上述技术方案,裙体采用织造的方式形成一体结构,代替市面上由多块布料进行缝纫,使得裙体具有良好的整体性,通过第一褶皱点和第二褶皱点的设置,对裙体的胸部以及臀部的尺寸进行调节,使得裙体符合人体工学,更加合身,并且通过腰部上的收腰褶边,对裙体的腰围进行调节,使得人们在穿着裙体时,更加合身,同时解决了现有技术中缝纫处纱线松散而导致连衣裙破损而无法穿着的问题。
本发明进一步设置为:所述裙体由第一线圈纵列和第二线圈纵列以十二个线圈横列为一循环织造而成;
所述第一线圈纵列的组织结构为:第1、2、4、5、6、8、9、10、12路的上针均为浮线,第3、7、11路的上针为成圈组织,第1、3、5、7、9、11的下针均为浮线,第2、4、6、8、10、12路的下针均为成圈组织;
所述第二线圈纵列的组织结构为:第2、3、4、6、7、8、10、11、12路的上针均为浮线,第1、5、9路的上针均为成圈组织,第1、3、5、7、9、11的下针均为成圈组织,第2、4、6、8、10、12路的下针均为浮线。
本发明进一步设置为:第1、5、9路穿织的纱线采用50D/24F的海导丝纱线,第3、7、11路穿织的纱线采用锦纶弹力丝。
通过采用上述技术方案,选用纬编的方式织造成裙体,使得裙体具有良好的整体性,且第一线圈纵列和第二线圈纵列的上针浮线比例大于成圈组织的比例,使得裙体的内表面和外表面具有良好的光滑度、以及柔软顺滑的手感,提高人们穿着的舒适度。
一种无痕缝连衣裙的制备工艺,其如下制备流程:
S1选料,选用由锦纶弹力丝和海岛丝纱线纬编织得呈圆筒状的坯料,所述坯料的筒幅为66-80cm,所述坯布的克重为180-300g/m2;
S2后整理,将坯料经浸轧胶原蛋白整理剂并清水清洗后烘干;
S3热定型,将经S2烘干完成后的坯料经高温定型机定幅,且门幅宽度为80-95cm;
S4打褶边,将经S3热定型后的坯料以指定长度裁剪成若干筒裙,然后通过打褶机在筒裙的腰部打褶形成环状结构的收腰褶边;
S5打褶点,通过缝纫机在筒裙的胸部和臀部沿筒裙的长度方向进行收束形成第一褶皱点和第二褶皱点,所述第一褶皱点和第二褶皱点的两侧形成若干褶皱边;
S6裁领缝边,对筒裙的上端进行裁剪形成V形领,然后在筒裙的两侧裁剪用于容纳手臂穿过的肩口,并通过缝纫机缝合肩口至V形领的边沿制成裙体;
S7包装,将制得的裙体进行单间套袋包装,完成裙体的制作。
通过采用上述技术方案,选用筒幅为66-80cm的坯料,满足人们体型的需要,并经过胶原蛋白整理剂对坯料进行整理,提高坯料的柔软度,更加柔顺,具有良好的亲肤性和触摸手感,通过热定型的工序,对坯料的筒幅进行热定型,提高坯料筒幅的一致性,且使坯料的筒幅的最大幅值维持在80-95cm,符合人体三围的最大幅值,减少后续褶边的工作量,且减少边角料的产生,通过打褶边对腰部的腰围进行收束,进而对裙体的腰围进行调整,调节至符合人体工学的均码尺寸,并对胸部和臀部进行纵向的缝合形成第一褶皱点和第二褶皱点,对胸围以及臀围进行调节,且通过褶皱边的设置,使得裙体具有宽松的特点,提高人们穿着的舒适度。
本发明进一步设置为:所述S2后整理的制备步骤包括:首先将坯料浸没在混合胶原蛋白整理剂的化料筒内,并静置20-30mi n,然后通过浸轧机二浸二扎,浸轧率为60-70%,最后通过烘干机以80-100℃,行进速度为20M—30M/分,循环烘干。
通过采用上述技术方案,坯料通过浸置胶原蛋白整理剂,使得坯料充分与整理剂接触,并通过二浸二扎的方式,提高坯料浸扎胶原蛋白整理剂的浸扎率和工作效率。
本发明进一步设置为:所述S4打褶边的制备步骤包括:通过打褶机在筒裙的腰部捏褶形成若干2cm的褶边,将筒裙的腰围收束为55-66cm。
通过采用上述技术方案,通过打褶机进行捏褶形成褶边,从而将筒裙的腰围收束至55-66cm,裙体的腰部具有良好的一致性,并且在人们体形发生变化时,能通过拆卸若干褶边的缝纫纱线,从而调节裙体的腰围,方便人们进行更改,使连衣裙更加合身。
本发明进一步设置为:还包括:S61修边熨烫,将裁领缝边制得的裙体放置于平台上,并在裙体的腰部处覆盖一块垫布,通过熨斗熨烫垫布对裙体腰部的收腰褶边进行熨烫,并对位于肩部边沿进行修边。
通过采用上述技术方案,通过垫布覆盖裙体的腰部,使得熨斗在对褶边进行整理熨烫时,裙体受热更加均匀,更加工整,且避免熨斗接触褶边而导致褶边出现变形的情况,方便人们进行熨烫。
综上所述,本发明具有以下有益效果:
裙体采用织造的方式形成一体结构,代替市面上由多块布料进行缝纫,使得裙体具有良好的整体性,通过第一褶皱点和第二褶皱点的设置,对裙体的胸部以及臀部的尺寸进行调节,使得裙体符合人体工学,更加合身,并且通过腰部上的收腰褶边,对裙体的腰围进行调节,使得人们在穿着裙体时,更加合身,同时解决了现有技术中缝纫处纱线松散而导致连衣裙破损而无法穿着的问题。
附图说明
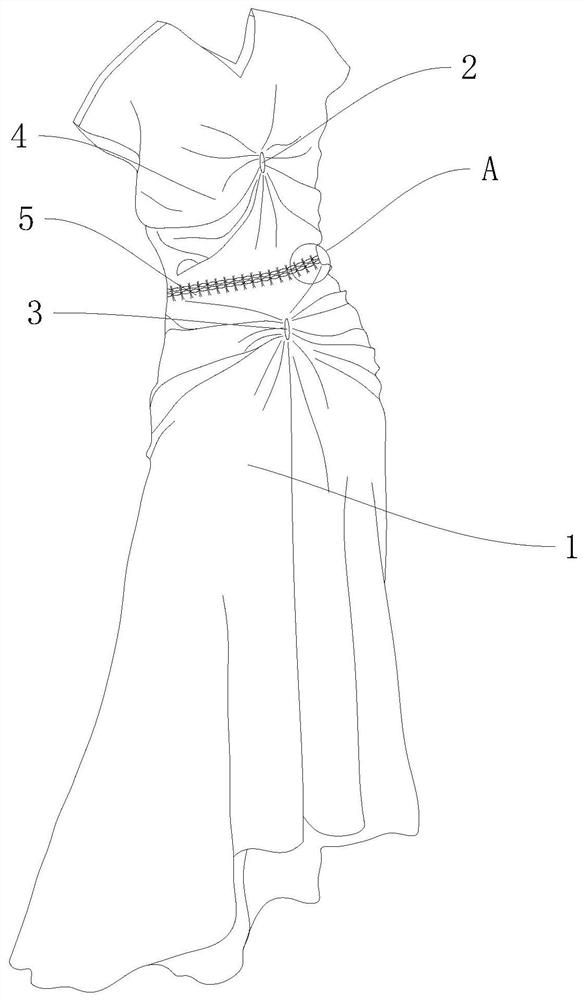
图1为本发明的结构示意图;
图2为图1中A部的放大示意图;
图3为本发明中坯料的结构示意图。
图中:1、裙体;2、第一褶皱点;3、第二褶皱点;4、褶皱边;5、收腰褶边。
具体实施方式
下面结合附图和实施例,对本发明进行详细描述。
实施例一:一种无痕缝连衣裙,如图1所示,包括织造成一体结构的裙体1,裙体1上设有分别位于胸部以及臀部的第一褶皱点2和第二褶皱点3,裙体1上设有位于第一褶皱点2和第二褶皱点3两侧的若干褶皱边4,裙体1上设有位于腰部且呈环形的收腰褶边5。
如图3所示,裙体1由第一线圈纵列和第二线圈纵列以十二个线圈横列为一循环织造而成,其中第一线圈纵列的组织结构为:第1、2、4、5、6、8、9、10、12路的上针均为浮线,第3、7、11路的上针为成圈组织,第1、3、5、7、9、11路的下针均为浮线,第2、4、6、8、10、12路的下针均为成圈组织,而第二线圈纵列的组织结构为:第2、3、4、6、7、8、10、11、12路的上针均为浮线,第1、5、9路的上针均为成圈组织,第1、3、5、7、9、11路的下针均为成圈组织,第2、4、6、8、10、12路的下针均为浮线,具体的,第1、5、9路穿织的纱线采用50D/24F的海导丝纱线,第3、7、11路穿织的纱线采用锦纶弹力丝,将海岛丝纱线和锦纶弹力丝通过大圆机织造成呈筒状结构的纬编织物。
裙体1采用纬编的方式织造成一体结构裙体1,代替市面上由多块布料进行缝纫,使得裙体1具有良好的整体性,且第一线圈纵列和第二线圈纵列的上针浮线比例大于成圈组织的比例,使得裙体1的内表面和外表面具有良好的光滑度、以及柔软顺滑的手感,提高人们穿着的舒适度,而后通过第一褶皱点2和第二褶皱点3的设置,对裙体1的胸部以及臀部的尺寸进行调节,使得裙体1符合人体工学,更加合身,并且通过腰部上的收腰褶边5,对裙体1的腰围进行调节,使得人们在穿着裙体1时,更加合身,当人们的体型变大而导致连衣裙过于紧绷时,由于裙体1采用筒状结构的纬编织物,使得裙体1不易在体型紧绷的状态下使裙体1在缝合处出现撕裂而裸露皮肤的情况,并且人们能通过对腰部的收腰褶边5的缝合处进行拆卸,减小收腰褶边5的数量,从而调节裙体1的腰围,延长连衣裙的使用寿命,且提高人们的穿着体验,更加舒适。
实施例二:一种无痕缝连衣裙的制备工艺,用以制备实施例一的一种无痕缝连衣裙,其如下制备流程:
S1选料,选用由锦纶弹力丝和海岛丝纱线纬编织得呈圆筒状的坯料,坯料的筒幅为66-80cm,坯布的克重为180-300g/m2;
S2后整理,将坯料经浸轧胶原蛋白整理剂并清水清洗后烘干,具体的,首先将坯料浸没在混合胶原蛋白整理剂的化料筒内,并静置20-30mi n,然后通过浸轧机二浸二扎,浸轧率为60-70%,最后通过烘干机以80-100℃,行进速度为20M—30M/分,循环烘干。
S3热定型,将经S2烘干完成后的坯料经高温定型机定幅,且门幅宽度为80-95cm;
S4打褶边,将经S3热定型后的坯料以指定长度裁剪成若干筒裙,然后通过打褶机在筒裙的腰部打褶形成环状结构的收腰褶边5,具体的,通过打褶机在筒裙的腰部捏褶形成若干2cm的褶边,将筒裙的腰围收束为55-66cm。
S5打褶点,通过缝纫机在筒裙的胸部和臀部沿筒裙的长度方向进行收束形成第一褶皱点2和第二褶皱点3,第一褶皱点2和第二褶皱点3的两侧形成若干褶皱边4;
S6裁领缝边,对筒裙的上端进行裁剪形成V形领,然后在筒裙的两侧裁剪用于容纳手臂穿过的肩口,并通过缝纫机缝合肩口至V形领的边沿制成裙体1;
S61修边熨烫,将裁领缝边制得的裙体1放置于平台上,并在裙体1的腰部处覆盖一块垫布,通过熨斗熨烫垫布对裙体1腰部的收腰褶边5进行熨烫,并对位于肩部边沿进行修边;
S7包装,将制得的裙体1进行单间套袋包装,完成裙体1的制作。
选用筒幅为66-80cm的坯料,满足人们体型的需要,并经过胶原蛋白整理剂对坯料进行整理,坯料通过浸置胶原蛋白整理剂,使得坯料充分与整理剂接触,并通过二浸二扎的方式,提高坯料浸扎胶原蛋白整理剂的浸扎率和工作效率,从而提高提高坯料的柔软度,更加柔顺,具有良好的亲肤性和触摸手感,通过热定型的工序,对坯料的筒幅进行热定型,提高坯料筒幅的一致性,且使坯料的筒幅的最大幅值维持在80-95cm,符合人体三围的最大幅值,减少后续褶边的工作量,且减少边角料的产生,通过打褶边对腰部的腰围进行收束,进而对裙体1的腰围进行调整,调节至符合人体工学的均码尺寸,并对胸部和臀部进行纵向的缝合形成第一褶皱点2和第二褶皱点3,对胸围以及臀围进行调节,且通过褶皱边4的设置,使得裙体1具有宽松的特点,提高人们穿着的舒适度,且通过打褶机进行捏褶形成褶边,从而将筒裙的腰围收束至55-66cm,裙体1的腰部具有良好的一致性,并且在人们体形发生变化时,能通过拆卸若干褶边的缝纫纱线,从而调节裙体1的腰围,方便人们进行更改,使连衣裙更加合身,通过垫布覆盖裙体1的腰部,使得熨斗在对褶边进行整理熨烫时,裙体1受热更加均匀,更加工整,且避免熨斗接触褶边而导致褶边出现变形的情况,方便人们进行熨烫。
通过对筒状结构的纬编织物进行热定型、打褶边,减少人们裁剪以及缝纫布料的工作量,提高人们的制衣的工作效率,且减少边角料的产生,更加环保。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种无痕缝连衣裙及其制备工艺
- 一种缝有镂空钩花前襟的连衣裙