一种带螺旋弧线刃的电阻焊电极修整刀具
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及一种修整刀具,具体涉及一种带螺旋弧线刃的电阻焊电极修整刀具。
背景技术
目前,在汽车行业,机器人焊枪绝大部分采用自动修磨器进行电极帽的修磨取代人工修磨电极帽,修磨电极帽的过程就是利用修磨器中的修磨刀片对电极帽进行切削加工,重新修整电极帽的表面外观和形状,电极帽修磨量取决于电极帽的修磨时间和修磨加压力。目前,在修磨电极帽的修磨过程中,往往出现以下问题:修磨过程中,电极帽发生跳动,导致电极帽切削的外形出现椭圆;单个刀刃,刀刃参与切削的时间及频次长,切削效率低,刀刃磨损较快,切削废屑较大,容易堵塞刀具,影响修磨质量;刀座需要增加定位面确保电极帽的对中,对刀座有较高的加工位置精度要求,刀座的加工误差及装配误差均会导致刀刃切削量的不一致,严重的无法修磨,上下电极帽修磨不一致,影响电极帽的使用寿命。
发明内容
针对上述现有技术的现状,本发明所要解决的技术问题在于提供一种切屑过程平稳、排屑过程顺畅、切屑效率高和刀片使用寿命长的带螺旋弧线刃的电阻焊电极修整刀具。
本发明解决上述技术问题所采用的技术方案为:一种带螺旋弧线刃的电阻焊电极修整刀具,包括刀座和刀片机构,所述刀片机构与刀座固定连接,所述刀片机构包括刀片,所述刀片的上下两端均设置有刀刃,所述刀刃包括端面成型面、电极帽导向面、防冲击倒角和刀刃后角面,所述刀刃后角面为圆弧面,所述防冲击倒角为斜面,所述端面成型面为平面,所述防冲击倒角通过所述刀刃后角面和电极帽导向面与所述端面成型面相连接,所述刀片还包括第一侧面、第二侧面和安装面,所述安装面位于同一个所述刀片的两个所述防冲击倒角之间,所述第二侧面位于同一个所述刀片的两个所述刀刃后角面之间,所述第一侧面位于同一个所述刀片的两个所述电极帽导向面之间,所述第一侧面和所述电极帽导向面均为弧面,所述电极帽导向面与所述第一侧面之间形成切屑刃,所述切屑刃是所述电极帽导向面与所述第一侧面相交形成的螺旋形弧线,由于端面成型面为平面,端面成型面能够确保电极帽的焊接端面顺利成型,并且第一侧面和所述电极帽导向面均为弧面,电极帽导向面对即将或者正在切削的电极帽起导向定位作用,而无需额外增加导向定位部件,使得电极帽在修磨过程中的震动减少,提高修磨产品的外观质量,并且切屑刃是所述电极帽导向面与所述第一侧面相交形成的螺旋形弧线,切屑刃为螺旋形弧线,相对于位于一个平面的直线的切屑刃线,切削轻快、平稳、效率高;切削扭距较小,螺旋形弧线产生轴向拉力使得工件稳定,切屑刃为螺旋形弧线,螺旋形弧线的切屑刃增加了参加切削的刃长,螺旋形弧线的螺旋升角增大了轴向拉力减少径向力,增大电极帽的定位稳定性,减少振动;螺旋升角加大了实际工作前角,使切削刃更为锋利,且降低了切削力便于排屑,工件表面粗照度更加理想;排屑通畅有利于散热,延长刀片机构的使用寿命;其优点是切屑过程平稳、排屑过程顺畅、切屑效率高和刀片机构使用寿命长。
优选地,所述刀片机构具有3个所述刀片,3个所述刀片呈圆周均匀分布,所述刀座上设置有与所述安装面相对应的安装槽道,所述安装槽道上下贯通,所述刀片机构通过过盈配合固定在所述刀座内,所述刀片与所述刀座之间形成排屑通槽,所述排屑通槽的横截面呈莱洛三角形,由于刀片机构具有3个所述刀片,3个所述刀片呈圆周均匀分布,并且刀片的上下部均设置有刀刃,3个刀刃同时切屑电极帽时有更多的接触面积,刀刃的磨损更少,还可以将切屑变得更细,避免切屑堵塞,其优点是排屑过程顺畅和切屑效率高,并且刀座上设置有与所述安装面相对应的安装槽道,所述安装槽道上下贯通,所述刀片机构通过过盈配合固定在所述刀座内,刀片机构通过过盈配合方式,即以热缩方式将刀片机构压入刀座的安装槽道内,过盈配合使得刀片机构与刀座的安装结构简单、牢固,提高了刀片机构的切屑稳定性,其优点是工作稳定性高,并且刀片与所述刀座之间形成排屑通槽,所述排屑通槽的横截面呈莱洛三角形,在刀片机构与刀座之间的有限空间内来增大排屑通槽的空间,便于排屑,其优点是排屑过程顺畅和切屑效率高。
优选地,所述所述刀片机构具有1个所述刀片,所述刀片与所述刀座通过螺栓固定连接。
优选地,以电阻焊电极修整刀具的俯视图的中心为坐标原点,以电阻焊电极修整刀具的俯视图为XY平面,以过所述坐标原点且平行于所述第二侧面与所述刀刃后角面的相交线为X轴,根据右手定则建立空间坐标系,过所述坐标原点且垂直与所述XY平面的轴为Z轴,所述螺旋形弧线在所述XZ平面的投影为一曲线,且所述第一侧面垂直于所述XY平面,所述切屑刃位于所述弧面上。
优选地,所述曲线的拟合方程为:
f(x)=a
其中系数a
a
a
b
a
b2=(0.05721,0.09345);
w=(0.1666,0.1797)。
优选地,所述曲线的拟合方程为:
f(x)=a
a
a
b
a
b
a
b
w=(0.03977,0.2357)。
优选地,所述曲线的拟合方程为:
f(x)=a
其中系数a
a
b
c
优选地,所述曲线的拟合方程为:
f(x)=a
其中系数a
a
b
c
a
b
c
优选地,所述曲线的拟合方程为:
f(x)=p
其中系数p
p
p
p
p
p
优选地,所述曲线的拟合方程为:
f(x)=p
其中系数p
p
p
p
p
p
p
与现有技术相比,本发明的优点在于:本发明通过端面成型面为平面,端面成型面能够确保电极帽的焊接端面顺利成型,并且第一侧面和所述电极帽导向面均为弧面,电极帽导向面对即将或者正在切削的电极帽起导向定位作用,而无需额外增加导向定位部件,使得电极帽在修磨过程中的震动减少,提高修磨产品的外观质量,并且切屑刃是所述电极帽导向面与所述第一侧面相交形成的螺旋形弧线,切屑刃为螺旋形弧线,相对于位于一个平面的直线的切屑刃线,切削轻快、平稳、效率高;切削扭距较小,螺旋形弧线产生轴向拉力使得工件稳定,切屑刃为螺旋形弧线,螺旋形弧线的切屑刃增加了参加切削的刃长,螺旋形弧线的螺旋升角增大了轴向拉力减少径向力,增大电极帽的定位稳定性,减少振动;螺旋升角加大了实际工作前角,使切削刃更为锋利,且降低了切削力便于排屑,工件表面粗照度更加理想;排屑通畅有利于散热,延长刀片机构的使用寿命;其优点是切屑过程平稳、排屑过程顺畅、切屑效率高和刀片机构使用寿命长,并且刀片机构具有3个所述刀片,3个所述刀片呈圆周均匀分布,并且刀片的上下部均设置有刀刃,3个刀刃同时切屑电极帽时有更多的接触面积,刀刃的磨损更少,还可以将切屑变得更细,避免切屑堵塞,其优点是排屑过程顺畅和切屑效率高,并且刀座上设置有与所述安装面相对应的安装槽道,所述安装槽道上下贯通,所述刀片机构通过过盈配合固定在所述刀座内,刀片机构通过过盈配合方式,即以热缩方式将刀片机构压入刀座的安装槽道内,过盈配合使得刀片机构与刀座的安装结构简单、牢固,提高了刀片机构的切屑稳定性,其优点是工作稳定性高,并且刀片与所述刀座之间形成排屑通槽,所述排屑通槽的横截面呈莱洛三角形,在刀片机构与刀座之间的有限空间内来增大排屑通槽的空间,便于排屑,其优点是排屑过程顺畅和切屑效率高。
附图说明
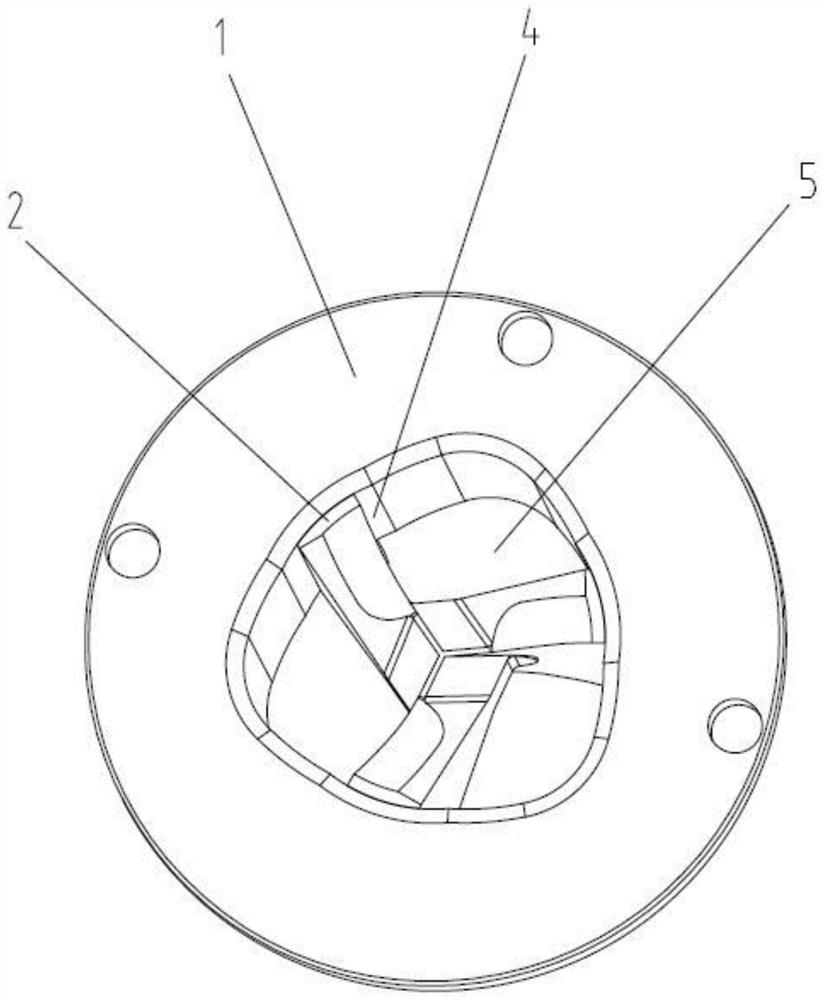
图1为本发明的实施例1的结构示意图;
图2为本发明的实施例1的刀片机构的结构示意图;
图3为图2的俯视图;
图4为图2的左视图;
图5为本发明的实施例2的结构示意图;
图6为本发明的切屑刃在XZ平面上的投影图形1;
图7为本发明的切屑刃在XZ平面上的投影图形2;
图8为本发明的切屑刃在XZ平面上的投影图形3;
图9为本发明的切屑刃在XZ平面上的投影图形4;
图10为本发明的切屑刃在XZ平面上的投影图形5;
图11为本发明的切屑刃在XZ平面上的投影图形6。
其中:1-刀座;2-刀片机构;3-刀片;4-安装槽道;5-排屑通槽;3-1-刀刃;3-1-1-端面成型面;3-1-2-电极帽导向面;3-1-3-防冲击倒角;3-1-4-刀刃后角面;3-2-第一侧面;3-3-第二侧面;3-4-安装面;3-1-5-切屑刃。
具体实施方式
以下结合附图,对本发明的具体实施方式作进一步详述,以使本发明技术方案更易于理解和掌握。
实施例1
如图1-4所示,一种带螺旋弧线刃的电阻焊电极修整刀具,包括刀座1和刀片机构2,所述刀片机构2与刀座1固定连接,所述刀片机构2包括刀片3,所述刀片3的上下两端均设置有刀刃3-1,所述刀刃3-1包括端面成型面3-1-1、电极帽导向面3-1-2、防冲击倒角3-1-3和刀刃后角面3-1-4,所述刀刃后角面3-1-4为圆弧面,所述防冲击倒角3-1-3为斜面,所述端面成型面3-1-1为平面,所述防冲击倒角3-1-3通过所述刀刃后角面3-1-4和电极帽导向面3-1-2与所述端面成型面3-1-1相连接,所述刀片3还包括第一侧面3-2、第二侧面3-3和安装面3-4,所述安装面3-4位于同一个所述刀片3的两个所述防冲击倒角3-1-3之间,所述第二侧面3-3位于同一个所述刀片3的两个所述刀刃后角面3-1-4之间,所述第一侧面3-2位于同一个所述刀片3的两个所述电极帽导向面3-1-2之间,所述第一侧面3-2和所述电极帽导向面3-1-2均为弧面,所述电极帽导向面3-1-2与所述第一侧面3-2之间形成切屑刃3-1-5,所述切屑刃3-1-5是所述电极帽导向面3-1-2与所述第一侧面3-2相交形成的螺旋形弧线,所述刀片机构2具有3个所述刀片3,3个所述刀片3呈圆周均匀分布,所述刀座1上设置有与所述安装面3-4相对应的安装槽道4,所述安装槽道4上下贯通,所述刀片机构2通过过盈配合固定在所述刀座1内,所述刀片3与所述刀座1之间形成排屑通槽5,所述排屑通槽5的横截面呈莱洛三角形。
上述实施例1中的带螺旋弧线刃的电阻焊电极修整刀具的工作过程如下:将刀片机构通过过盈配合方式,即以热缩方式将刀片机构压入刀座的安装槽道内,在刀具修磨电极帽时,电极帽贴合电极帽导向面与电极帽的弧面相匹配,电极帽导向面对即将或者正在切削的电极帽起导向定位作用,端面成型面能够确保电极帽的焊接端面顺利成型,螺旋形弧线的切屑刃对电极帽进行切屑,切除的屑末从排屑通槽排出,在切屑过程中,刀片的上下部均设置有刀刃,多个刀刃在切削电极帽时有更多的接触面积,刀刃的磨损更少以及可以将切屑变得更细避免切屑堵塞,螺旋形弧线的切屑刃,相对于位于一个平面的直线型刃线,切削轻快、平稳、效率高;切削扭距较小,螺旋线产生轴向拉力使得工件稳定,螺旋形弧线的切屑刃增加了参加切削的刃长,螺旋形弧线的螺旋升角增大了轴向拉力减少径向力,增大电极帽的定位稳定性,减少振动;螺旋升角加大了实际工作前角,使切削刃更加锋利,降低了切削力且便于排屑,工件表面粗照度更加理想;排屑通畅有利于散热,延长刀片机构的使用寿命,并且排屑通槽的横截面呈莱洛三角形,在刀片机构与刀座之间的有限空间内来增大排屑通槽的空间,便于排屑。
实施例2
图5所示,一种带螺旋弧线刃的电阻焊电极修整刀具,包括刀座1和刀片机构2,所述刀片机构2与刀座1固定连接,所述刀片机构2包括刀片3,所述刀片3的上下两端均设置有刀刃3-1,所述刀刃3-1包括端面成型面3-1-1、电极帽导向面3-1-2、防冲击倒角3-1-3和刀刃后角面3-1-4,所述刀刃后角面3-1-4为圆弧面,所述防冲击倒角3-1-3为斜面,所述端面成型面3-1-1为平面,所述防冲击倒角3-1-3通过所述刀刃后角面3-1-4和电极帽导向面3-1-2与所述端面成型面3-1-1相连接,所述刀片3还包括第一侧面3-2、第二侧面3-3和安装面3-4,所述安装面3-4位于同一个所述刀片3的两个所述防冲击倒角3-1-3之间,所述第二侧面3-3位于同一个所述刀片3的两个所述刀刃后角面3-1-4之间,所述第一侧面3-2位于同一个所述刀片3的两个所述电极帽导向面3-1-2之间,所述第一侧面3-2和所述电极帽导向面3-1-2均为弧面,所述电极帽导向面3-1-2与所述第一侧面3-2之间形成切屑刃3-1-5,所述切屑刃3-1-5是所述电极帽导向面3-1-2与所述第一侧面3-2相交形成的螺旋形弧线,所述刀片机构2具有1个所述刀片3,所述刀片3与所述刀座1通过螺栓固定连接。
上述实施例2中的带螺旋弧线刃的电阻焊电极修整刀具的工作过程如下:刀片与刀座通过螺栓固定连接,螺栓连接便于拆卸和安装,并且在刀具修磨电极帽时,电极帽贴合电极帽导向面与电极帽的弧面相匹配,电极帽导向面对即将或者正在切削的电极帽起导向定位作用,端面成型面能够确保电极帽的焊接端面顺利成型,螺旋形弧线的切屑刃对电极帽进行切屑,切除的屑末从排屑通槽排出,在切屑过程中,螺旋形弧线的切屑刃,相对于位于一个平面的直线型刃线,切削轻快、平稳、效率高;切削扭距较小,螺旋线产生轴向拉力使得工件稳定,螺旋形弧线的切屑刃增加了参加切削的刃长,螺旋形弧线的螺旋升角增大了轴向拉力减少径向力,增大电极帽的定位稳定性,减少振动;螺旋升角加大了实际工作前角,使切削刃更加锋利,降低了切削力且便于排屑,工件表面粗照度更加理想。
以上述实施例1和实施例2中的电阻焊电极修整刀具的俯视图的中心为坐标原点,以电阻焊电极修整刀具的俯视图为XY平面,以过所述坐标原点且平行于所述第二侧面与所述刀刃后角面的相交线为X轴,根据右手定则建立空间坐标系,过所述坐标原点且垂直与所述XY平面的轴为Z轴,所述螺旋形弧线在所述XZ平面的投影为一曲线,且所述第一侧面垂直于所述XY平面,所述切屑刃位于所述弧面上,所述曲线在XZ平面的拟合方程分别为:
拟合方程1
f(x)=a
其中系数a
a
a
b
a
b2=(0.05721,0.09345);
w=(0.1666,0.1797);
当各系数的取值为为
a
曲线的拟合方程的拟合度最高。
拟合方程2
f(x)=a
其中系数a
a
a
b
a
b
a
b
w=(0.03977,0.2357);
当各系数的取值为
a0=-4.433;a1=5.477;b1=3.621;a2=-0.8529;b2=-2.543;a3=-0.1919;
b3=0.4925;w=0.1377,曲线的拟合方程的拟合度最高。
拟合方程3
f(x)=a
其中系数a
a
b
c
当各系数的取值为a1=-0.3196;b1=11.72;c1=4.6;曲线的拟合方程的拟合度最高。
拟合方程4
f(x)=a
其中系数a
a
b
c
a
b
c
当各系数的取值为
a1=0.01587;b1=4.731;c1=3.526;a2=-0.5187;b2=14.97;c2=6.626
曲线的拟合方程的拟合度最高。
拟合方程5
f(x)=p
其中系数p
p
p
p
p
p
当各系数的取值为
p1=4.266e-05;p2=-0.001027;p3=0.003578;p4=-0.005508;p5=0.001521
曲线的拟合方程的拟合度最高。
拟合方程6
f(x)=p
其中系数p
p
p
p
p
p
p
当各系数的取值为
p1=2.287e-06;p2=-1.018e-05;p3=-0.0005914;p4=0.002059;
p5=-0.003484;p6=0.000894
曲线的拟合方程的拟合度最高。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的技术人员应当理解,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行同等替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神与范围。
- 一种带螺旋弧线刃的电阻焊电极修整刀具
- 一种带立体弧线刃的电阻焊电极修整刀具