一种软板产品的机械排气热封折角装箱装置
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及物料包装技术领域,尤其公开了一种软板产品的机械排气热封折角装箱装置。
背景技术
在物料的生产制造过程中,常常需要对物料进行包装处理,例如,当柔性板(又称柔性电路板或软性电路板)制造完成后,常常需要将柔性板放入托盘中,然后在将托盘连同柔性板一起放入塑料袋中进行包装,现有技术中主要经由作业人员手动操作,一方面包装效率低下,另一方面塑料袋内的空气依靠作业人员手动排出,常常导致排气不良而导致软板产品包装不良;此外,现有技术中也有利用抽真空技术进行塑料袋排气的技术,但是抽真空易导致柔性板发生变形而包装不良。
发明内容
为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种软板产品的机械排气热封折角装箱装置,借助机械排气机构实现塑料袋的自动排气,避免采用抽真空排气所导致的软板产品损伤,实现软板产品的自动化包装,无需操作人员手动包装,提升软板产品的包装良率及包装效率。
为实现上述目的,本发明的一种软板产品的机械排气热封折角装箱装置,包括输送机构,输送机构用于自动输送软板产品,软板产品包括柔性板、用于承载柔性板的软料盘,软料盘具有用于容设柔性板的凹陷盲槽,凹陷盲槽的侧壁用于挡止限位柔性板;还包括分别与输送机构配合使用的装袋机构、机械排气机构、热封机构、折角机构及装箱机构,机械排气机构包括第一机械手、设置于第一机械手的自由端的模压件;装袋机构用于将软板产品装入塑料袋内,第一机械手驱动模压件接触挤压装袋机构处理后的塑料袋直至模压件抵触软板产品以用于将塑料袋内的空气排出,热封机构对机械排气机构排气处理后的塑料袋进行热封封口,折角机构自动翻折热封机构封口处理后的塑料袋的裙边,装箱机构用于将折角机构翻折后的塑料袋连同软板产品装入包装箱内。
其中,还包括供料机构,供料机构用于将软板产品自动供应至输送机构;供料机构包括承载架、设置在承载架上且上下平行设置的多个载台、用于驱动承载架上下升降的第一驱动件、分别设置在多个载台上的多个供料单元,载台用于承载平行的多个软板产品,供料单元用于将载台承载的多个软板产品逐个供应至输送机构。
其中,供料单元包括转动设置在载台上且平行的两个环形链、用于驱动两个环形链同步转动的第一电机,环形链配置有转动的多个支撑轮,支撑轮滚动压持在载台上,多个支撑轮沿环形链的长度方向排列设置,第一电机用于驱动与环形链啮合的链轮使得环形链转动,链轮的轮齿突伸入相邻的两个支撑轮之间,软板产品的两端分别压持在两个环形链的支撑轮上。
其中,载台设有分别配合两个环形链且平行的两个导向壳体,导向壳体具有第一穿孔、自第一穿孔的底壁凹设的第一导槽、与第一穿孔隔离且平行的第二穿孔、自第二穿孔的底壁凹设的第二导槽、贯穿第二穿孔的顶壁的第三导槽,环形链形成有平行的两个水平部,两个水平部分别位于第一穿孔内、第二穿孔内,两个水平部的支撑轮的下端分别容设在第一导槽内、第二导槽内,第二穿孔内的水平部的支撑轮的上端经由第三导槽突伸出导向壳体并用于承载软板产品。
其中,还包括束带机构,束带机构用于将带体缠绕绕设在软板产品的外侧形成环圈,环圈用于遮盖凹陷盲槽的开口并将柔性板封装在软料盘上,装袋机构用于将束带机处理后的软板产品装入塑料袋内。
其中,还包括辅材移送机构,辅材移送机构包括第二机械手、设置在第二机械手的末端上的第一拾取件,第一拾取件用于吸住或夹住外界的辅材,第二机械手驱动第一拾取件拾取的辅材并将辅材移送至软板产品,束带机构将带体缠绕绕设在辅材移送机构处理后的软板产品的外侧,环圈将辅材、软板产品绑缚在一起。
其中,折角机构配置有翻折单元,翻折单元具有升降板、用于驱动升降板上下升降的第二驱动件,第二驱动件驱动升降板自塑料袋的下方上升,上升的升降板抵触塑料袋的裙边向上翻折贴设在塑料袋内的软板产品的外侧上。
其中,翻折单元的数量为四个,四个翻折单元环绕塑料袋设置,四个翻折单元分别用于翻折环绕软板产品的塑料袋的四个裙边。
其中,还包括贴胶带机构及滚压机构,贴胶带机构利用胶带粘贴住折角机构翻折后的塑料袋的裙边;滚压机构具有转动的滚轮,滚轮用于滚动碾压贴胶带机构粘贴在塑料袋的裙边上的胶带。
本发明的有益效果:本发明的软板产品的机械排气热封折角装箱装置借助机械排气机构实现塑料袋的自动排气,避免采用抽真空排气所导致的软板产品损伤,实现软板产品的自动化包装,无需操作人员手动包装,提升软板产品的包装良率及包装效率。
附图说明
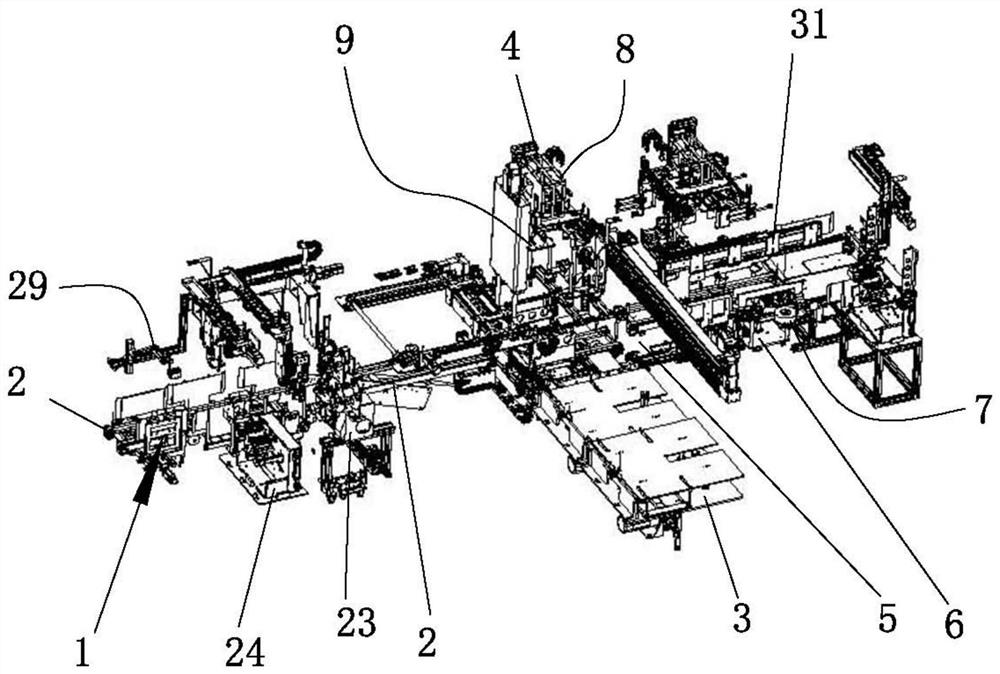
图1为本发明的立体结构示意图;
图2为本发明的供料机构的立体结构示意图;
图3为本发明的载台及供料单元的立体结构示意图;
图4为本发明的导向壳体的立体结构示意图;
图5为本发明的翻折单元及贴胶带机构的立体结构示意图。
附图标记包括:
1—输送机构 2—输送单元 3—装袋机构
4—机械排气机构 5—热封机构 6—折角机构
7—装箱机构 8—第一机械手 9—模压件
11—供料机构 12—载台 13—供料单元
14—环形链 15—支撑轮 16—导向壳体
17—第一穿孔 18—第一导槽 19—第二穿孔
21—第二导槽 22—第三导槽 23—束带机构
24—辅材移送机构 25—翻折单元 26—贴胶带机构
27—滚压机构 28—滚轮 29—读码机
31—贴码机。
具体实施方式
为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
请参阅图1至图5所示,本发明的一种软板产品的机械排气热封折角装箱装置,包括输送机构1,输送机构1包括共线设置的多个输送单元2,每一输送单元2均包括架体件、转动设置在架体件上且平行的两个环形带、用于驱动两个环形带同步转动的动力单元。
输送机构1用于自动输送软板产品,软板产品的两端在重力作用下分别压持在两个环形带上,优选地,环形带配置有多个摩擦凸起,多个摩擦凸起沿环形带的长度方向且沿环形带的宽度方向排列设置,软板产品压持在摩擦凸起上,借助摩擦凸起增大环形带与软板产品之间的摩擦力,在环形带带动软板产品移动的过程中,防止软板产品相对环形带移动。
软板产品包括柔性板、用于承载柔性板的软料盘,软料盘具有用于容设柔性板的凹陷盲槽,凹陷盲槽的侧壁用于挡止限位柔性板;借助软料盘的构造设计,避免柔性板在软料盘上移动,相较于软料盘采用硬质材料制成,防止所承载的柔性板被碰伤。
软板产品的机械排气热封折角装箱装置还包括分别与输送机构1配合使用的装袋机构3、机械排气机构4、热封机构5、折角机构6及装箱机构7,机械排气机构4包括第一机械手8、固定设置在第一机械手8的自由端上的模压件9。
装袋机构3用于将软板产品装入塑料袋内,第一机械手8驱动模压件9接触挤压装袋机构3处理后的塑料袋直至模压件9抵触软板产品以用于将塑料袋内的空气排出,优选地,模压件9的形状构造与软料盘的形状构造相吻合,实际使用时,第一机械手8驱动模压件9接触挤压塑料袋,直接模压件9与软料盘相抵触,进而将塑料袋内的空气挤压排出,热封机构5对机械排气机构4排气处理后的塑料袋进行热封封口,折角机构6自动翻折热封机构5封口处理后的塑料袋的裙边,装箱机构7用于将折角机构6翻折后的塑料袋连同软板产品装入包装箱内。
本发明的软板产品的机械排气热封折角装箱装置借助机械排气机构4实现塑料袋的自动排气,避免采用抽真空排气所导致的软板产品损伤,实现软板产品的自动化包装,无需操作人员手动包装,提升软板产品的包装良率及包装效率。
模压件9采用柔软材料制成。例如,模压件9采用海绵或柔软硅胶制成,借助模压件9的柔性特性,当模压件9挤压塑料袋抵触到软料盘上时,避免模压件9碰伤软料盘所承载的柔性板。
软板产品的机械排气热封折角装箱装置还包括供料机构11,供料机构11用于将软板产品自动供应至输送机构1;供料机构11包括承载架、设置在承载架上且上下平行设置的多个载台12、用于驱动承载架上下升降的第一驱动件、分别设置在多个载台12上的多个供料单元13,载台12水平设置,载台12用于承载平行的多个软板产品,供料单元13用于将载台12承载的多个软板产品逐个供应至输送机构1。
借助供料机构11的构造设计,使得供料机构11一次性即可承载多个软板产品,提升软板产品的供料效率。当然,实际使用时,供料机构11的数量可以配置为多个,多个供料机构11交替使用,实现软板产品的持续不间断供料。
供料单元13包括转动设置在载台12上且平行的两个环形链14、用于驱动两个环形链14同步转动的第一电机,环形链14配置有转动的多个支撑轮15,支撑轮15滚动压持在载台12上,多个支撑轮15沿环形链14的长度方向排列设置,第一电机用于驱动与环形链14啮合的链轮使得环形链14转动,链轮的轮齿突伸入相邻的两个支撑轮15之间,软板产品的两端分别压持在两个环形链14的支撑轮15上。
在供料单元13的使用过程中,第一电机驱动两个环形链14同步转动,借助两个环形链14分别承载托住软板产品彼此远离的左右两端,确保软板产品在移动过程中受力均衡,避免软板产品在移动过程中发生歪斜,确保软板产品保持在所需的准确姿势输出。
载台12设有分别配合两个环形链14且平行的两个导向壳体16,导向壳体16为一体式构造,优选地,导向壳体16采用铝合金挤出成型,导向壳体16具有第一穿孔17、自第一穿孔17的底壁凹设的第一导槽18、与第一穿孔17隔离且平行的第二穿孔19、自第二穿孔19的底壁凹设的第二导槽21、贯穿第二穿孔19的顶壁的第三导槽22,环形链14形成有平行的两个水平部,两个水平部分别位于第一穿孔17内、第二穿孔19内,两个水平部的支撑轮15的下端分别容设在第一导槽18内、第二导槽21内,第二穿孔19内的水平部的支撑轮15的上端经由第三导槽22突伸出导向壳体16并用于承载软板产品。
借助导向壳体16遮盖防护环形链14,相较于环形链14外露,降低因外界杂物进入环形链14而导致环形链14使用不良,延长环形链14的使用寿命。在环形链14转动的过程中,两个水平部的支撑轮15的下端滚动压持在第一导槽18的底壁上、第二导槽21的底壁上,借助第一导槽18的侧壁、第二导槽21的侧壁限位水平部的支撑轮15,防止支撑轮15左右偏摆而使用不良。软板产品的两端分别压持在水平部的支撑轮15突伸出导向壳体16的上端上,避免载台12的其它部位接触软板产品而导致软板产品受到摩擦损伤,延长软板产品的使用寿命。
软板产品的机械排气热封折角装箱装置还包括束带机构23,束带机构23用于将带体缠绕绕设在软板产品的外侧形成环圈,环圈用于遮盖凹陷盲槽的开口并将柔性板封装在软料盘上,装袋机构3用于将束带机处理后的软板产品装入塑料袋内。借助束带机构23将柔性板封装在软料盘的凹陷盲槽内,在装袋机构3将软板产品装入塑料袋中时,防止柔性板从软料盘上掉落。
装袋机构3还包括第三机械手,安装在第三机械手上的第二拾取件,第二拾取件用于夹住或吸住束带机构23处理后的软板产品,第三机械手驱动第二拾取件从而将软板产品装入到装袋机构3所开启的塑料袋内。此外,第三机械手的末端还可以安装缓冲垫,此时,输送机构1的输送单元2承载束带机构23处理后的软板产品,然后第三机械手驱动缓冲垫移动,利用缓冲垫抵触输送单元2所承载的软板产品,直至将软板产品推入到装袋机构3所开启的塑料袋内。
软板产品的机械排气热封折角装箱装置还包括辅材移送机构24,辅材移送机构24包括第二机械手、设置在第二机械手的末端上的第一拾取件,第一拾取件用于吸住或夹住外界的辅材,第二机械手驱动第一拾取件拾取的辅材并将辅材移送至软板产品,束带机构23将带体缠绕绕设在辅材移送机构24处理后的软板产品的外侧,环圈将辅材、软板产品绑缚在一起。
经由辅材移送机构24的配置,在软板产品的包装过程中,实现辅材(干燥剂、湿度卡)的自动添加,提升辅材的添加效率,借助束带机构23将辅材直接绑缚在软板产品上,在软板产品的装袋过程中,避免辅材从软板产品上脱落而包装不良,提升软板产品的包装良率。
折角机构6配置有翻折单元25,翻折单元25具有升降板、用于驱动升降板上下升降的第二驱动件,第二驱动件驱动升降板自塑料袋的下方上升,上升的升降板抵触塑料袋的裙边向上翻折贴设在塑料袋内的软板产品的外侧上。
经由折角机构6对塑料袋的裙边的自动翻折,使得塑料袋稳定贴合包覆住软板产品,使得塑料袋与软板产品充分贴设在一起,一方面降低塑料袋的裙边所占空的空间面积,另一方面避免塑料袋的裙边受到拉扯而导致整个塑料袋掉落。
翻折单元25的数量为四个,四个翻折单元25环绕塑料袋设置,四个翻折单元25分别用于翻折环绕软板产品的塑料袋的四个裙边。经由四个翻折单元25的布局设置,提升塑料袋的裙边的翻折效率,提升软板产品的包装效率。
软板产品的机械排气热封折角装箱装置还包括贴胶带机构26及滚压机构27,贴胶带机构26利用胶带粘贴住折角机构6翻折后的塑料袋的裙边;滚压机构27具有转动的滚轮28,滚轮28用于滚动碾压贴胶带机构26粘贴在塑料袋的裙边上的胶带。借助滚轮28的滚动将胶带碾压贴设在柔板产品的外侧上,保证胶带稳定顺滑地粘贴在塑料袋上,提升胶带的粘贴良率。
软板产品的机械排气热封折角装箱装置还包括读码机29及贴码机31,读码机29用于读取软板产品的软料盘上的二维码,输送机构1将读码机29读码处理后的软板产品输送至装袋机;贴码机31用于将条码件粘贴在封口机构处理后的塑料袋的外侧上。
读码机29根据所读取的二维码得知软板产品的尺寸数据参数,然后触发束带机构23调整带体的长度,从而使得束带机构23能够绑缚多种尺寸大小的软板产品,读码机29构读码完成后的软板产品经由输送机构1输入束带机构23进行束带处理。
条码件用于记录软板产品的实际参数信息及包装参数信息,贴码机31将条码件粘贴在塑料袋的外侧上,当后续查看软板产品的参数信息时,经由读码设备读取条码件即可,提升软板产品参数信息查阅的便捷性。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
- 一种软板产品的机械排气热封折角装箱装置
- 一种软板产品的机械排气热封折角装箱装置