一种防起雾口罩及其制作工艺
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及口罩技术领域,尤其涉及一种防起雾口罩及其制作工艺。
背景技术
口罩是现如今用于防止新冠疫情扩散最重要最普及的个人卫生防护用品,并且已经成为了人们的日常佩戴设备。但现今的各种型号口罩普遍存在一个问题,即不能持续保持鼻梁两侧的空隙被密闭,广大近视眼或老花眼等“眼镜族”在佩戴口罩后,从鼻腔、口腔呼出的热气时常往上冲出,雾化镜片以致严重影响视力,需要用手挤压“鼻夹”,口罩外防护层是备受污染的,所以这是麻烦甚至不安全的动作,尤其是在鼻沟处,是率先与口罩发生脱离且间隙最大的位置。只有个别品牌的少数型号以填充海绵、硅胶等化工材料方式阻止热气的上冲,既不美观、价格又贵,还可能导致皮肤不适,较难普及。因此需要研制一种新型防起雾口罩。
发明内容
针对现有技术的以上缺陷或改进需求中的一种或者多种,本发明提供了一种防起雾效果更佳的口罩。
为实现上述目的,本发明提供一种防起雾口罩,包括本体以及固定在本体两侧的耳挂,所述本体具有一纵向和横向,所述本体纵向的顶部设有沿横向延伸的阻挡条,在穿戴状态下,所述阻挡条形变贴合于面部,所述阻挡条沿纵向的宽度至少为8mm。
所述本体由内到外包含吸湿层、隔离过滤层以及外防护层,所述隔离过滤层包括第一熔喷布层和第二熔喷层,所述第一熔喷层由材料纤维细度为0.5-1.0μm熔喷成型,所述第二熔喷层由材料纤维细度为0.8-1.0μm熔喷成型。
所述第一熔喷层和第二熔喷层之间设有活性炭层。
所述外防护层上设有憎水涂层。
所述阻挡条截面形状为多个V型部首尾连接,且与所述吸湿层、隔离过滤层以及外防护层的一种或多种材料一致;所述阻挡条由内到外划分为调节区、过度区和支撑区;所述调节区和所述过渡区的V型部的宽度由内向外依次递增,且所述调节区的V型部的宽度递增大于所述过渡区的V型部的宽度递增,所述支撑区的V型部的宽度相等;
所述调节区占所述阻挡条厚度的30%-50%,所述支撑区占所述阻挡条厚度的20%-30%;所述调节区可随面部曲线弯曲并贴合在面部,所述支撑区用与支撑所述本体,所述过度区用于连接调节区和支撑区。
所述阻挡条的V型部个数为14个,且所述调节区的V型部个数为6个,所述支撑区的V型部个数为4个。
所述阻挡条的外侧还设有鼻夹。
本发明还提供了一种防起雾口罩制作工艺,其特征在于,包括如下步骤:
步骤一,准备口罩的片材,包括吸湿层、隔离过滤层、外防护层和挂耳,其中外防护层的宽度略宽于吸湿层和隔离过滤层,隔离过滤层和外防护层宽度相等;
步骤二,吸湿层、隔离过滤层沿所述外防护层的宽度方向的外轮廓熔接成一体,并在外防护层的长度方向预留阻挡条空间;
步骤三,裁剪本体材料吸湿层、隔离过滤层、外防护层余料中的一种或多种并折叠V型部首尾连接,形成阻挡条,并将阻挡条放入阻挡条空间;
步骤四,将阻挡条支撑区面向口罩内侧吸湿层,居中平放于口罩上沿部,两端用超声波方式与口罩相熔接固定;
步骤五,在所述本体的长度方向熔接,并安设弹性绳形成耳挂。
上述改进技术特征只要彼此之间未构成冲突就可以相互组合。
总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有以下有益效果:
本发明的一种防起雾口罩折叠方式形成的阻挡条,工艺简单,可通过人工折叠或藉由机器自动化折叠而成,方便生产。相较于传统的防起雾口罩生产工艺,无需额外增加海绵或硅胶等化工材料,降低生产成本。
附图说明
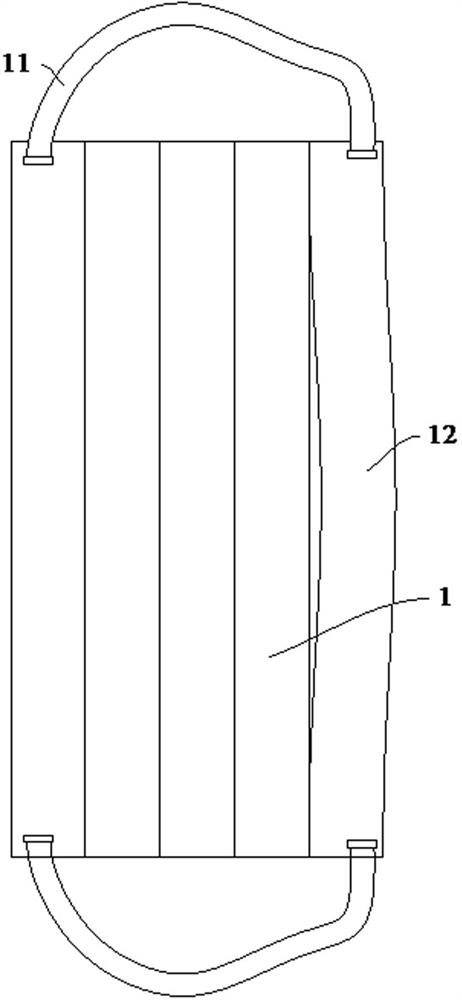
图1为本申请一实施例的防起雾口罩的结构视图;
图2为本申请一实施例的防起雾口罩中阻挡条的折叠示意图;
图3为图1中阻挡条的结构视图;
图4为图3在穿戴状态下的结构视图;
图5为本申请另一实施例的防起雾口罩的结构视图;
在所有附图中,同样的附图标记表示相同的技术特征,具体为:
1、本体;11、耳挂;12、阻挡条;121、阻塞部;5、鼻夹。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
请参阅图1~图5所示,本发明的一种防起雾口罩,包括用于过滤作用的本体1,以及固定在本体1l两侧的耳挂11,耳挂11为弹性材料制成,用于挂戴在两侧的耳朵。本体1具有一纵向和横向,横向为两耳挂11的连线方向,纵向垂直横向。本体1纵向的顶部设有沿横向延伸的阻挡条12,在穿戴状态下,阻挡条形12变贴合于面部,阻挡条12沿纵向的宽度至少为8mm。
本体1由内到外包含吸湿层、隔离过滤层以及外防护层,隔离过滤层包括第一熔喷布层和第二熔喷层,第一熔喷层由材料纤维细度为0.5-1.0μm熔喷成型,第二熔喷层由材料纤维细度为0.8-1.0μm熔喷成型。
第一熔喷层和第二熔喷层之间设有活性炭层。
外防护层上设有憎水涂层。
在其中一实施例中,阻挡条12经由隔离过滤反复折叠形成。两次折叠后形成V型,最终形成多个V型首尾连接,形变释放效果更佳,使用时间更长。
在其中一实施例中,阻挡条12靠近中间的两侧为阻塞部121,阻塞部121用于贴合鼻沟处。穿戴状态下,由于鼻梁的顶推,使得阻挡条12中间因形变向两侧起褶皱,则阻塞部121形变增厚,保证鼻沟处的气密性。
在其中一实施例中,阻挡条12为中凸型,其两端通过与两耳挂11的一端熔接固定,使得阻挡条12的两侧沿本体1横向逐渐收拢,则在穿戴状态下,由于鼻梁的顶推和两侧的固定,使得阻挡条12向邻近自身中间的两侧堆积,进一步保证此处的气密性。
在其中一实施例中,阻挡条12沿纵向的宽度为8mm(在其他具体实施例中,可以是10mm,12mm,15mm等),提高与面部的接触面积,进而提高气密性。且该宽度接近人体手指宽度,若采用人工制造的方式,方便阻挡条12的人工折叠操作;若采用自动化的制造方式,该宽度接触面积适中,机器的生产合格效率更高。
阻挡条12截面形状为多个V型部首尾连接,且与吸湿层、隔离过滤层以及外防护层的一种或多种材料一致;阻挡条12由内到外划分为调节区、过度区和支撑区;所述调节区和过渡区的V型部的宽度由内向外依次递增,且调节区的V型部的宽度递增大于过渡区的V型部的宽度递增,所述支撑区的V型部的宽度相等;。
调节区占阻挡条12厚度的30%-50%,支撑区占阻挡条12厚度的20%-30%;调节区可随面部曲线弯曲并贴合在面部,支撑区用与支撑本体,过度区用于连接调节区和支撑区。
在一种优选实施例中,阻挡条的V型部个数为14个,且调节区的V型部个数为6个,支撑区的V型部个数为4个。
在另一实施例中:阻挡条12的外侧还设有鼻夹5,具体的,本体1的纵向的顶部设置有鼻夹5,鼻夹5能够被轻松挤压发生形变,并能够基本保持形变后的状态,鼻夹5内嵌在本体1的内部,避免接触人体皮肤而发生过敏反应,造成不良后果。
本体1的顶部朝向人体面部设置有沿横向延伸的阻挡条12,阻挡条12藉由本体1自身隆起,通过相同材料叠加形成,增加了厚度,在穿戴状态下,挤压鼻夹5发生形变,驱使阻挡条12形变以紧贴面部,由于阻挡条12有一定厚度,使得使用者反复脱戴过程中,虽然鼻夹5相较于初始形变状态略微背向面部形变,但阻挡条12继续形变,释放自身以扩大体积继续紧贴面部,始终阻挡呼吸所产生的热气上行以防止眼镜起雾。避免了使用者去按压鼻夹5,而导致手指接触到细菌,还减轻佩戴口罩的勒痕。并且阻挡条12的材质与本体1相同,消除过敏问题。
在以上各实施例中鼻夹5是柔性塑料贴条或柔性金属贴条。
本申请提供的一种防起雾口罩,阻挡条12依靠本体材料反复折叠形成,并最终朝向面部隆起,材料相同,消除了穿戴过敏的问题,减轻佩戴口罩的勒痕,且降低了制造成本。戴紧口罩或配合鼻夹5紧贴面部,可提高气密性。
本发明还提供了一种用于生产上述实施例的防起雾口罩制作工艺,包括如下步骤:
防起雾口罩制作工艺,其特征在于,包括如下步骤:
步骤一,准备口罩的片材,包括吸湿层、隔离过滤层、外防护层和挂耳,其中外防护层的宽度略宽于吸湿层和隔离过滤层,隔离过滤层和外防护层宽度相等;
步骤二,吸湿层、隔离过滤层沿所述外防护层的宽度方向的外轮廓熔接成一体1,并在外防护层的长度方向预留阻挡条空间;
步骤三,裁剪本体材料吸湿层、隔离过滤层、外防护层余料中的一种或多种并折叠V型部首尾连接,形成阻挡条12,并将阻挡条放入阻挡条空间;
步骤四,将阻挡条支撑区面向口罩内侧吸湿层,居中平放于口罩上沿部,两端用超声波方式与口罩相熔接固定;
步骤五,在所述本体1的长度方向熔接,并安设弹性绳形成耳挂11。
本申请的防起雾口罩的生产工艺,即通过折叠方式形成的阻挡条,工艺简单,可通过人工折叠或藉由机器自动化折叠而成,方便生产。相较于传统的防起雾口罩生产工艺,无需额外增加海绵或硅胶等化工材料,降低生产成本。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种防起雾口罩及其制作工艺
- 一种防眼镜起雾口罩