一种一次性短裤自动成型机及一次性短裤制作方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及服装成型设备的技术领域,特别是涉及一种一次性短裤自动成型机及一次性短裤制作方法。
背景技术
桑拿短裤是一种一次性短裤,它包含一个主体部分并具有位于其上的两个腿开口,主体适合于覆盖穿着者的从腰至双腿分叉处及分叉处下面的躯干下部,腿开口分别位于分叉部的相对着的两侧,通常采用无纺布制作而成。由于其方便穿脱一次性使用干净卫生,尤其在桑拿房中比较流行。现有技术中是通过模切和手工焊接实现一次性短裤的成型,操作繁琐,且生产效率低。
发明内容
本发明的目的是提供一种一次性短裤自动成型机,以解决现有的短裤需要经过模切和焊接操作,操作繁琐,且生产效率低的问题。
为了解决上述问题,本发明提供一种一次性短裤自动成型机,包括机架,所述机架上依次设有用于第一裤面放卷的第一放卷机构、用于输送第一裤面的输送机构、用于第一裤面装橡皮筋的第一皮筋机构、用于第二裤面放卷的第二放卷机构、用于第二裤面装橡皮筋的第二皮筋机构、用于将叠合后的第一裤面和第二裤面形成的短裤坯进行输送的第一牵引机构、用于焊接短裤坯两侧裤缝的裤缝焊接机构、用于裆部成型的裆部成型机构、用于裁切裆部成型后废料的废料切除机构、用于将连续的短裤坯裁切成单个短裤成品的裁切机构以及用于将短裤成品输出的成品输送机构;
所述第一皮筋机构和所述第一皮筋机构均包括折叠板、橡皮筋导入轮和橡皮筋焊接组件,所述折叠板包括基板和位于所述基板一角处且弯折成与所述基板平行的折板,所述基板与所述折板之间具有物料通道,所述橡皮筋导入轮设于所述折叠板的前端,所述橡皮筋焊接组件设于所述折叠板的后端,所述橡皮筋焊接组件包括上下对质置的头部压花轮和第一超声波焊头。
进一步地,所述第一皮筋机构和第二皮筋机构对称镜像设置。
进一步地,还包括设置在所述废料切除机构与所述裁切机构之间的贴标机构。
进一步地,在所述贴标机构的前端还设有第二牵引机构和缓冲存料机构,在所述贴标机构的后端还设有第三牵引机构。
进一步地,所述裤缝焊接机构包括上下对置的第二超声波焊头和承压棍。
进一步地,所述裆部成型机构包括上下对置的裆部压花轮和第三超声波焊头,所述裆部压花轮上设有呈U型排布的压花齿。
进一步地,所述废料切除机构包括刀辊和砧辊,所述刀辊上设有与所述压花齿排布轮廓相匹配的U形的切刀。
一种一次性短裤制作方法,采用上述的一次性短裤自动成型机进行生产,包括如下步骤:
a、由第一放卷机构和第二放卷机构分别将第一裤面A1和第二裤面A2放卷输送给对应的第一皮筋机构和第二皮筋机构,由第一皮筋机构和第二皮筋机构分别在第一裤面A1和第二裤面A2的对应纵向边缘包裹上橡皮筋;
b、包裹好橡皮筋的第一裤面A1和第二裤面A2叠合为双层结构的短裤坯;
c、将短裤坯按设定距离进行横向焊合构成两侧裤缝;
d、将焊合好两侧裤缝后的短裤坯进行裆部成型;
e、将裆部成型后的废料进行切除;
f、将连续的短裤坯从裤缝处裁切成单个短裤成品。
本发明提供一种一次性短裤自动成型机,可完全自动化地成型生产一次性的短裤,第一裤面通过第一放卷机构进行放卷并经输送机构进行输送,当第一裤面输送到第一皮筋机构处第一裤面的头部经折叠板折叠并同时将橡皮筋导入轮导入的皮筋包裹至折叠的裤头内部,然后通过橡皮筋焊接组件进行焊接,同样地,第二裤面经第二放卷机构进行放卷然后经第二皮筋机构在裤头处安装皮筋,然后第一裤面和第二裤面叠合后进行输送至第一牵引机构处,依次经裤缝焊接机构焊接两边的裤缝、裆部成型机构进行裆部成型、废料切除机构将裆部成型后的废料切除、裁切机构将各连续的短裤坯裁切成单个短裤成品,最后短裤成品通过成品输送机构将成品输送,全流程操作均通过该一次性短裤自动成型机操作完成,其自动化程度较高,大大提高了生产效率。
附图说明
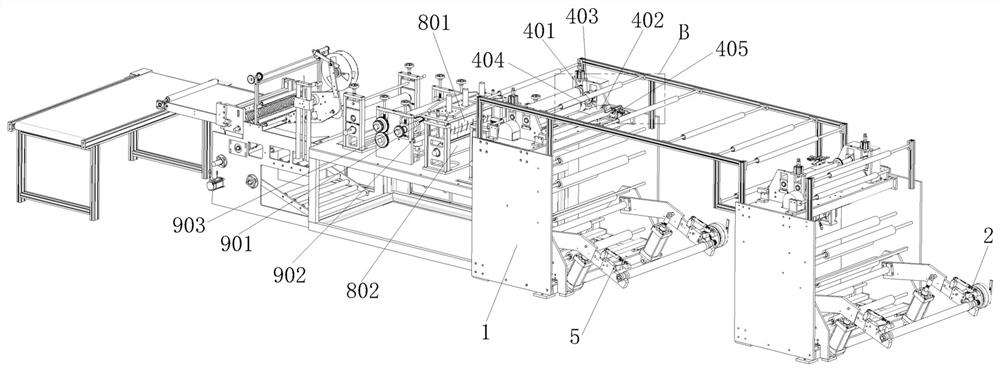
图1是本发明实施例中的一次性短裤自动成型机的立体结构示意图。
图2是本发明实施例中的一次性短裤自动成型机的结构示意图。
图3是图2中的A-A向剖视示意图。
图4是图1中B处局部放大图。
图5是图2中C处局产放大图。
图6是本发明实施例中的一次性短裤成型步骤的示意图。
图中,A1、第一裤面;A2、第二裤面;1、机架;2、第一放卷机构;3、输送机构;4、第一皮筋机构;5、第二放卷机构;6、第二皮筋机构;7、第一牵引机构;8、裤缝焊接机构;9、裆部成型机构;10、废料切除机构;11、裁切机构;12、成品输送机构;13、贴标机构;14、第二牵引机构;15、缓冲存料机构;16、第三牵引机构;401、基板;402、折板;403、头部压花轮;404、第一超声波焊头;405、橡皮筋导入轮;801、第二超声波焊头;802、承压棍;901、裆部压花轮;902、第三超声波焊头;903、压花齿;101、刀辊;102、砧辊;103、切刀。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
在本发明的描述中,需要理解的是,术语“上”、“下”、 “左”、“右”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
结合图1~5所示,示意性地显示了本发明实施例的一种一次性短裤自动成型机,包括机架1,机架1上依次设有用于第一裤面A1放卷的第一放卷机构2、用于输送第一裤面A1的输送机构3、用于第一裤面A1装橡皮筋的第一皮筋机构4、用于第二裤面A2放卷的第二放卷机构5、用于第二裤面A2装橡皮筋的第二皮筋机构6、用于将叠合后的第一裤面A1和第二裤面A2形成的短裤坯进行输送的第一牵引机构7、用于焊接短裤坯两侧裤缝的裤缝焊接机构8、用于裆部成型的裆部成型机构9、用于裁切裆部成型后废料的废料切除机构10、用于将连续的短裤坯裁切成单个短裤成品的裁切机构11以及用于将短裤成品输出的成品输送机构12;
第一皮筋机构4和第一皮筋机构4均包括折叠板、橡皮筋导入轮405和橡皮筋焊接组件,折叠板包括基板401和位于基板401一角处且弯折成与基板平行的折板402,基板401与折板402之间具有物料通道,橡皮筋导入轮405设于折叠板的前端,橡皮筋焊接组件设于折叠板的后端,橡皮筋焊接组件包括上下对质置的头部压花轮403和第一超声波焊头404,当第一裤面A1和第二裤面A2经输送机构3输送至折叠板处,在折板402的作用下,裤头部位会沿着折板402弯折形成一个供橡皮筋安装的物料通道,橡皮筋经橡皮筋导入轮405导入至物料通道中并被裤头所包裹。
具体地,第一裤面A1通过第一放卷机构2进行放卷并经输送机构3进行输送,这里输送机构3通常为间隔设置的可转动的导辊,用于引导作为第一裤面A1或第二裤面A2的无纺布带材沿预设路径进行,当第一裤面A1输送到第一皮筋机构4处第一裤面A1的头部经折叠板折叠并同时将橡皮筋导入轮405导入的皮筋包裹至折叠的裤头内部,然后通过橡皮筋焊接组件进行焊接,同样地,第二裤面A2经第二放卷机构5进行放卷然后经第二皮筋机构6在裤头处安装皮筋,然后第一裤面A1和第二裤面A2叠合后进行输送至第一牵引机构7处,由第一牵引机构7牵引输送,并依次经裤缝焊接机构8以设定的间隔横向焊接构成一次性短裤两边的裤缝、裆部成型机构9进行裆部成型、废料切除机构10将裆部成型后的废料切除、裁切机构11将各连续的短裤坯裁切成单个短裤成品,最后短裤成品通过成品输送机构12将成品输送,全流程操作均通过该一次性短裤自动成型机操作完成,其自动化程度较高,大大提高了生产效率。
优选地,第一皮筋机构4和第二皮筋机构6对称镜像设置,以保证第一裤面A1和第二裤面A2在装完橡皮筋后能匹配正确且顺利地叠合在一起形成短裤的裤头也就是能松紧的腰部。
本实施例中的一次性短裤自动成型机还包括设置在废料切除机构10与裁切机构11之间的贴标机构13,通过贴标机构13可实现对短裤进行贴标处理,本实施例中的贴标机构13采用现有的贴标机即可。
进一步地,在贴标机构13的前端还设有第二牵引机构14和缓冲存料机构15,在贴标机构13的后端还设有第三牵引机构16,通过第二牵引机构14可将进行裆部废料切除后的连续短裤坯进行牵引进入缓冲存料机构15中,具体地,本实施例中的缓冲存料机构15为现有技术的摆臂式结构,通过设置缓冲存料机构15可以针对后端的贴标以及裁切动作速度适时调节物料的输送速度,而第三牵引机构16可将贴标完成后的连续短裤坯牵引至裁切机构11处进行裁切以形成单个短裤成品,这里裁切机构11可以采用现有技术的滚切式裁切机构或剪切式裁切机构,本实施例中通过设置第二牵引机构14、缓冲存料机构15和第三牵引机构16可保证贴标机以及裁切机构11在进行操作时短裤坯的顺利输送以及操作所需的张力,进而保证贴标和裁切的质量。
本实施例中,裤缝焊接机构8包括上下对置的第二超声波焊头801和承压棍802,通过第二超神波焊头将第一裤面A1和第二裤面A2焊接形成短裤两侧的裤缝。进一步地,裆部成型机构9包括上下对置的裆部压花轮901和第三超声波焊头902,裆部压花轮901上设有呈U型排布的压花齿903,裆部压花轮901在旋转的过程中带动压花齿903转动一周与第三超声波焊头902配合在裆部压花操作。更进一步地,废料切除机构10用于切除裆部焊接后的废料,其包括刀辊101和砧辊102,刀辊101上设有与压花齿903排布轮廓相匹配的U形切刀103,通过U形切刀103从而能更好地配合裆部焊接形状,保证切废料的质量。本实施例中可通过裤缝焊接机构8与第一牵引机构7配合,通过控制焊接时短裤坯的输送长度(也就是形成腰围的长度)来控制调节一次性短裤的大小尺码,其操作便利,适应性较强。
如图6所示一种一次性短裤制作方法,采用上述的一次性短裤自动成型机进行生产,包括如下步骤:
a、由第一放卷机构和第二放卷机构分别将作为第一裤面A1和第二裤面A2的无纺布放卷输送给对应的第一皮筋机构和第二皮筋机构,由第一皮筋机构和第二皮筋机构分别在第一裤面A1和第二裤面A2的对应纵向边缘包裹上橡皮筋;
b、包裹好橡皮筋的第一裤面A1和第二裤面A2在第一牵引机构7处叠合为双层结构的短裤坯,并由第一牵引机构7牵引向前输送;
c、在第一牵引机构7的牵引输送下,短裤坯进入裤缝焊接机构8,将短裤坯按设定距离进行横向焊合构成两侧裤缝;
d、在裆部成型机构9处将焊合好两侧裤缝后的短裤坯进行裆部成型;
e、在废料切除机构10处将裆部成型后的废料进行切除;
f、通过裁切机构11将连续的短裤坯从裤缝处裁切成单个短裤成品。
应当理解的是,本发明中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本发明范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
- 一种一次性短裤自动成型机及一次性短裤制作方法
- 一种一次性短裤自动成型机