一种全自动蛋糕生产线
文献发布时间:2023-06-19 12:10:19
技术领域
本发明涉及蛋糕制备领域,具体而言,涉及一种全自动蛋糕生产线。
背景技术
蛋糕是相对传统的糕点,它不仅具有良好的风味,而且口感松软,外形美观,受到消费者的喜爱。现有的多层蛋糕制作主要依赖手工,尤其是蛋糕堆叠步骤均由人工完成,手工加工存在着劳动强度大,生产效率低下等缺陷。
例如公布号为CN108378094A的发明专利多层蛋糕奶油涂抹机,包括一用于操作的操作台,所述操作台上设有传送带,所述传送带侧部沿输出方向顺次设有洒糖水装置、涂果酱装置、单层涂奶油装置和层压装置,所述操作台出料端衔接有多层蛋糕涂奶油装置;所述操作台中部设有人工叠放区,所述人工叠放区将操作台分为靠近输入侧的单层涂抹区和靠近输出侧的叠放层压区,将经过洒糖水、涂果酱和单层涂奶油后的单层蛋糕叠加为多层蛋糕,并通过层压装置进行层压;所述单层涂抹区的传送带上等距放置单层蛋糕,前后三个相邻的单层蛋糕作为一组,由前向后摆放有第一单层蛋糕,无顺序规定的第二单层蛋糕和第三单层蛋糕。
例如公告号为CN106417439B的发明专利蛋糕奶油自动涂抹设备,蛋糕奶油自动涂抹设备,包括机架,所述机架上设有转盘,所述转盘一侧设有冷却罐体,所述冷却罐体与所述转盘之间设有用于涂抹奶油的涂抹装置,所述冷却罐体下方设有与其相连接的奶油输送装置,所述奶油输送装置的出料端与所述涂抹装置的进料端相连接,所述涂抹装置包括设置于所述机架上且能移动的移动支架及设置于所述移动支架上且能被所述移动支架带动而移动的调节涂抹组件,所述调节涂抹组件用于调节奶油的输出体量。
上述专利中多层蛋糕的制作仍然需要较多人力参与,尤其是蛋糕堆叠步骤浪费人力较多,工作效率不高。
发明内容
为克服现有技术存在多层蛋糕制作目前主要依赖手工,尤其是蛋糕堆叠步骤均由人工完成,手工加工存在着劳动强度大,生产效率低下等缺陷。具体技术方案如下:
一种全自动蛋糕生产线,包括蛋糕输送装置,以及沿所述蛋糕输送装置依次设置的注料装置、蒸烤装置、注芯装置、用于蛋糕层堆叠的堆叠装置、用于奶油涂覆的涂覆装置以及刮涂装置。
相比于现有技术,该生产线通过堆叠装置、涂覆装置以及刮涂装置对烘烤后的蛋糕进行蛋糕层与蛋糕层间奶油的填充、蛋糕层的堆叠、蛋糕层表面奶油的涂覆以及表面奶油的平整,完成多层蛋糕的生产,实现自动化,减少人力作业,提高生产效率。
优选地,所述注料装置包括注料机架,安装在所述注料机架上的注料气缸、注料活塞、注料腔以及用于储料的储料腔;所述注料气缸下端安装有所述注料活塞,所述注料活塞容纳在所述注料腔内部,所述注料腔侧壁上开有第一进料口,所述注料腔底部开有第一出料口,所述第一进料口与储料腔相连通。
优选地,所述蒸烤装置包括蒸烤箱体、与所述蒸烤箱体内部连通的热蒸汽管道以及用于排放蒸烤箱体内部废气的废气管道,所述蛋糕输送装置包裹在所述蒸烤箱体内部。
优选地,所述热蒸汽管道安装在所述蒸烤箱体底部,所述废气管道安装在所述蒸烤箱体顶部与所述蒸烤箱体内部连通。
优选地,所述蒸烤装置还设置有用于蛋糕降温的降温装置。
优选地,所述降温装置包括降温箱体,所述降温箱体沿所述蛋糕输送装置安装在所述蒸烤箱体的出口一侧;所述降温箱体均匀设置有多个制冷口,所述制冷口与所述降温箱体内部连通,所述降温箱体设置有制冷装置,所述制冷装置与所述制冷口相连通。
优选地,所述注芯装置与所述注料装置结构相同。
优选地,所述堆叠装置包括负压机架、吸附装置和升降机构;所述吸附装置包括竖直安装在所述负压机架上用于吸附蛋糕坯体的负压管以及抽风机,所述抽风机与负压管相连通。
优选地,所述吸附装置设置有沿竖直方向收缩伸展的负压管,所述升降机构用于控制所述负压管沿竖直方向收缩和伸展。
优选地,所述升降机构包括升降架、牵引绳和用于收卷所述牵引绳的收卷组件;所述升降架套设在负压管上远离所述抽风机的一端,所述升降架左右两侧相对位置处设置有用于安装所述牵引绳的安装位,所述安装位正上方设置有收卷组件,所述牵引绳一端安装在所述安装位上,所述牵引绳另一端收卷在所述收卷组件上。
该堆叠装置利用升降机构中的收卷电机收卷或释放牵引绳,从而带动套设在负压管上的升降架上或下运动,进而达到控制负压管进行收缩或伸展的效果,最终实现将蛋糕坯体从输送带上转移叠加至另一个蛋糕胚上的动作,完成蛋糕的叠加。该装置主要控制负压管实现堆叠效果,结构更加简单轻便,成本更加低廉。该装置还能够通过控制收卷电机的收卷作用,从而控制上升下降的高度,在实际使用中更加灵活方便。
优选地,所述收卷组件包括收卷电机和收卷圆盘,所述收卷电机包括收卷电机旋转轴,所述收卷圆盘套设在所述收卷电机旋转轴上沿所述收卷电机旋转轴轴线位置分布,所述收卷组件设置有两个及以上的收卷圆盘,所述收卷圆盘之间设置有用于收卷牵引绳的第一间隔位。
优选地,所述第一间隔位的间隔距离略大于牵引绳直径。
第一间隔位间隔距离略大于牵引绳直径,收卷的时候不容易发生牵引绳晃动,牵引绳牵引效果更好,运行更加平稳。
优选地,所述升降机构设置有一组及以上的平衡组件,每组所述平衡组件包括两组左右分布的平衡支杆,所述一组平衡支杆一端安装在所述升降架前侧,另一端上下滑动地安装在所述负压机架上;所述另一组平衡支杆一端安装在所述升降架后侧相对位置处,另一端上下滑动地安装在所述负压机架上,所述每组平衡支杆间相互平行;所述每组平衡支杆所在直线与所述安装位之间的连线相互垂直。
平衡组件的设置有助于保持负压管在上下运动过程中的稳定,通过平衡支杆的阻碍作用,负压管在上升和下降过程中不容易发生前后左右晃动。
优选地,所述平衡组件还设置有用于牵引所述平衡支杆沿竖直方向上下运动的被动收卷组件。
优选地,所述被动收卷组件包括被动收卷轴以及套设在所述被动收卷轴上沿所述被动收卷轴轴线方向设置的两个及以上的被动收卷圆盘,所述被动收卷圆盘之间设置有用于收卷牵引绳的第二间隔位,所述被动收卷组件与所述收卷组件之间设置有用于传动的皮带。
利用皮带传动,保持被动收卷轴与收卷电机旋转轴之间的旋转速度的一致,进而保持平衡支杆与负压管上下运动的一致性,保证运行平稳。
优选地,所述第二间隔位的间隔距离与所述第一间隔位相等。
优选地,所述升降机构还设置有第一导向组件,所述第一导向组件包括导向杆,所述导向杆环绕所述负压管外侧竖直设置,所述升降架内侧与负压管外侧之间设置有用于容纳所述导向杆的导向滑槽,所述导向杆沿上下方向滑动安装在所述导向滑槽内部。
通过导向杆与导向滑槽之间的配合作用,从而限定负压管只能朝上或朝下运动,进而不会发生负压管前后左右晃动的情况。
优选地,所述涂覆装置包括涂覆机架以及对称设置在所述涂覆机架上的一组及以上的涂覆单元,所述涂覆单元包括伸缩气缸、伸缩柱以及用于蛋糕四周涂覆奶油的涂覆板;所述伸缩柱一端与所述伸缩气缸相连,所述伸缩柱另一端安装有所述涂覆板。
优选地,所述涂覆板内部设置有用于容纳奶油的涂覆腔室,所述涂覆板上开有用于进料的第二进料口,所述涂覆板远离所述伸缩柱的一侧表面开有用于出料的第二出料口,所述第二进料口与第二出料口均与所述涂覆腔室相连通。
优选地,所述涂覆装置还包括涂覆给料装置,所述涂覆给料装置包括给料腔、给料泵以及涂覆给料管道,所述涂覆给料管道贯通所述伸缩柱与所述第二进料口相连通。
奶油从给料腔内通过给料泵泵入给料管道通入涂覆腔室内部,通过第二出料口在蛋糕侧面涂覆一层奶油,实现奶油的涂覆。该涂覆装置可以根据需要制作的蛋糕的高度进行涂覆单元的加装,使用更加灵活方便。
优选地,所述涂覆板上第二出料口的一侧设置有定位部。
设置的定位部能够对堆叠的蛋糕进行一定调整,使得蛋糕堆叠更加整齐。
优选地,所述刮涂装置包括刮涂机架以及刮涂单元,所述刮涂单元包括刮涂电机、用于蛋糕顶面奶油喷涂的喷涂刮刀、用于平整蛋糕侧面奶油的整形刀以及连接横杆;所述刮涂电机包括刮涂电机旋转轴;所述喷涂刮刀一侧安装在所述连接横杆一端,所述连接横杆另一端安装在所述刮涂电机旋转轴外侧,所述整形刀竖直安装在喷涂刮刀上远离所述刮涂电机旋转轴一侧。
优选地,所述喷涂刮刀内部设置有喷涂腔体,所述喷涂腔体设置有第三进料口,所述喷涂腔体与蛋糕顶面接触一侧均匀设置有第三出料口;所述第三进料口与所述第三出料口均与所述喷涂腔体相连通。
优选地,所述刮涂装置还包括喷涂给料单元,所述喷涂给料单元包括给料腔、给料泵以及喷涂给料管道;沿所述刮涂电机旋转轴外侧均匀包裹有与所述刮涂电机旋转轴同轴的过渡腔,所述连接横杆安装在所述过渡腔外侧,所述第三进料口贯通所述连接横杆与所述过渡腔相连通,所述喷涂给料管道与所述过渡腔相连通并滑动安装在所述过渡腔上。
刮涂装置中的喷涂刮刀用于蛋糕上表面奶油的涂覆和平整,整形刀用于侧面奶油的刮平,最终完成蛋糕表面奶油的涂覆。
优选地,所述喷涂给料管道与所述过渡腔相接一端设置有弧形滑动部,所述过渡腔与所述喷涂给料管道相接一端侧壁上设置有用于容纳所述弧形滑动部的滑动槽,所述弧形滑动部滑动设置在所述滑动槽内。
喷涂给料管道设置有弧形滑动部和滑动槽,使得喷涂给料管道滑动设置在过渡腔内部,不会影响刮涂组件的正常作业,并且使得过渡腔内部为封闭状态,保证内部环境的干净卫生。
优选地,所述蛋糕输送装置包括蛋糕输送带,所述蛋糕输送带上设置有定位框。
优选地,所述定位框为圆形定位框。
定位框能够在注浆时对蛋糕浆液的流动进行一定的阻挡限制,也有利于后续操作。
优选地,所述生产线还设置有整形装置,所述整形装置沿所述蛋糕输送装置设置在所述蒸烤装置与所述注芯装置之间。
优选地,所述整形装置包括整形机架、整形气缸以及整形桶,所述整形气缸设置在所述整形机架上,所述整形气缸一端安装有所述整形桶,所述整形桶与蛋糕接触一侧设置有用于整形的刀刃。
优选地,所述整形装置还包括有用于将所述蛋糕从整形桶中顶出的顶料装置。
优选地,所述顶料装置包括顶料杆,所述顶料杆从上至下贯穿所述整形桶上表面,所述顶料杆安装在所述整形机架上。
优选地,所述顶料杆下方安装有顶料板。
优选地,所述整形装置还包括第二导向组件,所述第二导向组件包括导向横杆,所述整形桶左右两侧开有用于穿过所述导向横杆的竖滑槽,所述导向横杆穿过所述竖滑槽安装在所述整形机架上。
优选地,所述整形桶与所述蛋糕相接的一端水平设置有一个以上的刀片。
整形装置能够对烘烤后的蛋糕进行整圆,使其大小一致,成型后的蛋糕更加齐整,并且设置的刀片,能够切断整圆后残留的圆环形蛋糕废料,使其能够分散开来,不影响后续的蛋糕输送。
有益效果:
采用本发明技术方案产生的有益效果如下:
(1)相比于现有技术,该生产线通过堆叠装置、涂覆装置以及刮涂装置对烘烤后的蛋糕进行蛋糕层与蛋糕层间奶油的填充、蛋糕层的堆叠、蛋糕层表面奶油的涂覆以及表面奶油的平整,完成多层蛋糕的生产,实现自动化,减少人力作业,提高生产效率。
(2)堆叠装置利用升降机构中的收卷电机收卷或释放牵引绳,从而带动套设在负压管上的升降架上或下运动,进而达到控制负压管进行收缩或伸展的效果,最终实现将蛋糕坯体从输送带上转移叠加至另一个蛋糕胚上的动作,完成蛋糕层的叠加。该装置主要通过控制负压管实现堆叠效果,结构更加简单轻便,成本更加低廉。该装置还能够通过控制收卷电机的收卷作用,从而控制上升下降的高度,在实际使用中更加灵活方便。
(3)堆叠装置中,收卷圆盘之间用于收卷牵引绳的第一间隔位间隔距离略大于牵引绳直径,收卷的时候不容易发生牵引绳晃动,牵引绳牵引效果更好,运行更加平稳。平衡组件的设置有助于保持负压管在上下运动过程中的稳定,通过平衡支杆的阻碍作用,负压管在上升和下降过程中不容易发生前后左右晃动。收卷组件与被动收卷组件之间利用皮带传动,保持被动收卷轴与收卷电机旋转轴之间的旋转速度的一致,进而保持平衡支杆与负压管上下运动的一致性,保证运行平稳。堆叠装置还可以设置有第一导向组件,通过导向杆与导向滑槽之间的配合作用,从而限定负压管只能朝上或朝下运动,进而不会发生负压管前后左右晃动的情况。
(4)奶油从给料腔内通过给料泵泵入涂覆给料管道通入涂覆腔室内部,通过第二出料口在蛋糕侧面涂覆一层奶油,实现奶油的涂覆。该涂覆装置可以根据需要制作的蛋糕的高度进行涂覆单元的加装,使用更加灵活方便。
设置的定位部能够对堆叠的蛋糕进行一定调整,使得蛋糕堆叠更加整齐。
(5)刮涂装置中的喷涂刮刀用于蛋糕上表面奶油的涂覆和平整,整形刀用于侧面奶油的刮平,最终完成蛋糕表面奶油的涂抹。相比于现有技术中同时喷涂和刮平,该生产线中,蛋糕表面奶油的涂覆大面积是分为刮平和喷涂两个步骤,涂覆后的蛋糕相对于现有技术,奶油贴附会更加紧实,口感更好,整体更加平整光滑。
喷涂给料管道设置有弧形滑动部和滑动槽,使得喷涂给料管道滑动设置在过渡腔内部,不会影响刮涂组件的正常作业,并且使得过渡腔内部为封闭状态,保证内部环境的干净卫生。
(6)蛋糕输送装置的输送带上设置有定位框,能够在注浆时对蛋糕浆液的流动进行一定的阻挡限制,也能够对蛋糕蒸烤时的形状进行更好的把控,更有利于后续操作。
(7)整形装置能够对烘烤后的蛋糕进行整圆,使其大小一致,成型后的蛋糕更加齐整,并且设置的刀片,能够切断整圆后残留的圆环形蛋糕废料,使其能够分散开来,不影响后续的蛋糕输送。
附图说明
为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
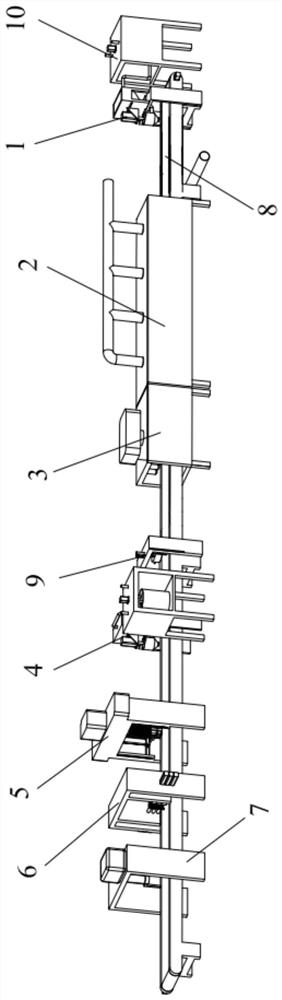
图1为本发明较佳之蛋糕生产线示意图;
图2为本发明较佳之注料装置正视图;
图3为本发明较佳之注料装置右视图;
图4为本发明较佳之蒸烤装置示意图;
图5为本发明较佳之堆叠装置示意图;
图6为本发明较佳之平衡支杆示意图;
图7为本发明较佳之收卷组件示意图;
图8为本发明较佳之涂覆装置示意图;
图9为本发明较佳之涂覆装置俯视图;
图10为本发明较佳之涂覆板示意图;
图11为本发明较佳之刮涂装置示意图一;
图12为本发明较佳之弧形滑动部示意图;
图13为本发明较佳之刮涂装置示意图二;
图14为本发明较佳之整形装置示意图一;
图15为本发明较佳之整形装置示意图二;
图16为本发明较佳之定位框示意图一;
图17为本发明较佳之定位框示意图二。
图中:1、注料装置;2、蒸烤装置;3、降温装置;4、注芯装置;
5、堆叠装置;6、涂覆装置;7、刮涂装置;8、蛋糕输送装置;
9、整形装置;10、搅拌装置;11、注料机架;12、注料气缸;
13、注料活塞;14、注料腔;15、第一进料口;16、第一出料口;
17、储料腔;21、蒸烤箱体;22、热蒸汽管道;23、废气管道;24、引风机;31、降温箱体;32、制冷口;33、制冷装置;51、负压机架;52、抽风机;53、负压管;54、升降架;55、牵引绳;56、收卷组件;
57、平衡支杆;58、被动收卷组件;59、滑轨;61、涂覆机架;62、伸缩柱;63、伸缩气缸;64、涂覆板;65、涂覆给料管道;66、定位部;67、第二出料口;71、刮涂机架;72、刮涂电机;73、刮涂电机旋转轴;74、喷涂刮刀;75、整形刀;76、连接横杆;
77、过渡腔;78、喷涂给料管道;79、旋转接口;81、定位框;82、蛋糕输送带;91、整形机架;92、整形气缸;93、整形桶;94、导向横杆;95、竖滑槽;96、顶料杆;97、顶料板;98、刀片;100、蛋糕;541、安装位;542、导向滑槽;543、导向杆;561、收卷电机;562、收卷圆盘;563、收卷电机旋转轴;564、第一间隔位;
571、平衡支架;581、被动收卷轴;582、被动收卷圆盘;
583、第二间隔位;584、皮带;781、弧形滑动部;782、滑动槽。
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
如图1所示,一种全自动蛋糕生产线,包括蛋糕输送装置8,以及沿蛋糕输送装置8依次设置的注料装置1、蒸烤装置2、注芯装置4、用于蛋糕层堆叠的堆叠装置5、用于奶油涂覆的涂覆装置6以及刮涂装置7。
相比于现有技术,该生产线通过堆叠装置、涂覆装置以及刮涂装置对蒸烤后的蛋糕进行蛋糕层与蛋糕层间奶油的填充、蛋糕层的堆叠、蛋糕层表面奶油的涂覆以及表面奶油的平整,完成多层蛋糕的生产,实现自动化,减少人力作业,提高生产效率。
作为一种优选的实施方式,生产线还包括刷油装置(图未示),刷油装置沿蛋糕输送装置8设置在注料装置1之前。通过刷油用于防止成型后蛋糕与输送带之间的粘连,刷油装置为现有技术,在此不再详述。
如图2-3所示,作为一种优选的实施方式,注料装置1包括注料机架11,安装在注料机架11上的注料气缸12、注料活塞13、注料腔14以及用于储料的储料腔17;注料气缸12下端安装有注料活塞13,注料活塞13容纳在注料腔14内部,注料腔14侧壁上开有第一进料口15,注料腔14底部开有第一出料口16,第一进料口15与储料腔17相连通。
作为一种优选的实施方式,注料装置1前设置有用于冷冻蛋糕浆料的冷却装置(图未示)。现有技术中,可以根据具体需求采用蛋糕浆体较稠的蛋糕浆或对蛋糕浆进行一定的冷却,减少其流动性。
如图4所示,作为一种优选的实施方式,蒸烤装置2包括蒸烤箱体21、与蒸烤箱体内部连通的热蒸汽管道22以及用于排放蒸烤箱体内部废气的废气管道23,蛋糕输送装置8包裹在蒸烤箱体21内部。
作为一种优选的实施方式,热蒸汽管道22安装在蒸烤箱体21底部,废气管道23安装在蒸烤箱体21顶部与蒸烤箱21体内部连通。
作为一种优选的实施方式,废气管道23一端安装有用于加快排除废气的引风机24。
作为一种优选的实施方式,蒸烤装置2还设置有用于蛋糕100降温的降温装置3。
作为一种优选的实施方式,降温装置3包括降温箱体31,降温箱体31沿蛋糕输送装置8安装在蒸烤箱体21的出口一侧;降温箱体31均匀设置有多个制冷口32,制冷口32与降温箱体31内部连通,降温箱体31设置有制冷装置33,制冷装置33与制冷口32相连通。
具体的,本实施例中制冷装置33采用冷风机。
作为一种优选的实施方式,注芯装置4与注料装置1结构相同。注芯装置与注料装置也可以采用现有技术。
如图5-7所示,作为一种优选的实施方式,堆叠装置5包括负压机架51、吸附装置和升降机构;吸附装置包括竖直安装在负压机架51上用于吸附蛋糕100坯体的负压管53以及抽风机52,抽风机52与负压管53相连通。
作为一种优选的实施方式,吸附装置设置有沿竖直方向收缩伸展的负压管53,升降机构用于控制负压管53沿竖直方向收缩和伸展。
作为一种优选的实施方式,升降机构包括升降架54、牵引绳55和用于收卷牵引绳55的收卷组件56;升降架54套设在负压管53上远离抽风机52的一端,升降架54左右两侧相对位置处设置有用于安装牵引绳55的安装位541,安装位541正上方设置有收卷组件56,牵引绳55一端安装在安装位541上,牵引绳55另一端收卷在收卷组件56上。
该堆叠装置利用升降机构中的收卷电机收卷或释放牵引绳,从而带动套设在负压管上的升降架上或下运动,进而达到控制负压管进行收缩或伸展的效果,最终实现将蛋糕坯体从输送带上转移叠加至另一个蛋糕胚上的动作,完成蛋糕的叠加。该装置主要控制负压管实现堆叠效果,结构更加简单轻便,成本更加低廉。该装置还能够通过控制收卷电机的收卷作用,从而控制上升下降的高度,在实际使用中更加灵活方便。
具体的,本实施例中升降架54套设在负压管53远离所述抽风机52一端并且与所述负压管53固定,本装置中升降架54底部具有一定配重,使得负压管53内处于负压的状态下,也能成自然垂直状态;本实施例中升降架54左右两侧相对位置处设置的安装位541正上方均设置有一个收卷组件56,牵引绳55贯穿升降机架一端于安装位541固定安装,另一端收卷在对应的收卷组件56上,左右两侧相对的收卷组件56旋转方向相反,旋转速度一致。
作为一种优选的实施方式,收卷组件56包括收卷电机561和收卷圆盘562,收卷电机561包括收卷电机旋转轴563,收卷圆盘562套设在收卷电机旋转轴563上沿收卷电机旋转轴563轴线位置分布,收卷组件56设置有两个及以上的收卷圆盘562,收卷圆盘562之间设置有用于收卷牵引绳55的第一间隔位564。
作为一种优选的实施方式,第一间隔位564的间隔距离略大于牵引绳55直径。
第一间隔位间隔距离略大于牵引绳直径,收卷的时候不容易发生牵引绳晃动,牵引绳牵引效果更好,运行更加平稳。
作为一种优选的实施方式,升降机构设置有一组及以上的平衡组件,每组平衡组件包括两组左右分布的平衡支杆57,一组平衡支杆57一端安装在升降架54前侧,另一端上下滑动地安装在负压机架51上;另一组平衡支杆57一端安装在升降架54后侧相对位置处,另一端上下滑动地安装在负压机架51上,每组平衡支杆57间相互平行;每组平衡支杆57所在直线与安装位541之间的连线相互垂直。
平衡组件的设置有助于保持负压管在上下运动过程中的稳定,通过平衡支杆的阻碍作用,负压管在上升和下降过程中不容易发生前后左右晃动。
作为一种优选的实施方式,平衡支杆57上设置有平衡支架571,所述平衡支架571一端安装在平衡支杆57左侧或右侧,另一端可上下滑动安装在负压机架51上,平衡支架571与平衡支杆57安装在同一水平位上。平衡支架能够与平衡支杆之间形成一个稳定的三角结构,平衡支杆运行更加稳固。
具体的,本实施例中,平衡支杆57两端设置在同一水平线上,平衡支杆57与负压机架51相接一端设置有滑轮(图未示),负压机架51设置有竖直的滑轨59,平衡支杆57与负压机架51之间通过滑轮与滑轨59滑动安装在一起。
作为一种优选的实施方式,平衡组件还设置有用于牵引平衡支杆57沿竖直方向上下运动的被动收卷组件58。
作为一种优选的实施方式,被动收卷组件58包括被动收卷轴581以及套设在被动收卷轴上581沿被动收卷轴581轴线方向设置的两个及以上的被动收卷圆盘582,被动收卷圆盘582之间设置有用于收卷牵引绳55的第二间隔位583,被动收卷组件58与收卷组件56之间设置有用于传动的皮带584。
具体的,本实施例中,左侧被动收卷组件58安装在左侧收卷组件56左侧,并安装在同一水平位上,右侧被动收卷组件58安装在右侧收卷组件56右侧,并安装在同一水平位上;二者利用皮带584传动,保持被动收卷轴581与收卷电机旋转轴563之间的旋转速度的一致,进而保持平衡支杆与负压管上下运动的一致性,保证运行平稳。
作为一种优选的实施方式,第二间隔位583的间隔距离与第一间隔位564相等。
作为一种优选的实施方式,升降机构还设置有第一导向组件,第一导向组件包括导向杆543,导向杆543环绕负压管53外侧竖直设置,升降架54内侧与负压管53外侧之间设置有用于容纳导向杆543的导向滑槽542,导向杆543沿上下方向滑动安装在导向滑槽542内部。
通过导向杆与导向滑槽之间的配合作用,从而限定负压管只能朝上或朝下运动,进而不会发生负压管前后左右晃动的情况。
如图8-10所示,作为一种优选的实施方式,涂覆装置6包括涂覆机架61以及对称设置在涂覆机架61上的一组及以上的涂覆单元,涂覆单元包括伸缩气缸63、伸缩柱62以及用于蛋糕100四周涂覆奶油的涂覆板64;伸缩柱62一端与伸缩气缸63相连,伸缩柱62另一端安装有涂覆板64。
具体的,本实施例中,伸缩柱62上设置有滑动凸棱,涂覆机架上设置有用于穿过伸缩柱62的伸缩孔,伸缩孔内设置有滑动凹槽,伸缩柱滑动安装在涂覆机架61上。
作为一种优选的实施方式,涂覆板64内部设置有用于容纳奶油的涂覆腔室(图未示),涂覆板64上开有用于进料的第二进料口(图未示),涂覆板64远离伸缩柱62的一侧表面开有用于出料的第二出料口67,第二进料口与第二出料口67均与涂覆腔室相连通。
作为一种优选的实施方式,涂覆装置6还包括涂覆给料装置,涂覆给料装置包括给料腔(图未示)、给料泵(图未示)以及涂覆给料管道65,涂覆给料管道65贯通伸缩柱62与第二进料口相连通。
奶油从给料腔内通过给料泵泵入涂覆给料管道通入涂覆腔室内部,通过第二出料口在蛋糕侧面涂覆一层奶油,实现奶油的涂覆。该涂覆装置可以根据需要制作的蛋糕的高度进行涂覆单元的加装,使用更加灵活方便。
作为一种优选的实施方式,涂覆板64上第二出料口67的一侧设置有定位部66。
设置的定位部能够对堆叠的蛋糕进行一定调整,使得蛋糕堆叠更加整齐。
具体的,本实施例中涂覆板64与蛋糕100本体之间存在一定的填充间隙;本实施例中定位部66为一从上至下竖直设置在涂覆板侧面的半圆柱体,半圆柱体与涂覆腔室相连通,半圆柱体表面设置有若干第二出料口67。本实施例中将定位部66设置在涂覆板64侧面的中部及侧边,能够很好的进行蛋糕100固定以及调整堆叠不整的蛋糕100,其中设置在中部的定位部66,能够调整进行蛋糕100左右两侧的调整,设置于两侧的定位部66,能够对蛋糕100进行前后调整。
如图11-13所示,作为一种优选的实施方式,刮涂装置7包括刮涂机架71以及刮涂单元,刮涂单元包括刮涂电机72、用于蛋糕顶面奶油喷涂的喷涂刮刀74、用于平整蛋糕侧面奶油的整形刀75以及连接横杆76;刮涂电机72包括刮涂电机旋转轴73;喷涂刮刀74一侧安装在连接横杆76一端,连接横杆76另一端安装在刮涂电机旋转轴73外侧,整形刀75竖直安装在喷涂刮刀74上远离刮涂电机旋转轴73一侧。
作为一种优选的实施方式,喷涂刮刀74内部设置有喷涂腔体(图未示),喷涂腔体设置有第三进料口(图未示),喷涂腔体与蛋糕100顶面接触一侧均匀设置有第三出料口(图未示);第三进料口与第三出料口均与喷涂腔体相连通。
作为一种优选的实施方式,刮涂装置7还包括喷涂给料单元,喷涂给料单元包括给料腔、给料泵以及喷涂给料管道78;沿刮涂电机旋转轴73外侧均匀包裹有与刮涂电机旋转轴73同轴的过渡腔77,连接横杆76安装在过渡腔77外侧,第三进料口贯通连接横杆76与过渡腔77相连通,喷涂给料管道78与过渡腔77相连通并滑动安装在过渡腔77上。
刮涂装置中的喷涂刮刀用于蛋糕上表面奶油的涂覆和平整,整形刀用于侧面奶油的刮平,最终完成蛋糕表面奶油的涂覆。
作为一种优选的实施方式,连接横杆76可拆卸安装在过渡腔77表面。
作为一种优选的实施方式,过渡腔表面开有若干不同高度用于连接连接横杆76的旋转接口79,连接横杆76与过渡腔77旋转连接。
通过可拆卸拼装,喷涂刮刀在使用过程中可以进行上下位置高度的调整,从而满足不同高度蛋糕奶油的喷涂和平整。
作为一种优选的实施方式,喷涂给料管道78与过渡腔77相接一端侧壁上设置有弧形滑动部781,过渡腔77与喷涂给料管道78相接一端设置有用于容纳弧形滑动部781的滑动槽782,弧形滑动部781滑动设置在滑动槽782内。
具体的,本实施例中,弧形滑动部781在滑动槽782内沿水平方向滑动,弧形滑动槽781具体为一容置在滑动槽782内的圆环形的弧形滑动部781,该圆环形的弧形滑动部781与过渡腔77同轴设置。本实施例中,弧形滑动部781可绕刮涂电机旋转轴73旋转270度,喷涂刮刀74俯视图为一角度为90度的扇形,运转时,滑动槽782一侧贴合喷涂给料管道78一侧经旋转至喷涂给料管道78另一侧,喷涂刮刀74以喷涂给料管道78为对称轴安装在喷涂给料管道78正下方,旋转270度时可将蛋糕100上表面完整喷涂;本实施例中,喷涂刮刀74左右两侧各安装有一个整形刀75。弧形滑动部781与滑动槽782之间,以及喷涂刮刀74的形状结构、安装位置可以根据需要进一步调整,不再赘述。
喷涂给料管道设置有弧形滑动部和滑动槽,使得喷涂给料管道滑动设置在过渡腔内部,不会影响刮涂组件的正常作业,并且使得过渡腔内部为封闭状态,保证内部环境的干净卫生。
如图16-17所示,作为一种优选的实施方式,蛋糕输送装置8包括蛋糕输送带82,蛋糕输送带82上设置有定位框81。
作为一种优选的实施方式,定位框81为圆形定位框81。
定位框能够在注浆时对蛋糕浆液的流动进行一定的阻挡限制,也有利于后续操作。
具体的,本装置中定位框81可采用橡胶等较软且光滑的材质制造。
如图14-15所示,作为一种优选的实施方式,生产线还设置有整形装置9,整形装置9沿蛋糕输送装置8设置在蒸烤装置2与注芯装置4之间。
作为一种优选的实施方式,整形装置9包括整形机架91、整形气缸92以及整形桶93,整形气缸92设置在整形机架91上,整形气缸92一端安装有整形桶93,整形桶93与蛋糕100接触一侧设置有用于整形的刀刃。
作为一种优选的实施方式,整形装置9还包括有用于将蛋糕100从整形桶93中顶出的顶料装置。
作为一种优选的实施方式,顶料装置包括顶料杆96,顶料杆96从上至下贯穿整形桶93上表面,顶料杆96安装在整形机架91上。
作为一种优选的实施方式,顶料杆96下方安装有顶料板97。
作为一种优选的实施方式,整形装置9还包括第二导向组件,第二导向组件包括导向横杆94,整形桶93左右两侧开有用于穿过导向横杆94的竖滑槽95,导向横杆94穿过竖滑槽95安装在整形机架91上。
作为一种优选的实施方式,整形桶93与蛋糕100相接的一端水平设置有一个以上的刀片98。
整形装置9能够对蒸烤后的蛋糕进行整圆,使其大小一致,成型后的蛋糕更加齐整,并且设置的刀片,能够切断整圆后残留的圆环形蛋糕废料,使其能够分散开来,不影响后续的蛋糕输送;顶料装置可以将整圆后贴附在整形桶内的蛋糕从整形桶内顶出,当蛋糕随着整形桶一起向上运动时,蛋糕会为贯穿所述整形桶而固定不动的顶料杆所顶出,顶料杆安装在所述整形机架上,与输送带之间的距离可以根据实际需求的高度进行调节。
该生产线还涉及生产线控制系统,生产线控制系统包括总控制台以及各装置控制单元,用于控制各装置中泵、气缸与电机等的作业,从而实现各装置之间的配合,此为利用现有技术容易实现,在此不再详述。
具体的本装置还包括搅拌装置10、裱花装置、用于成品冷冻定型的冷冻装置以及包装装置,上述均为现有技术中常有的生产线流程,在此不再详细叙述。
具体工作原理:
原材料经搅拌后注入注料装置1,再由注料装置1进行注浆,通过蛋糕输送装置8输送至蒸烤装置2进行蒸烤后形成蛋糕100的坯,成型后的蛋糕坯经由降温装置3进行降温,之后通过整形装置9进行整圆,整圆后的蛋糕坯再依次通过注芯装置4、堆叠装置5进行蛋糕100层间奶油的填充以及蛋糕层的堆叠;具体的,在控制系统的辅助下,注芯装置4从第二个蛋糕坯开始进行注芯,之后每隔一个所述蛋糕坯进行注芯,堆叠装置5用于吸附注芯蛋糕坯前一个未注芯的蛋糕坯,通过上下运动将未注芯蛋糕坯吸附后叠加至后一个注芯蛋糕坯上,一个双层蛋糕坯即完成(根据实际需求中,不同层数的蛋糕100可以通过增加一定数量的堆叠装置5或注芯装置4或利用控制系统进行控制完成);制作好的蛋糕坯将通过涂覆装置6进行奶油涂覆,涂覆装置6将蛋糕100包裹住后,在其表面涂覆一层奶油,之后涂覆上奶油的蛋糕100最终通过刮涂组件,进行蛋糕上表面奶油的涂覆和四周奶油的平整,最终蛋糕100制作完成。之后还可以根据实际需求进行裱花、冷冻以及包装。
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种用于蛋糕盘叉全自动包装生产线的收集装箱装置
- 一种全自动蛋糕成型生产线