一种香味鼻梁条及其成型工艺
文献发布时间:2023-06-19 18:25:54
技术领域
本发明涉及鼻梁条技术领域,尤其涉及一种香味鼻梁条及其成型工艺。
背景技术
为防止患者之间、医患之间出现交叉感染,人们外出工作需要长期佩戴防护口罩,降低被病毒感染的风险。但是现有的平面口罩为多层纱布制成,长期佩戴容易出现异味,通常是口罩本身材料的异味和用户佩戴后呼吸带来的异味,人们会产生烦闷、焦躁等不适的感觉,为此,亟需一种带有果香味平面口罩来解决上述问题。
中国专利CN202020407576.0公开一种新型防雾霾香味口罩,包括口罩罩体,所述口罩罩体包括外中内三层,所述外层和内层均采用水刺无纺布材料,所述中层采用静电滤棉材料,所述口罩罩体内侧对称设有两个朝上的口袋,两个所述口袋内均放置有香味滤芯,所述口罩罩体上设有圆形开口,所述圆形开口密封固定扣合有呼吸阀。此专利虽然提供一种口罩带香味的技术方案,但整体制作成本较高,并且香味滤芯容易掉落,失去功效,有鉴于此,发明人进行了新的发明。
发明内容
本发明的目的在于针对现有技术的不足,提供一种香味鼻梁条及其成型工艺,其具有低成本、使用效果好的特点。
为实现上述目的,本发明是一种香味鼻梁条,包括鼻梁条主体和至少一根金属支撑芯条,所述鼻梁条主体为香味材料成型,所述鼻梁条主体为长条状设置且鼻梁条主体沿长度方向的两端设置有扁平部,所述鼻梁条主体一侧设置有至少一个填充部,所述填充部与鼻梁条主体一体成型设置,填充部开设有组装孔,所述金属支撑芯条填充于组装孔中。
优选的,所述鼻梁条主体另一侧呈弧形设置,鼻梁条主体中部位置的厚度大于两侧位置的厚度。
进一步的,所述金属支撑芯条为铜条、铝条或铁条。
优选的,所述金属支撑芯条表面设有金属锌镀层。
进一步的,所述香味材料包括:90%的PP;6%的色粒;4%的天然香精。
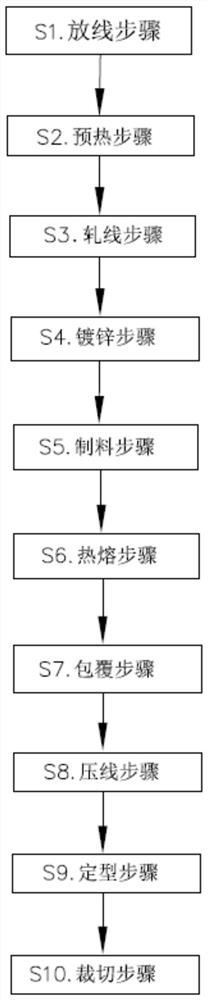
本发明还包括一种香味鼻梁条的成型工艺,包括如下步骤:
S1、放线步骤:取合适直径的金属支撑芯条线盘进行放卷;
S2、预热步骤:放卷后的金属支撑芯条经过高温设备进行预热处理,控制预热温度为300±10℃;
S3、轧线步骤:利用轧辊施压将预热后金属支撑芯条轧制形成横截面为椭圆形的金属支撑芯条;
S4、镀锌步骤:轧制后的金属支撑芯条迅速进入镀锌设备中进行镀膜;
S5、制料步骤:按香味材料的组分配比分别称取PP、色粒和天然香精对应的质量并将个组分依次放入容器中用搅拌机以800r/min 的恒定速度搅拌混合制成香味材料;
S6、热熔步骤:将制备好的香味材料放入挤出机中进行高温热熔,挤出机温度为170~200℃;
S7、包覆步骤:将高温熔化后的材料通过特定模具挤出,同时金属支撑芯条进入模具中,材料包覆金属支撑芯条一并由模具挤出,形成料条;
S8、压线步骤:利用压模机构对成型好的料条每间隔一段距离压制一次形成扁平部;
S9、定型步骤:压线后的料条经过冷却水冷却定型;
S10、裁切步骤:利用自动裁切机在每个扁平部中部位置进行裁切制成鼻梁条主体。
优选的,在S1步骤中,利用自动放线架自动放卷金属支撑芯条,并控制放线速度为15m/min。
进一步的,在S2步骤中,所述高温设备的长度为2.0m。
进一步的,在S8步骤中,所述压模机构包括相对设置的上压头和下压头,上压头和下压头的压力控制为10kpa。
优选的,还包括有检测步骤,利用检测装置对裁切好的鼻梁条主体进行质量检查。
有益效果:与现有技术相比,本发明是一种香味鼻梁条及其成型工艺,包括鼻梁条主体和至少一根金属支撑芯条,所述鼻梁条主体为香味材料成型,所述鼻梁条主体为长条状设置且鼻梁条主体沿长度方向的两端设置有扁平部,所述鼻梁条主体一侧设置有至少一个填充部;本发明具有如下优点:1.鼻梁条由特殊香味材料成型,可自行长久散发清香,清除口罩内部异味,有效提升口罩佩戴的舒适度;2.鼻梁条主体为单芯单面结构,且两侧延伸部弧形设置,使得鼻梁条可与人体鼻梁骨紧密贴合,口罩预防病毒入侵的效果更好;3.鼻梁条整体结构简洁,使用方便;4.有效简化香味口罩的整体制作工艺,降低生产成本。
附图说明
图1为本发明的工艺流程示意图。
图2为本发明的立体示意图。
图3为本发明的鼻梁条主体横向截面结构示意图。
图4为本发明的金属支撑芯条结构示意图。
附图标记包括:
鼻梁条主体--1,填充部--11,组装孔--12,扁平部--13,金属支撑芯条--2,金属锌镀层--21。
具体实施方式
下面结合附图1至4对本发明进行详细的说明。
本发明是一种香味鼻梁条,包括鼻梁条主体1和至少一根金属支撑芯条2,所述鼻梁条主体1为香味材料成型,所述鼻梁条主体1为长条状设置且鼻梁条主体1沿长度方向的两端设置有扁平部13,所述鼻梁条主体1一侧设置有至少一个填充部11,所述填充部11与鼻梁条主体1一体成型设置,填充部11开设有组装孔12,所述金属支撑芯条2填充于组装孔12中。
本发明的鼻梁条主体1由香味材料制作而成,鼻梁条主体1装配口罩时可令口罩自带香味,清除口罩内部异味且香味持久,使用寿命长,有效提升口罩佩戴舒适度,另外,无需额外设置其他结构容置香味滤片等,结构简洁,简化生产工艺并成本低,更符合现有生产需求。另一方面,如图1所示,鼻梁条两端呈扁平状设置,方便鼻梁条主体 1装配、压接于口罩上。
作为优选的,所述鼻梁条主体1没有设置填充部11的另一侧呈轻微弧形设置。鼻梁条主体1使用时,弧形面朝向人脸一侧,弧形设置可以更好带动纱布贴合人脸,使得口罩密封效果更好。进一步的,如图3所示,鼻梁条主体1中部位置的厚度大于两侧位置的厚度。在不影响鼻梁条使用的情况下,节省鼻梁条主体1两侧位置的材料,降低生产成本,此处中部位置指的是中部最高点到最低点不包含填充部 11的厚度。
本发明中,所述金属支撑芯条2可为铜条、铝条或铁条,根据生产的口罩类型相应选择金属支撑芯条2的材料。
作为优选的,所述金属支撑芯条2表面设有金属锌镀层21。镀锌的金属支撑芯条2不易生锈,产生异味,延长金属支撑芯条2的使用寿命。
为了使得鼻梁条可以发挥最好的香味效果,经过发明人多次试验后,将香味材料的组成及比例调整为:90%的PP、6%的色粒、4%的天然香精。其中,天然香精是主要的发挥香味的材料,发明人试验得知当天然香精的比例小于4%时,香味不易被察觉,起不到提升口罩佩戴舒适度的作用,当天然香精的比例大于4%时,香味又太过浓烈, 4%的比例保证鼻梁条主体的香味刚好能透过口罩被人体嗅到,达到泌人心脾的作用。如需将天然香精换成各类药材起杀菌消毒作用同样是按照此比例添加其他材料。
本发明还包括一种香味鼻梁条的成型工艺,包括如下步骤:
S1、放线步骤:取合适直径的金属支撑芯条线盘进行放卷;
S2、预热步骤:放卷后的金属支撑芯条经过高温设备进行预热处理,控制预热温度为300±10℃;预热处理后的金属支撑芯条硬度降低,方便后续的轧线步骤和镀锌步骤;
S3、轧线步骤:利用轧辊施压将预热后金属支撑芯条轧制形成横截面为椭圆形的金属支撑芯条;金属支撑芯条从上下两轧辊中间穿过,经过轧制后的金属支撑芯条支撑面积变大,鼻梁条整体的支撑效果更好,同时可以提高鼻梁条主体的弯折、折叠能力。
S4、镀锌步骤:轧制后的金属支撑芯条迅速进入镀锌设备中进行镀膜;
S5、制料步骤:按香味材料的组分配比分别称取PP、色粒和天然香精对应的质量并将个组分依次放入容器中用搅拌机以800r/min 的恒定速度搅拌混合制成香味材料;
S6、热熔步骤:将制备好的香味材料放入挤出机中进行高温热熔,挤出机温度为170~200℃;其中挤出机的给料段温度为170℃,压缩段温度200℃,计量段温度为185℃;
S7、包覆步骤:将高温熔化后的材料通过特定模具挤出,同时金属支撑芯条进入模具中,材料包覆金属支撑芯条一并由模具挤出,形成料条;
S8、压线步骤:利用压模机构对成型好的料条每间隔一段距离压制一次形成扁平部;间隔距离的长度由制备的鼻梁条主体长度决定;
S9、定型步骤:压线后的料条经过冷却水冷却定型;此步骤中,冷却水冷却温度为25±5℃,放置于水冷设备中,当温度升高到30℃时,水冷设备逐步自行更换冷却水;
S10、裁切步骤:最后利用自动裁切机在每个扁平部中部位置进行裁切制成鼻梁条主体。
本发明的整体工艺流程简单,生产效率高,适应于鼻梁条的工业化生产。
作为优选的,在S1步骤中,利用自动放线架自动放卷金属支撑芯条,并控制放线速度为15m/min。此步骤中利用自动化设备自行放卷,使用方便,提高自动化程度并节省劳动力。
作为一实施例,在S2步骤中,所述高温设备的长度为2.0m,即高温设备每次可以高温处理2m长的金属支撑芯条,使得金属支撑芯条有足够的预热时间。
作为又一实施例,在S8步骤中,所述压模机构包括相对设置的上压头和下压头,下压头上表面呈微弧形设置,上压头和下压头的压力控制为10kpa。为了不影响料条的运行速度以及保证压模机构有足够的压模时间,所述压模机构设置有多个且可移动设置。
作为优选的,在鼻梁条主体切割制作完成后,还设置有检测步骤,利用检测装置,例如CCD相机模组等,对裁切好的鼻梁条主体进行质量检查,存在质量问题的成品由机械手及时取走。
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制