一种轮胎裂解行业裂解气应急焚烧处理系统
文献发布时间:2023-06-19 19:14:59
技术领域
本发明涉及轮胎裂解技术领域,更具体地涉及一种轮胎裂解行业裂解气应急焚烧处理系统。
背景技术
随着我国工农业生产和交通运输的发展,废旧轮胎及各种废旧橡胶制品的存量越来越多。据汽车工业协会统计:截止2018年9月,国内汽车保有量已达2.35亿辆。预计到2020年我国废轮胎生成量将达2000万吨。因此治理废旧轮胎造成的黑色污染刻不容缓。而作为废弃物的废旧轮胎,可通过综合开发利用热解技术,回收得到裂解油、炭黑、钢丝和可燃气。轮胎热裂解产生的裂解油是很好的清洁燃料;炭黑经精加工可用于轮胎、橡胶制品的生产以及塑料添加剂、染料、印刷油墨等工业;可燃气更是可直接作为燃料使用。废旧轮胎的综合利用,不仅可以彻底的消除废旧轮胎所产生的污染,其分解产物更可以弥补石化能源的不足,变废为宝。
废轮胎裂解是指在无氧或缺氧的气氛下,通过加温使废旧轮胎中的有机物发生裂解,逸出挥发性产物并形成固体焦炭的一种不可逆的热化学反应,实现废旧轮胎的无害化处理。废轮胎热裂解顺序分三个主要阶段:(一)低沸点添加剂的分解;(二)天然橡胶的分解;(三)合成橡胶的分解。碳氢化合物裂解反应必须达到某一温度时才能进行,这个温度称为热裂解的临界温度。物料裂解需经过裂解阶段(350~450℃)和碳化阶段(450~500℃);裂解炉采用炉外(热风炉)加热,通过裂解炉夹套间接加热釜中轮胎;裂解过程产生的油气经分汽包分离再经冷凝器后变为裂解油进入油储罐,不凝气经油气分离,由罗茨真空泵抽离送入气柜稳压,稳压后作为裂解热风炉燃料循环利用。
轮胎裂解产生的裂解气成分主要为CO、氢气、以及烃类化合物,需妥善处理以保障生产、环保安全,焚烧炉主要功能是将不满足回收要求的裂解废气及时高效的焚烧干净,由于裂解气组分大部分为烃类,燃烧不干净会向空气中排放大量的VOC气,污染环境。轮胎裂解炉为回转窑,无法做到完全密封,密封垫损坏或进排料炉门密封不严均会造成裂解气含氧量超标。因此焚烧炉是轮胎裂解工艺中保障生产安全、环保安全的重要装置。需要裂解气进焚烧炉处理的工况一般包括:
1.裂解炉启炉初期,焚烧裂解炉内置换空气;
2.生产情况异常,裂解气含氧量超高;
3.气柜水封异常,气柜内裂解气含氧超标,全部送至焚烧炉处理;
4.多条线不同裂解阶段同时生产,裂解气进气总管含氧量超标;
5.突发紧急状况,裂解工艺急停等其他特殊情况。
据了解目前该技术领域中还没有一种利用焚烧炉处理轮胎热裂解炉“应急排气”的技术,化工行业常用的高空火炬存在运行成本高,建设成本高,废气处理不干净等问题。
发明内容
为了克服现有技术的上述缺陷,本发明提供了一种轮胎裂解行业裂解气应急焚烧处理系统,以解决上述背景技术中存在的问题。
本发明提供如下技术方案:一种轮胎裂解行业裂解气应急焚烧处理系统,包括以下步骤:
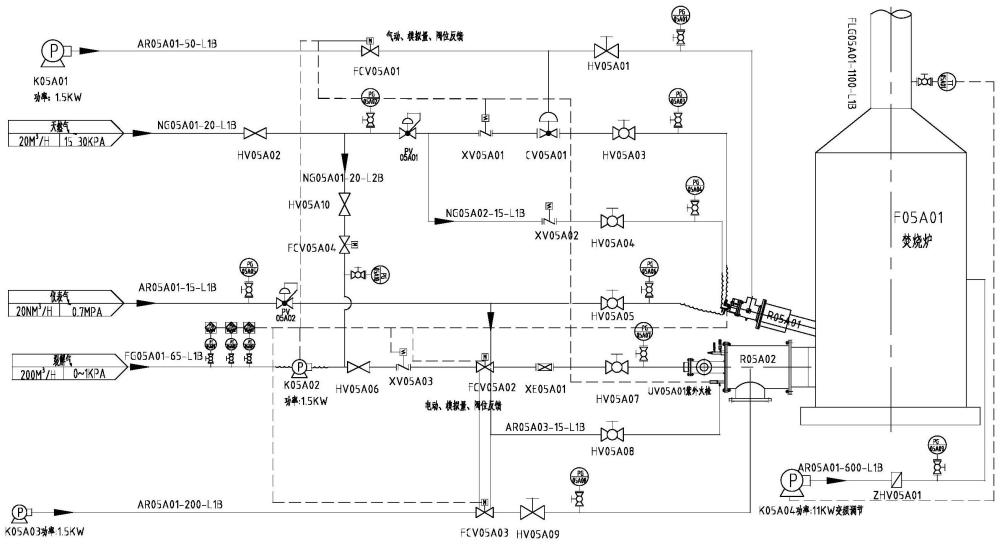
步骤一:裂解炉或气柜将各种“特殊”工况的应急废气送至焚烧炉处理系统,详见FG05A01-65-L1B流程,管路入口设置有3个压力变送器,当其中两个压力变送器检测到压力>50Pa,应急焚烧处理系统进入运行工况;
步骤二:PLC系统启动补燃燃烧器,补燃助燃风机K05A01启动,气动调节阀FCV05A01打开至50%,空燃比例阀CV05A01取压管检测到空气压力,比例阀膜片自动调整相应的同比例开度;
步骤三:切断阀XV05A01打开,补燃燃烧器上设置有电极式火检,判断点火成功后;
步骤四:调节阀FCV05A01逐渐调大至90%,使火焰刚性足够强,耐得住不稳定裂解废气的波动冲刷影响,补燃燃烧器额定功率为100kw,补燃燃烧器启动完成。
进一步的,所述步骤四还包括裂解气增压风机K05A02,补燃燃烧器启动完成后,裂解气助燃风及裂解气增压风机K05A02启动,FCV05A02、FCV05A03为同步调节阀,阀位开度一致,以保证裂解气助燃风配风量恰当,两个调节阀开度及增压风机K05A02的频率通过后台的PID调节程序自动调节,使裂解气入口压力维持在微负压状态,裂解气燃烧器为自主设计的半预混燃烧器,使裂解气机械燃烧更加充分,额定功率为250万Kcal/h。
进一步的,所述步骤四还包括裂轮胎裂解炉刚开始裂解阶段,裂解炉内全部为空气,随着裂解气的产气量逐渐加大裂解炉的排气由纯空气至裂解气逐渐过渡,这个过程一般需2至3个小时,通过NG05A01-20-L2B流程调节阀FCV05A04自动向“置换气”中补入天然气,以提高“置换气”的热值,以保证R05A02燃烧器火焰可以自持,使烃类组分完全氧化分解,从而保障烟气VOC达标排放,FG05A01-65-L1B流程管线设置有阻火器XE05A01,同时通过调节阀FCV05A02及增压风机K05A02频率的协同控制,使调节阀前管路有相当大的“正压”。
进一步的,所述步骤四还包括切断阀XV05A03,切断阀XV05A03与调节阀FCV05A02均为常开阀,轮胎裂解行业裂解气应急焚烧处理系统待机及停机工况,两个阀门为开启状态,一旦设备故障或系统断电、断气,都会保障裂解气管路畅通,任何情况均可以使裂解气顺畅排出,进而保障车间的生产系统绝对安全。
进一步的,所述胎裂解行业裂解气应急焚烧处理系统包括有包括焚烧炉,所述焚烧炉的内部设有高温氧化室,所述高温氧化室的顶部设有挡风格栅,所述焚烧炉设有补燃燃烧器,所述补燃燃烧器的一端设有长明灯,所述长明灯和补燃燃烧器组合装配,所述焚烧炉上设有裂解气燃烧器,所述焚烧炉的排烟口前端设置有冷风环。
进一步的,所述冷风环内部设有三层二十四个冷风喷口,每层之间成二十二点五度,所述冷风喷口与焚烧炉径向呈30°夹角,所述冷风喷口同时与焚烧炉垂直夹角呈60°形成加旋冷风气流,强制湍流混合。
进一步的,所述补燃燃烧器与裂解气燃烧器水平成30°夹角设置,所述长明灯的功率为0.5kw。
进一步的,所述裂解气燃烧器上设置有UV紫外火检。
进一步的,步骤一:裂解炉或气柜将各种“特殊”工况的应急废气送至焚烧炉处理系统,详见FG05A01-65-L1B流程,管路入口设置有3个压力变送器,当其中两个压力变送器检测到压力>50Pa,应急焚烧处理系统进入运行工况。
步骤二:PLC系统启动补燃燃烧器,补燃助燃风机K05A01启动,气动调节阀FCV05A01打开至50%,空燃比例阀CV05A01取压管检测到空气压力,比例阀膜片自动调整相应的同比例开度。
步骤三:切断阀XV05A01打开,补燃燃烧器上设置有电极式火检,判断点火成功后。
步骤四:调节阀FCV05A01逐渐调大至90%,使火焰刚性足够强,耐得住不稳定裂解废气的波动冲刷影响,补燃燃烧器额定功率为100kw,补燃燃烧器启动完成。
进一步的,步骤四还包括裂解气增压风机K05A02,补燃燃烧器启动完成后,裂解气助燃风及裂解气增压风机K05A02启动,FCV05A02、FCV05A03为同步调节阀,阀位开度一致,以保证裂解气助燃风配风量恰当,两个调节阀开度及增压风机K05A02的频率通过后台的PID调节程序自动调节,使裂解气入口压力维持在微负压状态,裂解气燃烧器为自主设计的半预混燃烧器,使裂解气机械燃烧更加充分,额定功率为250万Kcal/h。
本发明的技术效果和优点:
1.本发明提供一种轮胎裂解行业裂解气应急焚烧处理系统,通过轮胎裂解生产工艺特点量身定做,能够处理裂解炉的各种工况应急排气。
2.本发明提供一种轮胎裂解行业裂解气应急焚烧处理系统,能够“自动识别来气的热值”,当来气热值很低,不足以自持燃烧时,可以自动混入天然气,以保证裂解气燃烧器能够自持燃烧。
3.本发明提供一种轮胎裂解行业裂解气应急焚烧处理系统,可以根据上游的排气量自动调节废气处理能力,同时也不会造成大的压力波动,进而影响上游生产,并保证任何情况下上游排气均畅通无阻,充分保证生产安全。
4.本发明提供一种轮胎裂解行业裂解气应急焚烧处理系统,通过阻燃结构设置以及裂解气管线压力调节控制,保证爆炸极限范围内的混气不会回火,进而避免安全事故发生。
5.本发明提供一种轮胎裂解行业裂解气应急焚烧处理系统,通过设置有高温氧化室,能够将任何工况应急排气中的烃化物充分氧化分解,进而使烟气VOC达标排放,保证环保安全。
6.本发明提供一种轮胎裂解行业裂解气应急焚烧处理系统,通过设置有烟气冷却装置,可保障烟气排放温度在安全范围内。
7.本发明提供一种轮胎裂解行业裂解气应急焚烧处理系统,通过设置有超低功率自主设计的长明灯,其助燃空气为压缩空气减压气,既能保证系统随启随用,又能使本系统的“待机”工况能耗降至最低。
8.本发明提供一种轮胎裂解行业裂解气应急焚烧处理系统,通过将管路阀组、风机设备、控制系统等设计为集成成撬装置,出厂前完成设备调试工作,大大降低现场的安装调试成本。
附图说明
图1为本发明的PID流程图。
图2为本发明的焚烧炉结构示意图。
图3为本发明的设备总装图。
附图标记为:1、长明灯;2、补燃燃烧器;3、裂解气燃烧器;4、高温氧化室;5、挡风格栅;6、冷风环;7、焚烧炉。
具体实施方式
下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,另外,在以下的实施方式中记载的各结构的形态只不过是例示,本发明所涉及的一种轮胎裂解行业裂解气应急焚烧处理系统并不限定于在以下的实施方式中记载的各结构,在本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施方式都属于本发明保护的范围。
实施例一:
如图1-3所示,一种轮胎裂解行业裂解气应急焚烧处理系统,包括焚烧炉7,焚烧炉7的内部设有高温氧化室4,高温氧化室4的顶部设有挡风格栅5,氧化室4温度达850℃以上,挡风格栅5可以增加烟气在氧化室内的停留时间,保证烟气停留时间在1.2s以上,使未机械燃烧完全的烃化物进一步充分氧化分解,保证烟气VOC达标排放,焚烧炉7上设有补燃燃烧器2,补燃燃烧器2的一端设有长明灯1,长明灯1和补燃燃烧器2组合装配,长明灯1与补燃燃烧器2组合装配更加节约空间且提高点火成功率,焚烧炉7上设有裂解气燃烧器3,补燃燃烧器2与裂解气燃烧器3水平成30°夹角设置,冷风喷口同时与焚烧炉7垂直夹角呈60°形成加旋冷风气流,强制湍流混合,降温效果均匀,降温效果更好,稳定的补燃燃烧器2火焰可以为极其不稳定的裂解气燃烧器3火焰增加一层保护,避免造成裂解气燃烧器3脱火、灭火、回火等状况,焚烧炉7的排烟口前端设置有冷风环6,冷风环6内部设有三层二十四个冷风喷口,每层之间成二十二点五度,冷风喷口与焚烧炉7径向呈30°夹角,冷风喷口与竖直轴向夹角成60°,强烈高速的加旋冷风湍流,可以使烟气温度混合更加均匀,降温效果更好,补燃燃烧器2在PID流程图上的位号是RO5A01,裂解气燃烧器3在PID流程图上的位号是R05A02,裂解气燃烧器3上设置有UV紫外火检,当UV紫外火检检测到裂解气燃烧器3有稳定的火焰后,补燃燃烧器2通过调节阀FCV05A01及空燃比例阀CV05A01负荷自动调低至30%,以节约天然气消耗。当焚烧炉的排烟温度高于要求的安全温度,冷却风机K05A04启动,风机为变频调节,频率与排烟温度T05A01数据连锁控制,保障焚烧排烟温度在安全范围内。
实施例二:
如图1-3所示,长明灯1的功率为0.5kw,在待机工况的情况下,轮胎裂解行业裂解气气应急焚烧处理系统只有“长明灯”运行,长明灯全年365天运行,详见NG05A02-15-L1B流程,长明灯功率为0.5kw,为自主设计的超低功率燃烧器,长明灯由仪表气减压后作为助燃风使用,系统待机工况无动力设备运行,大大降低了系统运行能耗,长明灯装置可保证系统可以随时启动,使系统处理裂解气更加及时,对安全生产起到有效的保护作用。长明灯与补燃燃烧器2组合装配,可以节约安装空间,通过优化设置点火燃烧器喷头位置,使其对补燃燃烧器2的点火更加容易、点火成功率实现100%。
实施例三:
如图1-3所示,步骤一:裂解炉或气柜将各种“特殊”工况的应急废气送至焚烧炉处理系统,详见FG05A01-65-L1B流程,管路入口设置有3个压力变送器,当其中两个压力变送器检测到压力>50Pa,应急焚烧处理系统进入运行工况。
步骤二:PLC系统启动补燃燃烧器2,补燃助燃风机K05A01启动,气动调节阀FCV05A01打开至50%,空燃比例阀CV05A01取压管检测到空气压力,比例阀膜片自动调整相应的同比例开度。
步骤三:切断阀XV05A01打开,补燃燃烧器2上设置有电极式火检,判断点火成功后。
步骤四:调节阀FCV05A01逐渐调大至90%,使火焰刚性足够强,耐得住不稳定裂解废气的波动冲刷影响,补燃燃烧器2额定功率为100kw,补燃燃烧器2启动完成。
步骤四还包括裂解气增压风机K05A02,补燃燃烧器2启动完成后,裂解气助燃风及裂解气增压风机K05A02启动,FCV05A02、FCV05A03为同步调节阀,阀位开度一致,以保证裂解气助燃风配风量恰当,两个调节阀开度及增压风机K05A02的频率通过后台的PID调节程序自动调节,使裂解气入口压力维持在微负压状态,裂解气燃烧器3为自主设计的半预混燃烧器,使裂解气机械燃烧更加充分,额定功率为250万Kcal/h,步骤四还包括裂轮胎裂解炉刚开始裂解阶段,裂解炉内全部为空气,随着裂解气的产气量逐渐加大裂解炉的排气由纯空气至裂解气逐渐过渡,这个过程一般需2至3个小时,通过NG05A01-20-L2B流程调节阀FCV05A04自动向“置换气”中补入天然气,以提高“置换气”的热值,以保证R05A02燃烧器火焰可以自持,使烃类组分完全氧化分解,从而保障烟气VOC达标排放,FG05A01-65-L1B流程管线设置有阻火器XE05A01,同时通过调节阀FCV05A02及增压风机K05A02频率的协同控制,使调节阀前管路有相当大的“正压”,从而保证爆炸极限范围内的混气不会回火,产生“爆炸”风险,步骤四还包括切断阀XV05A03,切断阀XV05A03与调节阀FCV05A02均为常开阀,轮胎裂解行业裂解气应急焚烧处理系统待机及停机工况,两个阀门为开启状态,一旦设备故障或系统断电、断气,都会保障裂解气管路畅通,任何情况均可以使裂解气顺畅排出,进而保障车间的生产系统绝对安全。
实施例四:
如图3所示,为本一种轮胎裂解行业裂解气应急焚烧处理系统的总装配图,本系统主要集成了两套设备,左边图为按照PID流程图装配的所有的管线、阀组及电控设备,在工厂提前组装成撬并做设备单调,右边为焚烧炉本体及燃烧器设备,现场只需要将设备就位,主风管对接,完成小管线的连接工作即可,一天即可完成现场所有安装工作,大大节约安装成本。
综上,如图1-3所示,该一种轮胎裂解行业裂解气应急焚烧处理系统,使用时,具有随用随启动、系统运行安全稳定、废气焚烧干净彻底、排烟温度可控、自动化程度高、生产制造成本低、运行成本低、现场安装简单、操作容易等优点,可充分保证轮胎裂解系统的生产安全、环保安全,根据轮胎裂解生产实际特点,设计的裂解气应急焚烧技术方案,以及根据本工艺思路所衍生出来的技术包括:适用于裂解气应急焚烧的不同功能的燃烧器搭配组合技术;燃烧低热值置换气的“混气”技术;爆炸极限范围内废气的防回火焚烧技术;烟气及时有效的降温技术;能够使废气烃类化合物充分氧化的技术;既保证裂解气燃烧器3火焰稳定又最大程度节约补燃燃气的伴烧技术;能够恰当处理掉当量排气不会造成压力波动进而影响上游生产的废气流量控制技术等。
最后应说明的几点是:首先,在本申请的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内,本系统装置已实际成功应用。