一种无缝领结构及其生产工艺、衣服
文献发布时间:2024-01-17 01:13:28
技术领域
本申请涉及服装的领域,尤其是涉及一种无缝领结构及其生产工艺、衣服。
背景技术
衣领即衣服的领子部分,覆盖于人体颈部,起到保护和装饰作用,常见带衣领的衣服有衬衫、POLO衫等。
公开号为CN105040285A的中国专利公开了一种服装领子制作方法,该方法包括以下工艺步骤:1、将裁剪好的领里放置于底板上表面,领里的外缘面与底板外口线对应;2、将中间板盖置于底板上表面;3、将裁剪好的领面放置于中间板上表面,领面的外缘面与中间板外口线对应;4、将面板盖置于中间板上表面;5、沿走线槽将领里与领面进行缝合。
常规的衣领制作方法基本接近于上述专利公开的方法,采用缝制方法将领里与领面缝合,因此衣领外观上会看到明显的缝线,美观性存在不足,且存在脱线的麻烦。
发明内容
为了提高衣领的美观性和实用性,本申请提供一种无缝领结构及其生产工艺、衣服。
第一方面,本申请提供的一种无缝领结构采用如下的技术方案:
一种无缝领结构,包括领里和领面,所述领里和领面中部形成有翻折线,所述领里和领面之间设置有复合胶片,所述复合胶片于翻折线处的厚度小于其余处。
通过采用上述技术方案,成品衣领没有缝线,美观性好,不存在脱线麻烦,且复合胶片中部较薄,更容易受力后形成折痕,使得衣领容易翻折。
可选的,所述复合胶片包括内衬以及设置于内衬相对两侧的热熔胶层,所述内衬沿翻折线处分设为两半。
通过采用上述技术方案,一是加工方便,热熔胶层受热后便能熔融,将内衬与领里、领面胶粘在一起;二是手感适中,牢固度好,拉伸不容易变形;三是内衬作为骨架,使衣领更为立挺。
第二方面,本申请提供的一种无缝领结构的生产工艺采用如下的技术方案:
一种无缝领结构的生产工艺,包括如下步骤:
裁片:裁剪面料得到领里裁片和领面裁片;
复合:将复合胶片放置于领里裁片和领面裁片之间,加热后相互胶粘,得到复合领;
定型:将复合领翻折形成翻折线,压烫定型。
通过采用上述技术方案,能够得到无缝衣领,且生产效率高。
可选的,还包括设置于裁片步骤之后的预缝步骤,具体过程如下:将领里裁片和领面裁片两端对应缝合,得到预缝片;
还包括设置于复合步骤之后的修边步骤,具体过程如下:将复合领两端裁边,去除缝线。
通过采用上述技术方案,一是保证复合步骤中领里裁片和领面裁片对准,降低废料率,二是便于复合胶片放置时快速对位,生产效率高。
可选的,所述复合步骤采用复合装置,所述复合装置包括底座、设置于底座上的模座、上料组件、压紧组件和下料组件;
所述模座侧面设置为与预缝片侧面弧线对应的弧形面,所述模座于弧形面处连接有扩口套,所述扩口套用于供预缝片套在外侧,所述扩口套背离模座的一侧设置有下料缺口;
所述上料组件用于将复合胶片放入扩口套内部;
所述压紧组件用于将预缝片和复合胶片压紧;
所述下料组件用于带动压紧组件朝向或背离模座移动。
通过采用上述技术方案,特别组装专门用于复合步骤的复合装置,以提高复合步骤的效率并降低失误率。
先将预缝片套在扩口套外侧,再推动至抵接于弧形面,接着启动上料组件,将复合胶片放入扩口套内部,然后启动压紧组件,将预缝片和复合胶片压紧,最后启动下料组件,将压紧的预缝片和复合胶片移出扩口套。
可选的,所述上料组件包括用于放置复合胶片的托板以及用于推动托板伸入扩口套的上料气缸,所述托板朝向扩口套的一侧设置有与下料缺口对应的让位缺口。
通过采用上述技术方案,待预缝片和复合胶片压紧后,上料气缸复位,便能使得托板先移出扩口套,不影响后续操作进行。
可选的,所述托板上侧连接有凸条,所述凸条用于卡入复合胶片中线处。
通过采用上述技术方案,保证复合胶片相对托板的位置固定,进而保证其推入扩口套后能够抵接弧形面,避免复合胶片位置便宜,降低失误率。
可选的,所述压紧组件设置有两个且分别位于扩口套相对两侧,所述压紧组件包括用于伸入下料缺口的压紧条以及用于驱动压紧条移动的压紧气缸。
通过采用上述技术方案,启动压紧气缸,相对两个压紧条便能相向移动,使得预缝片和复合胶片压紧。
可选的,所述下料组件包括用于固定压紧组件的下料架、与下料架螺纹连接的下料丝杆、与下料架滑动连接的导向杆以及用于驱动下料丝杆转动的下料电机,所述下料丝杆转动连接有与底座连接的转动座,所述导向杆两端连接有与底座连接的导向座。
通过采用上述技术方案,启动下料电机,驱动下料丝杆转动,便能带动下料架移动,进而带动压紧后的预缝片和复合胶片移出扩口套。
第三方面,本申请提供的一种衣服采用如下的技术方案:
一种衣服,包括上述无缝领结构。
综上所述,本申请包括以下至少一种有益技术效果:
1、通过复合胶片的设置,使得成品衣领没有缝线,立挺,美观性好,不存在脱线麻烦,且生产工艺具有衣领容易翻折、加工方便的优点;
2、通过复合装置的设置,提高复合步骤的工作效率。
附图说明
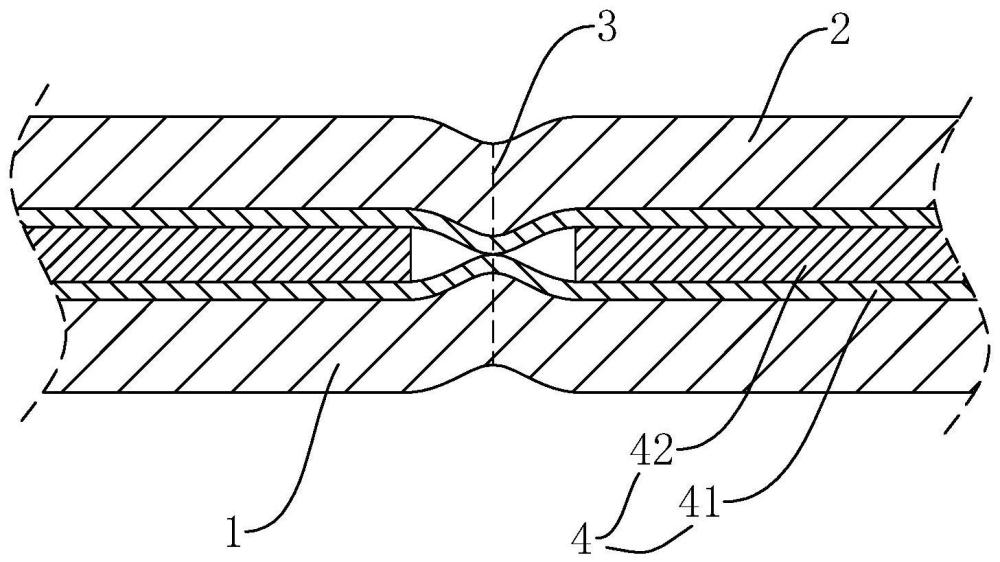
图1是本申请实施例的无缝领结构的剖视示意图;
图2是本申请实施例的预缝片和成品衣领的结构示意图;
图3是本申请实施例的复合装置的结构示意图;
图4是本申请实施例的模座和扩口套的结构示意图;
图5是本申请实施例的下料组件和压紧组件的结构示意图;
图6是本申请实施例的上料组件的结构示意图。
附图标记说明:1、领里;2、领面;3、翻折线;4、复合胶片;41、热熔胶层;42、内衬;5、预缝片;6、成品衣领;7、复合装置;71、底座;72、模座;721、弧形面;73、上料组件;731、托板;7311、让位缺口;7312、凸条;732、上料气缸;74、压紧组件;741、压紧条;742、压紧气缸;75、下料组件;751、下料架;752、下料丝杆;753、导向杆;754、下料电机;755、转动座;756、导向座;76、扩口套;761、下料缺口。
具体实施方式
以下结合附图1-6对本申请作进一步详细说明。
本申请实施例公开一种无缝领结构及其生产工艺、衣服。
参照图1,无缝领结构包括领里1、领面2以及连接于领里1和领面2之间的复合胶片4。领里1和领面2为针织面料,领里1和领面2沿对称中线形成有翻折线3,用于翻领。
本申请实施例中,复合胶片4包括内衬42以及设置于内衬42相对两侧的热熔胶层41,热熔胶层41为高弹热熔胶膜,两个热熔胶层41于翻折线3处粘合。内衬42为高弹软衬,内衬42沿翻折线3处分设为两半,两部分之间具有间隙。因此,复合胶片4于翻折线3处的厚度小于其余处,受力后容易形成折痕,使得衣领容易翻折。需要说明的是,复合胶片4制造时,可以先预热,使得内衬42和热熔胶层41相连,且热熔胶层41中部相粘合,以便于后续放入领里1和领面2之间。
在其余实施方式中,复合胶片4包括位于两侧的复合层以及位于中部的薄胶层,复合层为中部内衬42、两侧热熔胶层41的复合结构,薄胶层为热熔胶条。两种实施方式的作用效果近似,区别在于本申请实施例所公开的复合胶片4结构生产加工更为方便。
本申请实施例公开了一种衣服,包括上述无缝领结构,具体地,衣服类型可以为衬衫、POLO衫等带领衣服。
参照图2,一种无缝领结构的生产工艺,包括如下步骤:
裁片:裁剪高弹针织面料得到领里裁片和领面裁片;
预缝:将领里裁片和领面裁片对齐,两端均平车拼缝,得到预缝片5;
复合:通过复合装置7将复合胶片4放置于领里裁片和领面裁片之间,再进行加热,使热熔胶层41熔融,相互胶粘,得到复合领;
修边:裁剪修整复合领边缘,去除缝线;
定型:将复合领翻折形成翻折线3,压烫定型后得到成品衣领6。
参照图3,复合装置7包括底座71、设置于底座71上的模座72、上料组件73、压紧组件74和下料组件75,模座72朝向下料组件75的一侧连接有扩口套76。先将预缝片5套在扩口套76外侧,再利用上料组件73,将复合胶片4放入扩口套76内部,然后启动压紧组件74,将预缝片5和复合胶片4压紧,最后启动下料组件75,将压紧的预缝片5和复合胶片4移出扩口套76,便能半自动完成预缝片5和复合胶片4的复合,失误率低,效率高。
参照图3、图4,模座72通过螺栓固定连接于底座71上侧,根据不同衣领的尺寸需求可以更换对应的模座72。模座72朝向上料组件73的一侧形成有弧形面721,弧形面721的横截面弧线与预缝片5侧面弧形的尺寸相同,以便于供预缝片5精准定位。
模座72中部于弧形面721处固定连接有扩口套76,扩口套76包括两个沿水平面设置且相平行的薄板以及一体连接于薄板对应两端之间的圆弧板。扩口套76横向长度等于裁片两端缝线之间的距离,扩口套76竖向内宽大于复合胶片4的厚度。由于领里裁片和领面裁片均采用弹性面料制得,能够撑大并套在扩口套76外侧,以便于复合胶片4放入预缝片5内部。扩口套76背离模座72的一侧间隔设置有多个下料缺口761,本申请实施例中,下料缺口761设置有五个,在其余实施方式中还可以是三个、四个或更多,根据实际需求而定。
参照图5,下料组件75包括用于固定压紧组件74的下料架751、与下料架751下端螺纹连接的下料丝杆752、与下料架751下端滑动连接的导向杆753以及用于驱动下料丝杆752转动的下料电机754。下料架751呈框型且套设于扩口套76外侧,下料丝杆752和导向杆753相平行且垂直于模座72。下料丝杆752两端均转动连接有转动座755,转动座755与底座71固定连接。导向杆753两端均固定连接有导向座756,导向座756与底座71固定连接。下料电机754为伺服电机且机体与底座71固定连接、输出轴与下料丝杆752固定连接。启动下料电机754,驱动下料丝杆752转动,便能带动下料架751靠近或远离模座72移动。
参照图4、图5,为了便于将对位后的预缝片5和复合胶片4移出扩口套76,压紧组件74设置有两个且分别位于扩口套76上下两侧。压紧组件74包括用于伸入下料缺口761的压紧条741以及用于驱动压紧条741移动的压紧气缸742,压紧气缸742的缸体与下料架751固定连接、活塞杆朝向扩口套76设置且与压紧条741固定连接。压紧条741包括与压紧气缸742活塞杆固定连接的连接条、多个间隔固定连接于连接条靠近扩口套76一侧的压紧杆,压紧杆设置有五个且与下料缺口761的位置一一对应。压紧杆为橡胶制,具有弹性且摩擦力大,压紧效果好。连接条两端均滑动穿设有与下料架751固定连接的滑杆,对压紧条741的滑移起到导向作用。滑杆靠近扩口套76的一端连接有限位盘,对压紧条741的移动起到限位作用,保证压紧效果。
参照图3、图6,上料组件73包括用于放置复合胶片4的托板731以及用于推动托板731伸入扩口套76的上料气缸732,上料气缸732的缸体与底座71之间通过支撑座固定连接、活塞杆朝向扩口套76设置且与托板731固定连接。托板731靠近扩口套76的一侧呈弧形且与弧形面721相配合,托板731上端供复合胶片4放置。托板731朝向扩口套76的一侧设置有与下料缺口761对应的让位缺口7311。当托板731卡入扩口套76至贴合弧形面721时,让位缺口7311可供压紧条741卡入。托板731上侧中部固定连接有截面呈半圆形的凸条7312,复合胶片4正放在托板731上侧时凸条7312卡入复合胶片4中线处,即翻折线3处,进而保证复合胶片4相对托板731的位置固定。
本申请实施例的复合装置的实施原理为:
首先,将预缝片5撑开并套在扩口套76外侧,再推动预缝片5至抵接于弧形面721,接着将复合胶片4放在托板731上,启动上料气缸732,将复合胶片4放入扩口套76内部,然后启动压紧气缸742,两个压紧条741相向移动,将预缝片5和复合胶片4压紧,接着上料气缸732复位,托板731移出扩口套76,而复合胶片4受压而无法移出,最后启动下料电机754,下料丝杆752转动而带动下料架751背离模座72移动,进而将压紧的预缝片5和复合胶片4移出扩口套76,压紧气缸742复位后便能拿到复合好的预缝片5和复合胶片4,以便于后续加工进行。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。