一种防跑绒的羽绒服的加工工艺
文献发布时间:2024-01-17 01:19:37
技术领域
本发明涉及服装技术领域,具体为一种防跑绒的羽绒服的加工工艺。
背景技术
羽绒服已经成为当今人类过冬不可缺少的服装品。随着羽绒服的常态化,人们对其羽绒服的质量要求也越来越高。技术的改进,使得羽绒服的质量较之过去有了显著的提高和改善。
1、在现有的技术中,市场上的羽绒服还是存在着一个肉眼可见的质量问题,也是所有服装厂都在想方设法想要解决的质量问题,即羽绒服容易出现跑绒的问题,当羽绒服存在跑绒现象时,羽绒服的质量会大打折扣,同时,羽绒服内跑出来的绒丝降低羽绒服的保暖性;
2、同时,现有的技术在对羽绒服的面料及胆布进行涂层时,由于在涂层的过程中不便对涂层液进行搅拌,从而导致涂层液容易出现沉淀的情况,进而影响面料及胆布的涂层效果;
3、现有的技术在对羽绒服的面料及胆布进行涂层时,喷涂涂层液的过程中无法使涂层液均匀的附着在面料及胆布的表面,同时无法刮除面料及胆布表面多余的涂层液,从而导致面料及胆布的涂层效果差,针对上述问题,发明人提出一种防跑绒的羽绒服的加工工艺用于解决上述问题。
发明内容
为了解决羽绒服容易出现跑绒现象以及面料及胆布的涂层效果差的问题;本发明的目的在于提供一种防跑绒的羽绒服的加工工艺。
为解决上述技术问题,本发明采用如下技术方案:一种防跑绒的羽绒服的加工工艺,包括以下步骤:
S1、面料涂层处理
将面料通过高温、粘合、粉刷、高压、喷涂设备等工艺技术手段将涂层永久性的固定在面料的背面,再卷成匹待用;
S2、胆布涂层处理
将胆布通过高温、粘合、粉刷、喷涂设备等工艺技术手段将防绒胶永久性的与胆布结合,再卷成匹待用;
S3、缝纫线的防静电处理
将缝纫线浸泡在防静电溶液中,当完全浸透后,捞出自然晾干,静置约5小时后重新卷到线圈上待用;
S4、面料胆布的缝合
将带有涂层的面料,在上、下放两层涂有防绒胶的胆布,使用德国进口防热针,通过链式机,针距控制在3cm/13针以上,用高士线绗线将三层布料缝制固定在一起,四周的缝位使用锁边包边机将缝头进行锁边包边处理;
S5、绒子的填充
将绒子通过充绒枪平均填充到各个绗线通道里,再车线封口固定,缝位锁边包边处理。
优选地,所述喷涂设备包括有作业台,所述作业台的上表面固定安装有喷涂箱,所述喷涂箱的一侧转动安装有箱门,所述箱门的一侧固定安装有拉手,所述喷涂箱的内壁固定安装有存储罐,所述存储罐的一端固定安装有进料管,所述喷涂箱的一侧开设有第一穿插槽,所述喷涂箱远离第一穿插槽的一侧开设有第二穿插槽,所述第一穿插槽和第二穿插槽的内壁均转动安装有两个转动轴,所述转动轴的外壁固定安装有引导辊,所述喷涂箱的内部固定设有支撑台,所述支撑台的下表面固定安装有均匀分布的支撑杆,所述支撑杆远离支撑台的一端和喷涂箱的内壁固定连接,所述喷涂箱的内部分别设有喷涂机构和匀料机构,所述存储罐的内部设有搅拌机构。
优选地,所述喷涂机构包括有U型座,所述U型座的一面和喷涂箱的内壁固定连接,所述喷涂箱的一侧转动安装有第一转动杆,所述第一转动杆的一端贯穿U型座并和U型座转动连接,所述第一转动杆靠近U型座的一端固定安装有固定套,所述固定套的外壁固定安装有安装架,所述安装架的内壁固定安装有喷头,所述喷头靠近安装架的一面固定安装有连接软管,所述连接软管和喷涂箱活动插接,所述连接软管远离喷头的一端和存储罐的底端固定连接,所述第一转动杆远离U型座的一端固定安装有驱动齿轮,所述喷涂箱的一侧固定安装有连接轴,所述连接轴远离喷涂箱的一端转动安装有摆动板,所述摆动板的一端固定安装有弧面齿环,所述弧面齿环和驱动齿轮啮合连接,所述喷涂箱的一侧固定设有伺服电机,所述喷涂箱的一侧固定安装有L型固定架,所述伺服电机和L型固定架的内壁固定连接,所述伺服电机的驱动输出端固定安装有第二转动杆,所述第二转动杆远离伺服电机的一端固定安装有第一转动盘,所述第一转动盘远离第二转动杆的一侧固定安装有驱动杆,所述摆动板的一侧开设有条形槽,所述驱动杆远离第一转动盘的一端和条形槽的内壁活动接触。
优选地,所述匀料机构包括有机架板,所述机架板的下表面固定安装有橡胶刮条,所述喷涂箱的内部设有推动座,所述推动座的下表面固定安装有两个连接杆,两个所述连接杆远离推动座的一端和机架板的上表面固定连接,所述推动座的内壁转动安装有转轴,所述转轴的外壁固定安装有推动杆,所述喷涂箱的内壁固定安装有固定板,所述固定板的一侧开设有导向槽,所述导向槽的内壁滑动连接有导向块,所述导向块的一侧固定安装有固定杆,所述固定杆远离导向块的一端和推动座的一侧固定连接,所述喷涂箱远离箱门的一侧转动设有第三转动杆,所述喷涂箱远离箱门的一侧固定安装有第一支撑板,所述第三转动杆贯穿第一支撑板并和第一支撑板转动连接,所述第三转动杆的一端固定安装有第二转动盘,所述第二转动盘远离第三转动杆的一侧固定安装有凸杆,所述凸杆远离第二转动盘的一端和推动杆的一端转动连接,所述第二转动杆靠近伺服电机的一端和第三转动杆远离第二转动盘的一端均固定安装有第一同步轮,两个所述第一同步轮之间传动连接有第一同步带。
优选地,所述搅拌机构包括有搅拌杆,所述搅拌杆贯穿存储罐并和存储罐转动连接,所述搅拌杆的外壁固定安装有套辊,所述套辊的外壁固定安装有均匀分布的转动板,所述转动板的表面固定安装有均匀分布的搅拌叶片,所述喷涂箱的上表面转动设有传动杆,所述喷涂箱的上表面固定安装有第二支撑板,所述传动杆贯穿第二支撑板并和第二支撑板转动连接,所述传动杆的一端和搅拌杆的一端均固定安装有锥齿轮,两个所述锥齿轮相互啮合,所述第二转动杆远离伺服电机的一端和传动杆的另一端均固定安装有第二同步轮,两个所述第二同步轮之间传动连接有第二同步带。
与现有技术相比,本发明的有益效果在于:
1、通过在面料及胆布的背面增涂防绒涂层工艺,堵住因梭织工艺而造成的面料空隙,同时堵住因梭织工艺而造成的胆布空隙;
2、通过采用高士线缝纫线,相较于普通缝纫线,由于高士线缝纫线是一种膨胀线,可在穿过面料时迅速膨胀,堵住针孔,通过对缝纫线事先做抗静电处理,避免产生静电的问题;
3、通过在缝边上增加锁边包边工艺,确保羽绒不从缝边处跑出,绗线采用链式缝工艺,相较于传统的平缝线工艺,优点在于正面线迹上同普通线迹无差别,但背面线迹成圈圈缠绕的环形坨线,即保证正面线迹的美观,又可在底面通过增加线的面积来堵住针孔,同时,线迹具有良好的回弹性,能满足服装在运动时需要的伸展要求;
4、通过填充绒子,充绒方式将以前的先充绒再绗线改为先绗线再充绒,避免压脚和缝纫针在羽绒上的反复碾压、针扎,从而避免破坏羽绒的结构而导致产生出大量的损伤绒、绒丝,还可避免羽绒被缝纫针带出到外面;
5、在缝制时通过调密针距,使缝合处留的空隙小,保证羽绒不能从缝合处的针孔中跑出,在羽绒的质量上,选择绒朵直径大于16MM以上的优质大绒朵,相较于传统的脆绒、小绒朵、残次绒,大绒朵体积大很难通过针孔跑出来;
6、通过驱动搅拌杆转动,搅拌杆通过套辊使转动板和搅拌叶片转动,搅拌叶片对存储罐内的涂层液进行搅拌,从而方便的实现了涂层液的搅拌,避免涂层作业过程中的涂层液出现沉淀的现象,进而提高后续面料或胆布的涂层效果;
7、通过驱动第一转动杆往复转动,第一转动杆通过固定套和安装架使喷头往复摆动,喷头的往复摆动将涂层液均匀的喷涂在面料或胆布的上表面,通过驱动机架板和橡胶刮条往复水平移动,橡胶刮条将涂层液均匀的涂覆在面料或胆布的上表面,并将面料或胆布上表面多余的涂层液刮除,从而方便的实现了涂层液的匀料及多余涂层液的刮除,进而有效的提高了面料或胆布涂层的效果。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
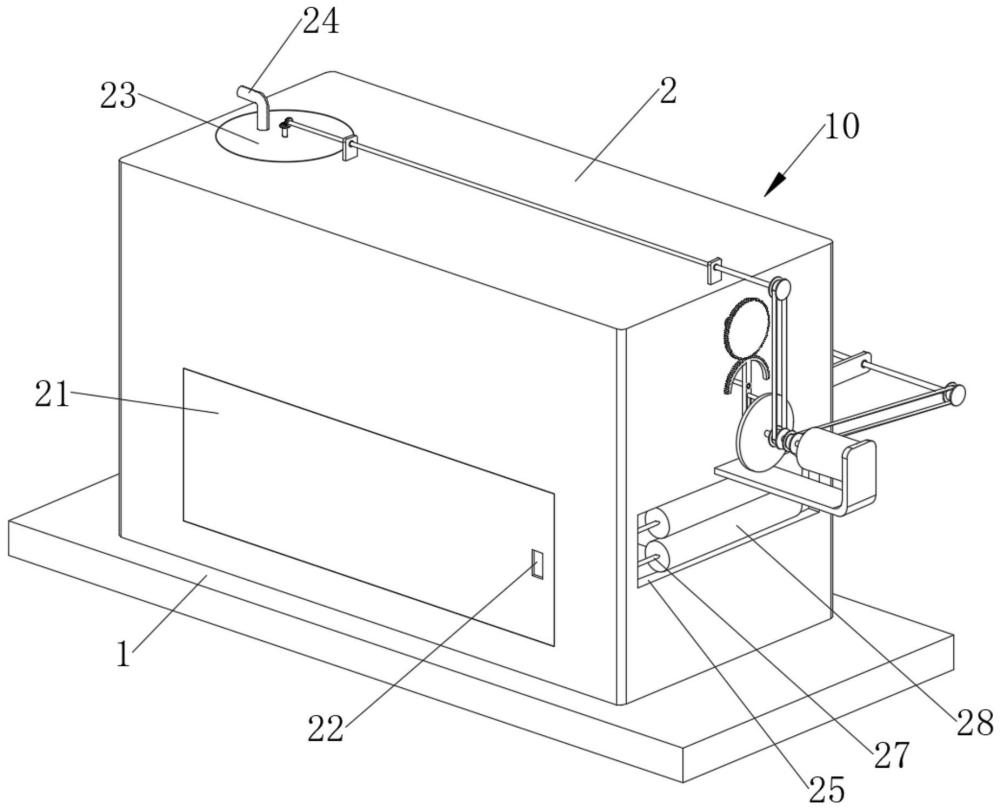
图1为本发明喷涂设备的整体结构示意图。
图2为本发明喷涂设备的另一整体结构示意图。
图3为本发明喷涂箱的剖切结构示意图。
图4为本发明喷涂机构、匀料机构、搅拌机构的连接及存储罐的剖切结构示意图。
图5为本发明图4中的A部放大示意图。
图6为本发明图4中的B部放大示意图。
图7为本发明图4中的C部放大示意图。
图8为本发明图4中的D部放大示意图。
图中:10、喷涂设备;1、作业台;2、喷涂箱;21、箱门;22、拉手;23、存储罐;24、进料管;25、第一穿插槽;26、第二穿插槽;27、转动轴;28、引导辊;29、支撑台;291、支撑杆;3、喷涂机构;31、U型座;32、第一转动杆;33、固定套;34、安装架;35、喷头;351、连接软管;36、驱动齿轮;37、连接轴;38、摆动板;39、弧面齿环;4、伺服电机;41、L型固定架;42、第二转动杆;43、第一转动盘;44、驱动杆;45、条形槽;5、匀料机构;51、机架板;52、橡胶刮条;53、推动座;54、连接杆;55、转轴;56、推动杆;57、固定板;58、导向槽;59、导向块;6、固定杆;61、第三转动杆;611、第一支撑板;62、第二转动盘;63、凸杆;64、第一同步轮;65、第一同步带;7、搅拌机构;71、搅拌杆;72、套辊;73、转动板;74、搅拌叶片;75、传动杆;751、第二支撑板;76、锥齿轮;77、第二同步轮;78、第二同步带。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:如图1-8所示,本发明提供了一种防跑绒的羽绒服的加工工艺,包括以下步骤:
S1、面料涂层处理
将面料通过高温、粘合、粉刷、高压、喷涂设备10等工艺技术手段将涂层永久性的固定在面料的背面,再卷成匹待用;
S2、胆布涂层处理
将胆布通过高温、粘合、粉刷、喷涂设备10等工艺技术手段将防绒胶永久性的与胆布结合,再卷成匹待用;
S3、缝纫线的防静电处理
将缝纫线浸泡在防静电溶液中,当完全浸透后,捞出自然晾干,静置约5小时后重新卷到线圈上待用;
S4、面料胆布的缝合
将带有涂层的面料,在上、下放两层涂有防绒胶的胆布,使用德国进口防热针,通过链式机,针距控制在3cm/13针以上,用高士线绗线将三层布料缝制固定在一起,四周的缝位使用锁边包边机将缝头进行锁边包边处理;
S5、绒子的填充
将绒子通过充绒枪平均填充到各个绗线通道里,再车线封口固定,缝位锁边包边处理。
通过采用上述技术方案,通过在缝边上增加锁边包边工艺,确保羽绒不从缝边处跑出,绗线采用链式缝工艺,相较于传统的平缝线工艺,优点在于正面线迹上同普通线迹无差别,但背面线迹成圈圈缠绕的环形坨线,即保证正面线迹的美观,又可在底面通过增加线的面积来堵住针孔,同时,线迹具有良好的回弹性,能满足服装在运动时需要的伸展要求;通过填充绒子,充绒方式将以前的先充绒再绗线改为先绗线再充绒,避免压脚和缝纫针在羽绒上的反复碾压、针扎,从而避免破坏羽绒的结构而导致产生出大量的损伤绒、绒丝,还可避免羽绒被缝纫针带出到外面;通过在面料及胆布的背面增涂防绒涂层工艺,可堵住因梭织工艺而造成的面料空隙,同时堵住因梭织工艺而造成的胆布空隙;通过采用高士线缝纫线,相较于普通缝纫线,由于高士线缝纫线是一种膨胀线,可在穿过面料时迅速膨胀,堵住针孔,通过对缝纫线事先做抗静电处理,避免产生静电的问题;在缝制时通过调密针距,使缝合处留的空隙小,保证羽绒不能从缝合处的针孔中跑出,在羽绒的质量上,选择绒朵直径大于16MM以上的优质大绒朵,相较于传统的脆绒、小绒朵、残次绒,大绒朵体积大很难通过针孔跑出来;缝纫针摒弃传统的普通缝纫针,选用德国进口防热针,相较于普通的缝纫针,优点在于,在外层涂抹了层氮化钛涂层,此保护层能在高速的、长时间的运作中,依旧能保证本身机针不发热,从而达到针孔变大不变大的目的。
喷涂设备10包括有作业台1,作业台1的上表面固定安装有喷涂箱2,喷涂箱2的内壁固定安装有存储罐23,喷涂箱2的一侧开设有第一穿插槽25,喷涂箱2远离第一穿插槽25的一侧开设有第二穿插槽26,第一穿插槽25和第二穿插槽26的内壁均转动安装有两个转动轴27,转动轴27的外壁固定安装有引导辊28,喷涂箱2的内部固定设有支撑台29,喷涂箱2的内部分别设有喷涂机构3和匀料机构5,存储罐23的内部设有搅拌机构7。
通过采用上述技术方案,通过设置存储罐23,存储罐23便于存储涂层液,通过设置第一穿插槽25和第二穿插槽26,放卷过程中的面料或胆布从第一穿插槽25进入喷涂箱2的内部,再经第二穿插槽26延伸出,通过设置引导辊28,四个引导辊28对放卷过程中的面料或胆布进行引导,通过设置支撑台29,穿过喷涂箱2的面料或胆布与支撑台29的上表面接触,通过设置喷涂机构3和匀料机构5,喷涂机构3将涂层液均匀的喷涂在面料或胆布的上表面,匀料机构5使涂层液均匀的涂覆在面料或胆布的上表面,并刮除掉面料或胆布上表面多余的涂层液,通过设置搅拌机构7,搅拌机构7对存储罐23内的涂层液进行搅拌,避免涂层液出现沉淀的现象。
喷涂箱2的一侧转动安装有箱门21,箱门21的一侧固定安装有拉手22,存储罐23的一端固定安装有进料管24,支撑台29的下表面固定安装有均匀分布的支撑杆291,支撑杆291远离支撑台29的一端和喷涂箱2的内壁固定连接。
通过采用上述技术方案,通过拉动拉手22打开箱门21,便于工作人员使面料穿过喷涂箱2,通过设置进料管24,便于工作人员将涂层液加入存储罐23的内部,通过设置支撑杆291,支撑杆291对支撑台29进行支撑固定。
喷涂机构3包括有U型座31,U型座31的一面和喷涂箱2的内壁固定连接,喷涂箱2的一侧转动安装有第一转动杆32,第一转动杆32的一端贯穿U型座31并和U型座31转动连接,第一转动杆32靠近U型座31的一端固定安装有固定套33,固定套33的外壁固定安装有安装架34,安装架34的内壁固定安装有喷头35,第一转动杆32远离U型座31的一端固定安装有驱动齿轮36,喷涂箱2的一侧固定安装有连接轴37,连接轴37远离喷涂箱2的一端转动安装有摆动板38,摆动板38的一端固定安装有弧面齿环39,弧面齿环39和驱动齿轮36啮合连接。
通过采用上述技术方案,通过驱动摆动板38以连接轴37的轴心为圆心往复摆动,摆动板38通过弧面齿环39使驱动齿轮36往复转动,驱动齿轮36使第一转动杆32往复转动,第一转动杆32通过固定套33和安装架34使喷头35往复摆动,喷头35的往复摆动将涂层液均匀的喷涂在面料或胆布的上表面。
喷头35靠近安装架34的一面固定安装有连接软管351,连接软管351和喷涂箱2活动插接,连接软管351远离喷头35的一端和存储罐23的底端固定连接。
通过采用上述技术方案,通过设置连接软管351,存储罐23内的涂层液通过连接软管351进入喷头35的内部。
喷涂箱2的一侧固定设有伺服电机4,喷涂箱2的一侧固定安装有L型固定架41,伺服电机4和L型固定架41的内壁固定连接,伺服电机4的驱动输出端固定安装有第二转动杆42,第二转动杆42远离伺服电机4的一端固定安装有第一转动盘43,第一转动盘43远离第二转动杆42的一侧固定安装有驱动杆44,摆动板38的一侧开设有条形槽45,驱动杆44远离第一转动盘43的一端和条形槽45的内壁活动接触。
通过采用上述技术方案,通过开启伺服电机4,伺服电机4的驱动轴使第二转动杆42转动,第二转动杆42通过第一转动盘43使驱动杆44以第一转动盘43的轴心为圆心转动,驱动杆44通过条形槽45使摆动板38以连接轴37的轴心为圆心往复摆动。
匀料机构5包括有机架板51,机架板51的下表面固定安装有橡胶刮条52,喷涂箱2的内部设有推动座53,推动座53的下表面固定安装有两个连接杆54,两个连接杆54远离推动座53的一端和机架板51的上表面固定连接,推动座53的内壁转动安装有转轴55,转轴55的外壁固定安装有推动杆56,喷涂箱2远离箱门21的一侧转动设有第三转动杆61,第三转动杆61的一端固定安装有第二转动盘62,第二转动盘62远离第三转动杆61的一侧固定安装有凸杆63,凸杆63远离第二转动盘62的一端和推动杆56的一端转动连接,第二转动杆42靠近伺服电机4的一端和第三转动杆61远离第二转动盘62的一端均固定安装有第一同步轮64,两个第一同步轮64之间传动连接有第一同步带65。
通过采用上述技术方案,当第二转动杆42转动时,第二转动杆42通过两个第一同步轮64和第一同步带65使第三转动杆61转动,第三转动杆61通过第二转动盘62使凸杆63使推动杆56往复作业,推动杆56通过转轴55和推动座53和连接杆54使机架板51和橡胶刮条52往复水平移动,橡胶刮条52的往复水平移动将涂层液均匀的涂覆在面料或胆布的上表面,并将面料或胆布上表面多余的涂层液刮除。
喷涂箱2的内壁固定安装有固定板57,固定板57的一侧开设有导向槽58,导向槽58的内壁滑动连接有导向块59,导向块59的一侧固定安装有固定杆6,固定杆6远离导向块59的一端和推动座53的一侧固定连接,喷涂箱2远离箱门21的一侧固定安装有第一支撑板611,第三转动杆61贯穿第一支撑板611并和第一支撑板611转动连接。
通过采用上述技术方案,通过设置导向槽58、导向块59和固定杆6,导向块59通过固定杆6对推动座53进行水平方向的导向,使推动座53保持水平方向移动,从而使机架板51和橡胶刮条52保持水平方向移动。
搅拌机构7包括有搅拌杆71,搅拌杆71贯穿存储罐23并和存储罐23转动连接,搅拌杆71的外壁固定安装有套辊72,套辊72的外壁固定安装有均匀分布的转动板73,转动板73的表面固定安装有均匀分布的搅拌叶片74,喷涂箱2的上表面转动设有传动杆75,传动杆75的一端和搅拌杆71的一端均固定安装有锥齿轮76,两个锥齿轮76相互啮合,第二转动杆42远离伺服电机4的一端和传动杆75的另一端均固定安装有第二同步轮77,两个第二同步轮77之间传动连接有第二同步带78。
通过采用上述技术方案,当第二转动杆42转动时,第二转动杆42通过两个第二同步轮77和第二同步带78使传动杆75转动,传动杆75通过两个锥齿轮76使搅拌杆71转动,搅拌杆71通过套辊72使转动板73和搅拌叶片74转动,搅拌叶片74对存储罐23内的涂层液进行搅拌。
喷涂箱2的上表面固定安装有第二支撑板751,传动杆75贯穿第二支撑板751并和第二支撑板751转动连接。
通过采用上述技术方案,通过设置第二支撑板751,第二支撑板751对传动杆75进行支撑。
工作原理:通过S1-S5中的工艺,面料及胆布的背面增涂防绒涂层工艺,堵住因梭织工艺而造成的面料空隙,同时堵住因梭织工艺而造成的胆布空隙;
通过采用高士线缝纫线,相较于普通缝纫线,由于高士线缝纫线是一种膨胀线,可在穿过面料时迅速膨胀,堵住针孔,通过对缝纫线事先做抗静电处理,避免产生静电的问题;
通过在缝边上增加锁边包边工艺,确保羽绒不从缝边处跑出,绗线采用链式缝工艺,相较于传统的平缝线工艺,优点在于正面线迹上同普通线迹无差别,但背面线迹成圈圈缠绕的环形坨线,即保证正面线迹的美观,又可在底面通过增加线的面积来堵住针孔,同时,线迹具有良好的回弹性,能满足服装在运动时需要的伸展要求;
通过填充绒子,充绒方式将以前的先充绒再绗线改为先绗线再充绒,避免压脚和缝纫针在羽绒上的反复碾压、针扎,从而避免破坏羽绒的结构而导致产生出大量的损伤绒、绒丝,还可避免羽绒被缝纫针带出到外面;
在缝制时通过调密针距,使缝合处留的空隙小,保证羽绒不能从缝合处的针孔中跑出,在羽绒的质量上,选择绒朵直径大于16MM以上的优质大绒朵,相较于传统的脆绒、小绒朵、残次绒,大绒朵体积大很难通过针孔跑出来;
当需要对面料或胆布进行涂层处理时,工作人员首先使放卷状态的面料或胆布从四个引导辊28之间穿过,此时,面料或胆布贯穿喷涂箱2,并与支撑台29的上表面接触;
然后工作人员使外部输液管与进料管24连接,外部涂层液通过进料管24进入存储罐23的内部,此时工作人员开启伺服电机4,伺服电机4的驱动轴使第二转动杆42转动,第二转动杆42通过两个第二同步轮77和第二同步带78使传动杆75转动,传动杆75通过两个锥齿轮76使搅拌杆71转动,搅拌杆71通过套辊72使多个转动板73和多个搅拌叶片74转动,多个搅拌叶片74转动的同时对存储罐23内的涂层液进行搅拌,从而方便的实现了涂层液的搅拌,避免涂层作业过程中的涂层液出现沉淀的现象,进而提高后续面料或胆布的涂层效果;
与此同时,第二转动杆42通过第一转动盘43使驱动杆44以第一转动盘43的轴心为圆心转动,驱动杆44通过条形槽45使摆动板38以连接轴37的轴心为圆心往复摆动,摆动板38通过弧面齿环39使驱动齿轮36往复转动,驱动齿轮36使第一转动杆32往复转动,第一转动杆32通过固定套33和安装架34使喷头35往复摆动,喷头35的往复摆动将涂层液均匀的喷涂在面料或胆布的上表面,从而方便的实现了涂层液的均匀喷涂;
同时,随着外部放卷设备的作业,使表面附着涂层液的面料或胆布移动至橡胶刮条52的水平位置处,第二转动杆42通过两个第一同步轮64和第一同步带65使第三转动杆61转动,第三转动杆61通过第二转动盘62使凸杆63使推动杆56往复作业,推动杆56通过转轴55和推动座53和连接杆54使机架板51和橡胶刮条52往复水平移动,橡胶刮条52的往复水平移动将涂层液均匀的涂覆在面料或胆布的上表面,并将面料或胆布上表面多余的涂层液刮除,从而方便的实现了涂层液的匀料及多余涂层液的刮除,进而有效的提高了面料或胆布涂层的效果。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。