一种用于GD包装机一号轮的调试工装及其使用方法
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及烟草设备辅助装置技术领域,尤其涉及一种用于GD包装机一号轮的调试工装,还涉及一种用于GD包装机一号轮的调试工装的使用方法。
背景技术
随着卷烟产品结构的不断提升,卷烟包装设备也在不断升级。在常规包装设备的基础上,近些年逐步开发出异型包装设备,涵盖有硬盒、软盒、软盒硬化、细支(97mm)、细支(90mm)、中支、短支等包装机型。
卷包车间生产的卷烟品牌规格越多,用于包装相应卷烟品牌的机型也就越多,为了使得包装设备能够正常运行避免出现停产的风险,需要对各种机型进行月末保养、日常轮保。一号轮作为GD包装机的重要组成部分,其具有完成烟支组传送的功能,在运行过程中,其上设置的护烟板和抱烟夹均需要与烟支进行直接接触,为了保证GD包装机一号轮的正常运行,确保与烟支直接接触的部件达到能够正常运行的标准,需要对GD包装机一号轮进行部件检修、维护、保养、调试工作,尤其是要将GD包装机一号轮的合拢后抱烟夹的工作面与其同侧的护烟板的工作面调试为同一个平面,将GD包装机一号轮的主体的中心轴线距护烟板的远离主体的一端的距离调试为130mm标准距离,若无法使得合拢后抱烟夹的工作面与其同侧的护烟板的工作面同处一个平面,合拢过剩的抱烟夹将导致烟支组被夹持的一端挤压损坏,合拢不足的抱烟夹将导致烟支组在运送途中被甩落损坏,若主体的中心轴线距护烟板的远离主体的一端的距离不满足要求,将导致护烟板在旋转过程中与其他零部件产生干涉,造成卡车、打坏零部件等事故。
采用传统测量调试工具对GD包装机一号轮进行检修、维护、保养、调试工作时,需要通过反复的测量、调试、再测量、再调试的方式才能够得到满足正常运行的标准的GD包装机一号轮,该过程既精细还费时、费力,若稍有疏忽将尺寸或精度调整不当,极容易造成返工或返修,更甚者造成设备卡车、打车等事故。
发明内容
鉴于此,本发明的目的在于提供一种用于GD包装机一号轮的调试工装及其使用方法,其能够解决现有技术将GD包装机一号轮的合拢后抱烟夹的工作面与其同侧的护烟板的工作面调试为同一个平面,将GD包装机一号轮的主体的中心轴线距护烟板的远离主体的一端的距离调试为130mm标准距离的调试工序费时、费力,若稍有疏忽将尺寸或精度调整不当,极容易造成返工或返修,更甚者造成设备卡车、打车等事故的技术问题,还能够对不同粗细烟支采用的不同规格尺寸的GD包装机一号轮均能够进行调试工作,实现一套调试工装适配多种规格尺寸的一号轮的目的。
为解决上述技术问题,本发明采用的技术方案为:
一种用于GD包装机一号轮的调试工装,其能够应用于不同规格尺寸的GD包装机一号轮中,所述GD包装机一号轮包括主体及对称设置于主体左、右两端的护烟板组和抱烟夹组,所述护烟板组包括两个相对设置的护烟板,所述抱烟夹组包括两个相对设置的抱烟夹,主体的底端设置有轮盘,轮盘的表面开设有设备孔;
所述调试工装包括调试机构及与其配套使用的调试模块,调试机构能够为GD包装机一号轮和调试模块提供稳固的支撑作用,调试模块能够适配相应规格尺寸的GD包装机一号轮,在于调试机构配合使用的情况下完成部件调试工作;
所述调试机构包括基座,所述基座的表面开设有底端面带有圆孔的D型槽,所述D型槽的内部均匀布设有若干个定位销及螺孔,通过定位销及贯穿螺孔的螺栓能够将GD包装机一号轮的轮盘固定于D型槽内,所述基座的左、右两端分别向远处延伸有轨道,所述轨道的表面开设有滑槽,所述滑槽的底端面开设有固定孔;
所述调试模块包括若干个不同规格尺寸的模块单元,所述模块单元的底端设置有能够卡入固定孔内的固定柱,固定完成GD包装机一号轮后,模块单元通过卡入与其规格尺寸相同的滑槽单元内来实现所述调试工装的使用。
进一步地,所述基座的形状可以设置为圆形也可以设置为正方形,其底面与工作平台的表面接触充分,能够为固定于基座上的GD包装机一号轮提供稳定的支撑作用,防止GD包装机一号轮倾倒。
进一步地,所述D型槽的形状结构与GD包装机一号轮的轮盘结构相适配,GD包装机一号轮的轮盘刚好能够嵌入D型槽内。
进一步地,所述定位销包括前端定位销和后端定位销,其分别布设于D型槽的底端面圆孔的前、后两端,所述螺孔的数量设置有四个,其均匀的分布于D型槽的底端面圆孔左、右两侧。
进一步地,所述轨道在基座的左、右两端对称设置,所述轨道的表面开设有由轨道的上表面逐渐向轨道的下表面延伸的阶梯式滑槽,所述滑槽包括若干级不同规格尺寸的滑槽单元,每级滑槽单元之间的区别在于滑槽单元的宽度存在差异,使得由轨道的上表面逐渐向轨道的下表面设置的滑槽单元的宽度逐渐减小,不同宽度的滑槽单元能够适配与其规格尺寸相同的模块单元,实现一套调试工装仅需替换模块单元既能够适用多种规格的GD包装机一号轮的调试工作的目的。
进一步地,所述模块单元设置为长方体型,模块单元的高度需大于GD包装机一号轮的主体的高度,当模块单元卡入相应规格尺寸的卡槽单元时,模块单元的远离基座的一端边缘与基座的中心轴线之间的距离需要满足既定的130mm标准距离,模块单元的宽度需要满足模块单元的侧壁面能够与相对设置的两个护烟板的相对面刚好接触的要求。
进一步地,当所述模块单元卡入相应规格尺寸的滑槽单元时,滑槽单元的侧壁面能够与模块单元的侧壁面接触,防止模块单元倾倒,同时滑槽的底端的固定孔与模块单元的底端面的固定柱的配合使用能够进一步将模块单元稳固于相应滑槽单元内,进而防止调试工作中模块单元倾倒触碰护烟板及抱烟夹使其损坏。
本发明还提供了一种用于GD包装机的调试装置的使用方法,其应用于上述一种用于GD包装机的调试装置中,具体步骤包括:
步骤S1:首先将调试机构放置于工作平面,使得调试机构的基座底表面与工作平面充分接触,随后将GD包装机一号轮总成结构拆下,使得GD包装机一号轮的轮盘位于最下端,并将GD包装机一号轮的轮盘嵌入调试机构中基座的D型槽内,GD包装机一号轮的主体的中心轴线能够与D型槽底端面的圆孔的中心轴线重合,同时也能够与基座的中心轴线重合,开始GD包装机一号轮的轮保调试工作;
步骤S2:使步骤S1中的GD包装机一号轮的所有抱烟夹均处于展开状态,选取合适的与相对设置的两个抱烟夹的相对面刚好接触的模块单元,将该模块单元先置于相对设置的两个抱烟夹之间,随后对准与该模块单元适配的相应规格尺寸的滑槽单元,并使得模块单元向适配的滑槽单元靠近,模块单元的侧壁面逐渐与滑槽单元的侧壁面接触,同时,模块单元底端面的固定柱需要与滑槽单元的底端面的固定孔对准,最终使得模块单元卡入与其适配的滑槽单元中,固定孔与固定柱的配合使用能够进一步将模块单元稳固于相应滑槽单元内,进而防止调试工作中模块单元倾倒触碰护烟板及抱烟夹使其损坏,此时,完成调试工装组装开始下一步调试GD包装机一号轮中部件的工序;
步骤S3:观察步骤S2的GD包装机一号轮中主体的中心轴线与护烟板的远离主体的一端之间的距离是否等于模块单元的远离基座的一端边缘与基座的中心轴线之间的既定的130mm标准距离,若不等于,则需要以被固定的模块单元作为调试基准,调试相应的护烟板使得护烟板的远离主体的一端与模块单元的远离基座的一端边缘对准,若等于,则进行下一步调试工序;
步骤S4:合拢步骤S2中的GD包装机一号轮的所有抱烟夹,观察合拢后的抱烟夹是否与模块单元的侧壁面刚好接触,若不接触,则需要以被固定的模块单元作为调试基准,调试相应的抱烟夹使得合拢后的抱烟夹的工作面与模块单元的侧壁面刚好接触;若抱烟夹在未完全合拢的情况下就与模块单元的侧壁面接触,则需要先调整抱烟夹的合拢度使得合拢后的抱烟夹不与模块单元的侧壁面接触,随后再以被固定的模块单元作为调试基准,调试相应的抱烟夹使得合拢后的抱烟夹的工作面与模块单元的侧壁面刚好接触,以完成GD包装机一号轮部件的调试工作。
本发明所述技术方案与现有技术相比,具有如下有益效果:
1、本发明具有结构结构设计简单,成本低,实用性强等特点,其能够快速、便捷、高效的完成GD包装机一号轮调试工作以满足正常运行的标准,保证GD包装机一号轮的正常运行,即本发明创造能够快速高效的将GD包装机一号轮的合拢后抱烟夹的工作面与其同侧的护烟板的工作面调试为同一个平面,将GD包装机一号轮的主体的中心轴线距护烟板的远离主体的一端的距离调试为130mm标准距离,避免了尺寸或精度调整不当,造成的返工或返修,更甚者造成设备卡车、打车等事故的发生;
2、本发明创造还能够对不同粗细烟支采用的不同规格尺寸的GD包装机一号轮均能够进行调试工作,一套调试工装仅需替换模块单元既能够适用多种规格的GD包装机一号轮的调试工作的目的;
3、本发明通过设置与GD包装机一号轮的轮盘上的设备孔对应的定位销即螺孔,以此使得定位销及贯穿螺孔的螺栓将GD包装机一号轮的轮盘固定于D型槽内,以提高GD包装机一号轮的稳固性;
4、本发明通过滑槽的底端的固定孔与模块单元的底端面的固定柱的配合使用能够进一步将模块单元稳固于相应滑槽单元内,进而防止调试工作中模块单元倾倒触碰护烟板及抱烟夹使其损坏;
本发明中其他有益效果将在下述具体实施方式中做进一步说明。
附图说明
下面结合附图及具体实施例对本发明作进一步说明,
图1为本发明所述GD包装机的一号轮总成结构示意图;
图2为本发明的工装组件结构示意图;
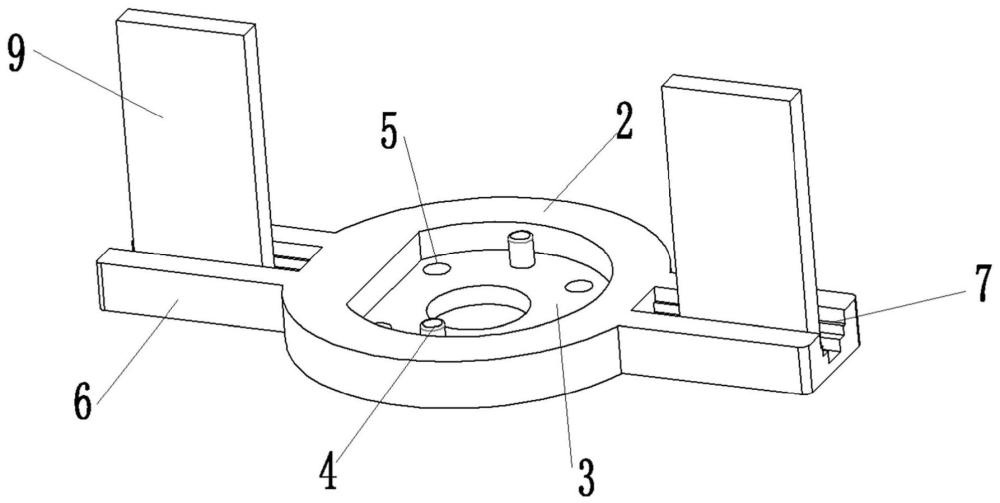
图3为本发明的调试机构的结构示意图;
图4为本发明的调试模块其中一模块单元A的结构示意图;
图5为本发明的调试模块其中一模块单元B的结构示意图;
图6为本发明的待调试设备的一号轮体与工装组件总成结构示意图;
其中:1、调试机构;2、基座;3、D型槽;4、定位销;5、螺孔;6、轨道;7、滑槽;8、固定孔;9、模块单元;10、固定柱;11、主体;12、护烟板;13、抱烟夹;14、轮盘;15、设备孔。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,其为本发明的GD包装机的一号轮总成结构示意图,
GD包装机的一号轮为对称结构设置,其包括主体11和设置于主体11左、右两端的左盒模组件和右盒模组件,左盒模组件包括左前抱烟夹组、左前护烟板组及分别与左前抱烟夹组、左前护烟板组呈前、后对称设置的左后抱烟夹组、左后护烟板组,右盒模组件包括右前抱烟夹组、右前护烟板组及分别与右前抱烟夹组、右前护烟板组呈前、后对称设置的右后抱烟夹组、右后护烟板组,左前抱烟夹组、左后抱烟夹组、右前抱烟夹组、右后抱烟夹组均包括两个相对设置的抱烟夹13,左前护烟板组、左后护烟板组、右前护烟板组、右后护烟板组均包括两个相对设置的护烟板12,即GD包装机的一号轮前、后、左、右、上、下共计八个抱烟夹13、八个护烟板12均需要直接与烟支进行接触;主体11的底端设置有轮盘14,轮盘14的表面开设有设备孔15;
根据GD包装机的一号轮工作原理:一号轮工作时,当右盒模组件运动到接收输送皮带上的烟支组的位置上,此时右盒模组件的右前抱烟夹组和右后抱烟夹组中的抱烟夹13均先切换到展开状态;当烟支组进入到右盒模组件内并在右前护烟板组和右后护烟板组的前部集中聚拢时,右前护烟板组和右后护烟板组中的护烟板12刚好分别贴合烟支组的上侧和下侧,以确保烟支组不会上下偏移同时防止了烟支磕碰损坏,此时,右前抱烟夹组和右后抱烟夹组中的抱烟夹13均转换成合拢状态,右前抱烟夹组和右后抱烟夹组中的抱烟夹13刚好分别钳住烟支组的一端,以确保一号轮在运动的过程中不会因惯性将烟支组甩出,其能够安全的将所钳住的烟支组运送至合适位置;
为了保证一号轮聚拢、夹持的烟支组不被甩落、损坏,需要确保与烟支组直接接触的部件达到能够正常运行的标准,具体地,以右前护烟板组、右前抱烟夹组为例,右前护烟板组包括位于上方的护烟板Ⅰ和位于下方的护烟板Ⅱ,右前抱烟夹组包括位于上方的抱烟夹Ⅰ和位于下方的抱烟夹Ⅱ,护烟板Ⅰ与护烟板Ⅱ的相对的面之间的距离需要满足刚好能够贴合烟支组的上侧和下侧的要求,合拢后的抱烟夹Ⅰ和抱烟夹Ⅱ的相对的面之间的距离需要满足刚好能够夹持住烟支组的要求,即当合拢后的抱烟夹Ⅰ的下表面与护烟板Ⅰ的下表面同处于一个工作平面,合拢后的抱烟夹Ⅱ的上表面与护烟板Ⅱ的上表面同处于一个工作平面时,烟支组刚好能够被右前护烟板组和右前抱烟夹组聚拢、夹持,并在一号轮安全运送至合适位置,若不在同一个平面,合拢过剩的抱烟夹Ⅰ和抱烟夹Ⅱ将导致烟支组被夹持的一端挤压损坏,合拢不足的抱烟夹Ⅰ和抱烟夹Ⅱ将导致烟支组在运送途中被甩落损坏;
GD包装机的一号轮正常运行时,主体11的中心轴线距护烟板12的远离主体11的一端的距离需要达到标准距离,具体地,以上述右前护烟板组中护烟板Ⅱ为例,主体11的中心轴线至护烟板Ⅱ的右端边缘的标准距离为130mm,若该距离不满足要求,将导致护烟板12在旋转过程中与其他零部件产生干涉,造成卡车、打坏零部件等事故;
因此,为了保证一号轮的正常运行,需要定期对一号轮进行维护、检修、调整,使得合拢后抱烟夹13的工作面与其同侧的护烟板12的工作面同处于一个平面,使得主体11的中心轴线距护烟板12的远离主体11的一端的距离达到130mm标准距离,一号轮的调整即精细又费时,稍有疏忽就容易造成返工或返修;
为此,本发明提供了一种用于GD包装机一号轮的调试工装,其能够快速、便捷、高效完成部件调试以满足上述要求,保证一号轮的正常运行;同时,不同粗细的烟支采用的一号轮的尺寸规格不同,具体地,不同粗细的烟支所采用的一号轮之间的区别在于:相对的两个护烟板12之间的距离存在差异,其余部件结构无明显区别,因而,本发明还能够对不同粗细烟支采用的不同规格尺寸的一号轮均能够进行调试工作,实现一套调试工装适配多种规格尺寸的一号轮的目的;
具体内容如下:
如图2至图6所示,一种用于GD包装机一号轮的调试工装,
其包括调试机构1及与其配套使用的调试模块,调试机构1能够为GD包装机一号轮和调试模块提供稳固的支撑作用,调试模块能够适配相应规格尺寸的GD包装机一号轮,在于调试机构1配合使用的情况下完成部件调试工作;
所述调试机构1包括基座2,本发明所述的实施例中,所述基座2的形状可以设置为圆形也可以设置为正方形,其底面与工作平台的表面接触充分,能够为固定于基座2上的GD包装机一号轮提供稳定的支撑作用,防止GD包装机一号轮倾倒;
所述基座2的表面开设有底端面带有圆孔的D型槽3,本发明所述的实施例中,所述D型槽3的形状结构与GD包装机一号轮的轮盘14结构相适配,GD包装机一号轮的轮盘14刚好能够嵌入D型槽3内,具体地,当GD包装机一号轮的轮盘14嵌入D型槽3内时,GD包装机一号轮的主体11的中心轴线能够与D型槽3底端面的圆孔的中心轴线重合,同时也能够与基座2的中心轴线重合;
所述D型槽3的内部均匀布设有若干个定位销4及螺孔5,通过定位销4及贯穿螺孔5的螺栓能够将GD包装机一号轮的轮盘14固定于D型槽3内,本发明所述的实施例中,所述定位销4包括前端定位销4和后端定位销4,其分别布设于D型槽3的底端面圆孔的前、后两端,所述螺孔5的数量设置有四个,其均匀的分布于D型槽3的底端面圆孔左、右两侧,具体地,以所述前端定位销4和后端定位销4的连线为中心线,螺孔5分别于中心线的左、右两侧设置两个,定位销4与螺孔5的布设位置需要与GD包装机一号轮的轮盘14的表面开设的设备孔15一一对应,以此使得定位销4及贯穿螺孔5的螺栓将GD包装机一号轮的轮盘14固定于D型槽3内,以提高GD包装机一号轮的稳固性;
所述基座2的左、右两端分别向远处延伸有轨道6,所述轨道6的表面开设有滑槽7,本发明所述的实施例中,所述轨道6在基座2的左、右两端对称设置,所述轨道6的表面开设有由轨道6的上表面逐渐向轨道6的下表面延伸的阶梯式滑槽7,所述滑槽7包括若干级不同规格尺寸的滑槽单元,每级滑槽单元之间的区别在于滑槽单元的宽度存在差异,使得由轨道6的上表面逐渐向轨道6的下表面设置的滑槽单元的宽度逐渐减小,不同宽度的滑槽单元能够适配与其规格尺寸相同的模块单元9,实现一套调试工装仅需替换模块单元9既能够适用多种规格的GD包装机一号轮的调试工作的目的;
所述滑槽7的底端面开设有固定孔8;所述调试模块包括若干个不同规格尺寸的模块单元9,所述模块单元9的底端设置有能够卡入固定孔8内的固定柱10,固定完成GD包装机一号轮后,模块单元9通过卡入与其规格尺寸相同的滑槽单元内来实现所述调试工装的使用;本发明所述的实施例中,所述模块单元9设置为长方体型,模块单元9的高度需大于GD包装机一号轮的主体11的高度,当模块单元9卡入相应规格尺寸的卡槽单元时,模块单元9的远离基座2的一端边缘与基座2的中心轴线之间的距离需要满足既定的130mm标准距离,当调试主体11的中心轴线与护烟板12的远离主体11的一端之间的距离时,被固定的模块单元9能够作为调试基准,仅需调试相应的护烟板12使得护烟板12的远离主体11的一端与模块单元9的远离基座2的一端边缘对准即可,模块单元9的宽度需要满足模块单元9的侧壁面能够与相对设置的两个护烟板12的相对面刚好接触的要求,当调试合拢后抱烟夹13的工作面时,被固定的模块单元9能够作为调试基准,仅需调试相应的抱烟夹13使得合拢后的抱烟夹13的工作面与模块单元9的侧壁面刚好接触即可;
优选地,所述固定孔8的数量设置有一个,固定柱10的设置数量与固定孔8的数量相同;
本发明所述的实施例中,当所述模块单元9卡入相应规格尺寸的滑槽单元时,滑槽单元的侧壁面能够与模块单元9的侧壁面接触,防止模块单元9倾倒,同时滑槽7的底端的固定孔8与模块单元9的底端面的固定柱10的配合使用能够进一步将模块单元9稳固于相应滑槽单元内,进而防止调试工作中模块单元9倾倒触碰护烟板12及抱烟夹13使其损坏;
选用标准烟支、细支(90mm)、细支(97mm)、中支采用的GD包装机一号轮规格尺寸进行相对应的模块单元9的制作,并选用相应的56#(中支),57#(90mm细支),58#、59#(97mm细支),78#、79#(标准烟支)6台机车利用本发明创造进行调试工作测试,与使用传统工具对GD包装机一号轮调试工作的时间进行比较,结果如下表1:
由表1可见,单台套平均节约用时(16+12+13+14+12+13)/6=13.3分钟
综上所述:
使用整套工装后单台套节约用时:13.3分钟,卷包车间共有36台套包装设备,机台每月轮保时,需要对GD包装机一号轮进行检查和维修,每年单机台进行12次轮保,仅针对GD包装机一号轮维修和轮保,全年节约维修时间合计为:13.3*12*36=5746.6分钟。
本发明还提供了一种使用方法,其应用于上述一种用于GD包装机一号轮的调试工装中,具体步骤包括:
步骤S1:首先将调试机构1放置于工作平面,使得调试机构1的基座2底表面与工作平面充分接触,随后将GD包装机一号轮总成结构拆下,使得GD包装机一号轮的轮盘14位于最下端,并将GD包装机一号轮的轮盘14嵌入调试机构1中基座2的D型槽3内,GD包装机一号轮的主体11的中心轴线能够与D型槽3底端面的圆孔的中心轴线重合,同时也能够与基座2的中心轴线重合,开始GD包装机一号轮的轮保调试工作;
步骤S2:使步骤S1中的GD包装机一号轮的所有抱烟夹13均处于展开状态,选取合适的与相对设置的两个抱烟夹13的相对面刚好接触的模块单元9,将该模块单元9先置于相对设置的两个抱烟夹13之间,随后对准与该模块单元9适配的相应规格尺寸的滑槽单元,并使得模块单元9向适配的滑槽单元靠近,模块单元9的侧壁面逐渐与滑槽单元的侧壁面接触,同时,模块单元9底端面的固定柱10需要与滑槽单元的底端面的固定孔8对准,最终使得模块单元9卡入与其适配的滑槽单元中,固定孔8与固定柱10的配合使用能够进一步将模块单元9稳固于相应滑槽单元内,进而防止调试工作中模块单元9倾倒触碰护烟板12及抱烟夹13使其损坏,此时,完成调试工装组装开始下一步调试GD包装机一号轮中部件的工序;
步骤S3:观察步骤S2的GD包装机一号轮中主体11的中心轴线与护烟板12的远离主体11的一端之间的距离是否等于模块单元9的远离基座2的一端边缘与基座2的中心轴线之间的既定的130mm标准距离,若不等于,则需要以被固定的模块单元9作为调试基准,调试相应的护烟板12使得护烟板12的远离主体11的一端与模块单元9的远离基座2的一端边缘对准,若等于,则进行下一步调试工序;
步骤S4:合拢步骤S2中的GD包装机一号轮的所有抱烟夹13,观察合拢后的抱烟夹13是否与模块单元9的侧壁面刚好接触,若不接触,则需要以被固定的模块单元9作为调试基准,调试相应的抱烟夹13使得合拢后的抱烟夹13的工作面与模块单元9的侧壁面刚好接触;若抱烟夹13在未完全合拢的情况下就与模块单元9的侧壁面接触,则需要先调整抱烟夹13的合拢度使得合拢后的抱烟夹13不与模块单元9的侧壁面接触,随后再以被固定的模块单元9作为调试基准,调试相应的抱烟夹13使得合拢后的抱烟夹13的工作面与模块单元9的侧壁面刚好接触,以完成GD包装机一号轮部件的调试工作。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。