一种帽子、防护罩及其制备方法
文献发布时间:2023-06-19 12:10:19
技术领域
本发明涉及一种帽子、防护罩及其制备方法,属于日常生活防护用品技术领域。
背景技术
在气温较低的地区,人们常常会佩戴头罩或面罩阻挡冷风。特别是对于自行车或摩托车的骑手,由于没有挡风玻璃,在冬季,骑手大多需要佩戴可以保护面部的头罩。受阳光直射的影响,人们户外出行通常也需要配戴遮阳帽,当遇到风沙或粉尘,同时需要配戴面罩。另外,在一些特殊的行业,也有必要配戴面罩。比如焊工需要避免紫外线辐射,厨师需要防止热油溅到面部,餐饮服务员需要防止唾沫飞入菜肴,医生需要防止传染性病毒传入体内等等。
现有技术中,面罩和帽子的连接方式可以分为可拆卸式和不可拆卸式两类。对于不可拆卸式的连接方式,比如将帽沿与面罩进行缝合,这种方式虽然可以保证面罩和帽子连接紧密,但是面罩却不能重复使用。为了面罩的重复使用,人们通常需要将其设置成可拆卸的连接方式。
在可拆卸的连接方式中,CN204744602U公开了一种电焊防护装置,其中将面罩与安全帽通过面罩转轴连接。但是这种连接方式需要将帽子取下才能进行将面罩拆卸,使用不方便。CN220520160U公开了一种与头戴装置适配的防飞沫面罩,通过搭扣和连接带固定面罩,同样也存在安装和拆卸不方便的问题。
CN 205648974 U公开了在面罩两侧设置磁吸组件,使面罩通过磁性与帽套连接固定。但是此种连身衣帽结构无法对眼睛进行有效的防护。
另外,现有技术中,大多都提出了很多新奇的防护罩和帽子的新结构,但是这些结构设计得并不简单,实施存在较大的问题,比如工序太多、成本太大等等。
发明内容
本发明将要解决的技术问题是,面罩使用完毕后,面罩与帽子拆卸不便;在准备使用面罩时,面罩与帽子的安装不便。
本发明的目的之一是,在穿戴者不取下帽子的前提下,单手就可以实现面罩与帽子的安装与拆卸。
本发明的目的之二是,对帽子的工艺进行优化,提出一种可以保障帽子在较低成本下进行生产的方法,同时还可以保持较好的质量。
为解决上述技术问题,本发明提供一种帽子,包括帽子本体和帽舌,在帽舌的下表面和/或内部安装第一磁吸件,用于与安装在帽舌下方的具有第二磁吸件的面罩通过磁吸连接。
在某些技术方案中,所述帽舌仅仅由一层塑料层制成,第一磁吸件被安装在塑料层下表面(包括直接固定在下表面、嵌入塑料层内部或部分嵌在塑料层的内部)。
在某些技术方案中,所述帽舌包括位于上、下表面的面层和位于上、下表面之间的芯层,第一磁吸件固定在芯层中。第一磁吸件被安装在芯层下表面(嵌入芯层内部或嵌在芯层的内部等)。
第一磁吸件安装在下表面,包括第一磁吸件固定(如粘贴)在下表面,此时安装后第一磁吸件会形成凸起;还包括嵌入芯层内部,此时则可以保持下表面的完全平整。当第一磁吸件部分嵌在下表面时,若第一安装孔的深度与第一磁吸件的厚度相同,则也可以保持下表面完全平整;若第一安装孔的深度与第一磁吸件的厚度不相同,则第一磁吸件处可能形成部分凸起,或者第一安装孔处可能形成部分凹陷。
在某些技术方案中,所述帽舌包括位于上、下表面的面层和位于上、下表面之间的芯层,在面层和芯层之间还设有热熔胶层,在芯层设有第一安装孔,第一磁吸件位于第一安装孔内。
在某些技术方案中,芯层由高密度聚乙烯制成。高密度聚乙烯HDPE具有良好的热加工性能,常常用于帽舌的制造。
在某些技术方案中,在芯层与面层之间设有防水膜层。
所述防水膜层为热熔胶层。热熔胶层是一种可塑性的粘合剂,在一定温度范围内其物理状态随温度改变而改变。受热后热熔胶层可以将面层与芯层粘结,并可以形成防水效果。
通常地,芯层的硬度大于面层的硬度。芯层保持帽舌的形状,面层用于帽舌的装饰。
在某些技术方案中,所述帽舌为月牙形。帽舌可以为平面,也可以弯曲。弯曲时,帽舌的两侧比中间低。
在某些技术方案中,所述帽舌的结构为:包括位于上、下表面的面层和位于上、下表面之间的芯层,在面层和芯层之间还设有热熔胶层,在芯层(芯层底部)设有第一安装孔(可以是贯穿芯层的通孔),第一磁吸件位于第一安装孔内。
本发明还可以解决上述具有磁吸功能的帽子的制备问题,提供一种帽子的制备方法,包括以下步骤:
(1)在帽舌的芯层内开设第一安装孔;
(2)将第一磁吸件安装(优选嵌入)在芯层的第一安装孔内;
(3)在芯层的上下表面设热熔胶层和面层,使热熔胶层位于芯层和面层之间;
(4)加热使热熔胶层熔化,以将面层和芯层粘结。
优选地,将第一磁吸件嵌入第一安装孔中后,用单面胶(如PET胶)在第一安装孔处进行临时的密封,以防止磁铁在进入到下一个工序的过程中掉落。
优选地,将两层面层的一面预先涂覆上热熔胶,再将预先涂覆上热熔胶的两个面层与芯层结合。
传统缝纫机由于受到第一磁吸件磁力的影响,无法进行高效的缝纫作业,同时缝纫也可能扎到第一磁吸件,所以本发明使用热熔胶将面层与芯层进行粘结,代替传统的缝纫工序。本发明先将两个面层缝合,留有一条待装入芯层的缝隙(其他三边缝合);在装入芯层后,先将两个面层的未缝合的边缘和帽子本体一起进行缝合。加热使热熔胶熔化,即可将面层与芯层进行粘结,并实现面层之间的收口。
在某些实施方案中,热熔胶一般需要热熔两次,第一次为预先粘结,即先将热熔胶通过热熔固定在面层或者芯层,然后装入芯层后再热熔使面层和芯层粘结。比如在步骤(3)中,在芯层的上下表面设热熔胶层,并加热使热熔胶层熔化,以将芯层与其上下表面的热熔胶层预先粘结;待装入面层内后再热熔一次,将面层和芯层预先粘结;或者,在面层的内表面设热熔胶层,并加热使热熔胶层熔化,以将热熔胶层和芯层预先粘结,待装入面层内后再热熔一次,将面层和芯层粘结。
考虑到部分磁铁不耐高温,步骤(4)中对热熔胶的加热可能会对磁铁的磁性产生不利影响,因此,本发明提出两种解决方案:第一种,采用耐高温磁铁,使得磁铁的磁力不会明显受到影响;但是此种材料比较昂贵,对于普通的防护用品来说,成本过高。第二种,即在步骤(2)中,选择不具有磁性的第一磁吸件进行安装;待步骤(4)的对热熔胶加热完成后,再对第一磁吸件进行充磁。当然,即使步骤(2)中选择有磁性的第一磁吸件,如果认为磁性有所减退;也可以在步骤(4)后再进行充磁。
将帽子与面罩通过磁吸连接后,就是防护罩。防护罩,包括面罩和含帽舌的帽子,所述面罩可拆卸地连接在帽舌的下方,所述可拆卸地连接均为磁吸连接。
帽舌具有一定的硬度以保持帽子的基本形状。现有技术中,通常需在帽舌中设置硬质材料层,如塑料层、硬纸板、木板等。由于帽舌较硬,将面罩通过磁吸连接在帽舌的下方,当需要拆卸时,直接用力将面罩向下拉扯,即可将面罩从帽舌拆下;当需要安装时,将面罩靠近帽舌,面罩即可被帽舌的磁力吸附固定。这样就可以在不取下帽子的情况下,实现面罩的拆卸和安装。
在某些技术方案中,上述硬质材料层的厚度为1-15mm,优选2-12mm,更优选4-8mm。
在某些技术方案中,可以将第一磁吸件完全封装在帽舌的塑料层(芯层)内部。这样既可以最大程度地防止锈蚀,但是现有工艺中基于塑料的流动性等因素,很难制备厚度少于1.5mm的塑料层。而第一磁吸件被封装在大于1.5mm厚度的塑料层中,磁性损失很大,对第二磁吸件的吸附力有限,影响了面罩安装的稳定性。
在可拆卸的连接方式中,除了磁吸连接以外,若还附带其他可拆卸的方式连接,则仍然会存在不便拆卸、不便安装的技术问题。
在某些技术方案中,在帽舌的内部嵌入第一磁吸件,在面罩本体的上边沿设面罩连接件,面罩连接件内安装第二磁吸件,通过第一磁吸件与第二磁吸件之间的磁吸力将面罩固定在帽舌的下方。
此时第一磁吸件位于帽子的内部,第一磁吸件不会影响帽子的美观,但是第一磁吸件与第二磁吸件之间存在隔层,或多或少会降低磁吸作用力。
在某些技术方案中,在帽舌的下表面设帽子连接件,在帽子连接件上安装第一磁吸件;在面罩本体的上边沿设面罩连接件,面罩连接件上安装第二磁吸件,通过第一磁吸件与第二磁吸件之间的磁吸力将面罩固定在帽舌的下方。
此时第一磁吸件位于帽子的下表面,第一磁吸件与第二磁吸件的距离较近,磁吸作用力较大,但是外露的第一磁吸件影响了帽子的美观,凸出的第一磁吸件也容易被锈蚀。同时也需要考虑帽子连接件与帽舌的固定方式。
在某些技术方案中,所述第一磁吸件为磁块,第一磁吸件分布在帽舌中心线(即帽舌的左右对称轴)和帽舌中心线的两侧。与同等宽度和厚度的磁条(即条形磁铁)相比,磁块的磁吸力较小,但是若安装磁条,那么在需要安装面罩时,由于磁条对第二磁吸件的吸附没有选择性,面罩从任何位置都可以被第一吸附件(磁条)吸附,也就无法实现定位功能。
同样地,在某些技术方案中,所述第二磁吸件为磁块。
在某些技术方案中,第一磁吸件分布在帽舌中心线和帽舌中心线的两侧。这样可以使得帽舌受力均匀。同样地,在一些实施例中,当面罩安装在帽舌上后,第二磁吸件分布在帽舌中心线和帽舌中心线的两侧。
在某些技术方案中,第一磁吸件与第二磁吸件的数量相同,且安装位置上下对应。
在某些技术方案中,所述磁块的数量为2-5个。磁块分别分布在中心线及其两侧,此时大部分区域没有磁吸力,佩戴者戴上帽子后将面罩拿起,靠近帽舌,此时面罩就会受到磁吸力的吸附,面罩上的第二磁吸件很容易就与帽舌上的第一磁吸件吸附,实现自动定位。磁块的数量更优选为3个,经过测试,此时自动定位功能最佳。
在某些技术方案中,帽舌的面层(上、下表面)为棉质材料(或其他材料的面料),在面层内设有芯层,常由塑料制成,然后将芯层和面层进行缝合。由于HDPE(高密度聚乙烯)具有较好的热成型性,因此芯层常由高密度聚乙烯制成。
在某些技术方案中,所述帽舌包括位于上、下表面的面层和位于上、下表面之间的芯层,第一磁吸件固定在芯层中,在芯层与面层之间设有防水膜层。由于磁铁容易发生锈蚀,设置在帽子内部的磁铁若发生较为严重的锈蚀,那么就会降低第一磁吸件的吸力,导致面罩与帽子的连接不牢固。同时锈蚀在水洗后,越发严重。锈斑渗出将帽子染黄,影响美观,佩戴体验也将迅速降低。
通常,第一磁吸件安装在第一安装孔后,会在第一安装孔表面贴一层胶(优选单面胶),这样可以暂时固定第一磁吸件,以便进行下一个工序的制造。此时第一磁吸件的四周和顶部是塑料(第一安装孔不是通孔),只有第一磁吸件的下表面容易接触到空气和水分,存在较大的锈蚀风险。在第一磁吸件的下表面做好防水非常有必要。当第一安装孔是通孔时,第一磁吸件的上、下表面均需要设置防水层。
防水膜层可被设置在第一磁吸件的下表面,即防水膜层位于第一磁吸件与面层之间。防水膜层可以选择热熔胶层,其经过加热后可以将面层与芯层粘结牢固。
在某些技术方案中,在设置第一磁吸件的区域,面层与芯层之间设置热熔胶层,在未设置第一磁吸件的区域,可以将面层与芯层缝合。这样可以防止面层与芯层贴合不紧密,防止帽舌空鼓的产生。
在某些技术方案中,防水膜层采用热熔胶层,面层与芯层的结合通过热熔胶层粘结。这样就可以不需要任何的缝合。为了美观,也可以在面层上预先添加缝合线,但是不起到缝合的作用。
在某些技术方案中,防水膜层采用单面胶和热熔胶层。即先用单面胶的胶布或胶带对第一安装孔(孔内已经安装第一磁吸件)进行密封;再进行热熔胶层的密封。双层密封实现更好的防水效果。单面胶如可选择PET(聚对苯二甲酸乙二醇酯)单面胶等。
因此,在某些技术方案中,本发明的帽舌的结构为:包括位于上、下表面的面层和位于上、下表面之间的芯层,在芯层内设有第一安装孔,第一磁吸件嵌入第一安装孔内;通过胶布对第一安装孔密封;在面层和芯层之间均设有热熔胶层。
优选地,在帽舌内部开设第一安装孔,用于安装第一磁吸件。
优选地,在面罩连接件上开设第二安装孔,用于安装第二磁吸件。
本发明的防护罩的制备方法是:先分别制备帽子、面罩本体、面罩连接件,再将面罩本体固定在面罩连接件上得到面罩,然后将面罩磁吸安装在帽子的帽舌下方即可。
在某些技术方案中,通过注塑的方式制备面罩连接件,并使第二磁吸件嵌入第二安装孔内。此时不需要预先开设第二安装孔,将第二磁吸件预先固定在注塑模具中,待注塑成型后,第二磁吸件就已经嵌入在面罩连接件内,第二磁吸件所在的孔位即为第二安装孔。
第二磁吸件的上表面可以直接与帽舌的下表面接触,此时可以保证磁吸力最大。第二磁吸件的侧面设有凹槽,通过注塑成型,面罩连接件的塑料在熔化时会进入凹槽,塑料凝固后,在第二磁吸件的凹槽出就会形成凸起,将第二磁吸件牢牢地固定在第二安装孔内。而如果通过胶水将第二磁吸件固定在第二安装孔内,那么在取下面罩(面罩本体与面罩连接件)时,第二磁吸件很可能从第二安装孔内脱落。
由于注塑的温度较高,达到了200℃,甚至240℃,第二磁吸件也容易在成型时消磁,本发明在面罩连接件注塑成型时,先使用不带有磁性的第二磁吸件进行注塑,注塑成型完成后再对第二磁吸件进行充磁。
在某些技术方案中,所述面罩连接件上设有连接柱,所述面罩本体的上部设有连接孔,连接柱穿过连接孔使面罩本体固定在面罩连接件上。
本发明的面罩在使用时,单手即可将面罩靠近帽舌,使面罩被自动吸附;在不使用面罩时,直接向下用力一拉,即可取下面罩。因此,面罩与面罩连接件之间的结合力应大于第一磁吸件与第二磁吸件之间的磁吸力,以避免仅将面罩扯下,而面罩连接件仍被吸附。因此本发明的连接柱和连接孔需要受力。
由于连接孔受力,连接孔应避免过于靠近面罩本体的上边沿,距离面罩的上边沿2mm-10mm,优选3-8mm,例子如4mm,5mm,6mm。这与面罩的材质和厚度存在一定的关联。
在某些技术方案中,连接柱设2-5个。连接柱优选3-4个,同样分布在面罩连接件的中间和两侧。连接柱高度一般设置为4-8mm。
为使得面罩本体与人体的面部贴合,面罩本体的上下方向是竖直的,在面罩本体的左右方向应该设置成弯曲的,具有一定的弧度。在某些技术方案中,面罩为透明的、可弯曲的。面罩本体通常为一层聚(对苯二甲酸乙二醇酯-1,4-环己二烯二亚甲基对苯二甲酸酯)膜(简称:PETG膜)。
将平整的PETG膜安装在面罩连接件上,即可形成弯曲的、贴合面部的面罩。因此,面罩连接件需要设计成弯曲的,以便于安装面罩本体后与面部贴合。通常,面罩连接件的中间部分较平直,以匹配穿戴者的前额,面罩连接件的两边向后方弯曲(以佩戴者正常配戴后的前、后、左、右为准),以防护穿戴者的侧面及耳部。
在某些技术方案中,面罩本体的侧边沿和下边沿没有框架或支撑件。由于上边沿的磁吸作用已经可以将面罩牢牢固定,那么在其他区域就不需要设框架或支撑件,这样不会对佩戴者的视线产生影响。
在某些技术方案中,所述面罩包括面罩本体和位于面罩本体的上边沿的面罩连接件,面罩连接件的顶面安装(优选嵌入的安装方式)第二磁吸件,通过第一磁吸件与第二磁吸件之间的磁吸力将面罩固定在帽舌的下方。
在某些技术方案中,所述面罩连接件上设有连接柱和安装槽,所述连接柱位于安装槽的侧壁上,所述面罩本体的顶部设有连接孔,面罩本体的上边沿安装在安装槽内,并使连接柱穿过连接孔将面罩本体固定在面罩连接件上。
在某些技术方案中,所述安装槽的两侧的侧壁分别为第一导向板和第二导向板,连接柱均位于第一导向板上。
在某些技术方案中,面罩本体可以是有颜色的、半透明的或者不透明,也可以根据需要设计成某些具有防护功能的(比如吸收紫外线的)。
在某些技术方案中,将面罩连接件设计为镂空结构。这样可以减少面罩连接件的重量。若面罩本体与面罩连接件的重量过重,就会在佩戴者的帽舌处形成较大的拉力,降低了佩戴者的舒适度。
本发明中,需要说明的是,前、后、左、右、两侧等方向性词语均以帽子在被佩戴者以正确的方式配戴后,按照佩戴者的方向进行描述的。
需要特别指出的是,本发明中,“帽舌”与现有技术中的“帽檐”的含义基本相同,均指帽子的前部边沿。而“帽沿”包括了帽子四周的边沿,因此“帽沿”包括本发明的“帽舌”。
本发明的面罩本体的高度是可以任意设计的,比如可以面罩本体的下边沿可以到额头,或者到眼睛,或者到鼻子,或者到嘴巴,或者到下巴甚至超过下巴。可根据不同的防护要求而进行设计。
在某些技术方案中,本发明的面罩本体在未安装在面罩连接件上时,面罩本体为一张平面的膜结构;面罩本体安装在面罩连接件后,面罩本体弯曲成与人脸相适应的弧形片状结构。
本发明的有益效果是:
1、本发明的帽子可在穿戴者不取下帽子的前提下,单手就可以实现面罩的拆卸与安装。
2、帽子与面罩的定位设计,可以使面罩安装时具有极高的准确性,不需要将面罩上的第二磁吸件非常准确地与第一磁吸件对齐,也可以根据磁吸力的引导,自动进行定位,且可以很准确地被吸附到帽舌。
3、在帽子内部设置的热熔胶层,不仅可以保护第一磁吸件不被锈蚀,还可以使面层与芯层粘贴牢固,使帽舌不产生空鼓;同时还避免了由于第一磁吸件的存在而影响帽舌的缝纫及缝纫效率。
4、本发明的帽子的制备方法构思十分巧妙,提出了实用的、具有效率的生产方法,保证了帽子的质量,而且可以保持较低的生产成本。
附图说明
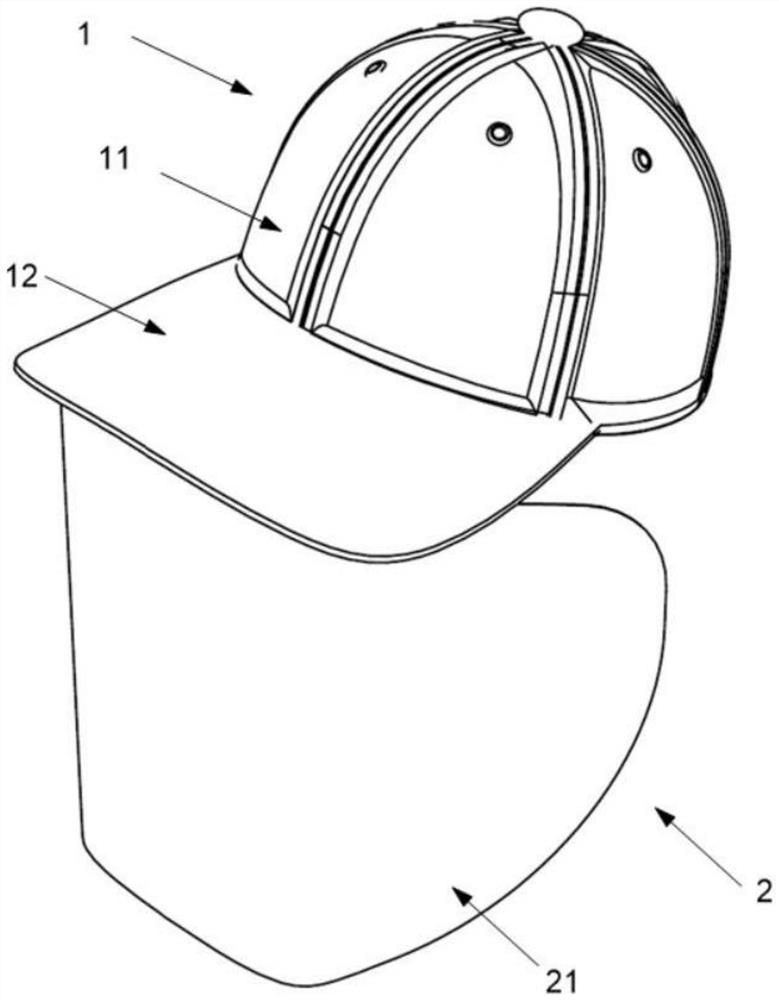
图1表示本发明一个实施例的防护罩的立体示意图,即帽子和连接在帽舌下方的面罩组装后的立体示意图;
图2表示帽子的帽舌部分的立体图;
图3表示帽子的帽舌部分的仰视图;
图4表示从斜上方观察面罩连接件的立体示意图;
图5表示从斜下方观察面罩连接件的立体示意图。
附图标记:
1-帽子,11-帽子本体,12-帽舌,13-第一磁吸件;
2-面罩;21-面罩本体;22-面罩连接件;23-第二安装孔,24-第一导向板,25-第二导向板,26-连接柱。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,方位词“上”、“下”、“左”、“右”、“前”和“后”等均为正常佩戴后,与人体方向相应的方位。例如,“上”为朝向人体头部的方向,“下”为朝向人体脚部的方向,“左”为朝向人体左手的方向,“右”为朝向人体右手的方向,“前”为人体视线的前方,“后”为与人体视线的方向相反的方向。这些说明仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
图1所示为一顶帽子1和一个面罩2的示意图,其中,该帽子的外形与普通的棒球帽无明显区别,该帽子包括帽子本体11和帽舌12。
在图1所示的帽舌12下方设一面罩2,可将其合称为防护罩,防护罩即为帽子1与面罩2的组合。本实施例是将帽子1与面罩2通过磁吸的方式进行连接。为使用方便,这种连接仅指磁吸连接。
在某些实施例中,帽舌12内的第一磁吸件13安装在帽舌12内部,帽舌12的立体结构参考图2,其中为描述方便,在图2中直接画出了第一磁吸件13(图2的立体图实际看不到位于帽舌内部的第一磁吸件)。
在某些实施例中,帽舌12包括位于上、下表面的面层和位于上、下表面之间的芯层,面层为棉布层,芯层为高密度聚乙烯层,在棉布层和高密度聚乙烯层之间还设有热熔胶层,在高密度聚乙烯层的下表面设有第一安装孔,第一磁吸件13位于第一安装孔内。
在某些实施例中,第一磁吸件13被固定在帽舌12的下表面,可以参考帽舌的仰视图,即图3。其中第一磁吸件13可以是粘结在帽舌12的下表面。但是这种方式会导致第一磁吸件13容易生锈,凸出的第一磁吸件13也影响美观。
如图2和图3所示,第一磁吸件13为磁块(磁块的形状没有要求,可以为方形、圆形、椭圆形等等)。第一磁吸件13一共有三块,分布在帽舌的中间和两侧,准确地说,一个磁块位于帽舌的中心线(即帽舌的左右对称轴)上,另外两个磁块位于左右两侧靠近帽舌左右边沿的位置。
在某些实施例中,第一磁吸件13的安装可以靠近帽舌的前边沿,也可以位于帽舌的中部,也可以位于帽舌的后边沿。
在某些实施例中,第一磁吸件13为长条形的磁铁,但此时对于面罩的定位将产生一定的不利影响。
图1所示的面罩本体21依次从帽子1和面罩连接件22上拆下后,展开是一张透明的膜,其厚度为2mm左右,该平面膜结构可以弯曲,以与穿戴者的面部贴合。
在某些实施例中,需要设计如图4所示的面罩连接件22,一方面需要固定面罩本体21,另一方面需要与帽舌12进行磁吸连接。
如图4和图5所示,在面罩连接件22的上表面设有第二安装孔23,用于安装第二磁吸件。第二磁吸件与第一磁吸件的数量相同,相互吸引。面罩连接件22的底部设有安装槽,面罩本体21的上边沿装在安装槽内,安装槽的两侧槽壁分别为第一导向板24和第二导向板25,第一导向板24和第二导向板25与需要安装的面罩本体21平行或基本平行。在第一导向板24上设有连接柱26(第一导向板24与连接柱26垂直),连接柱26的高度(垂直第一导向板24的方向)一般设置为4-8mm,在面罩本体的上边沿打孔,形成与连接柱26配合的连接孔,这样面罩本体21就可以通过连接柱26固定在面罩连接件22上。为方便面罩本体21的安装,将连接柱26的下边缘削成具有一定坡度的斜面。
下面根据某一实施例,针对帽子和面罩的制备方法进行说明:首先,在帽舌的芯层上开设3个尺寸略大于第一磁吸件的孔(即第一安装孔),将3个第一磁吸件嵌入第一安装孔中;将PET单面胶在第一安装孔处进行密封,还可以防止磁铁在进入到下一个工序的过程中掉落;将两个面层的其中一面预先涂覆上热熔胶,再将两个预涂有热熔胶的面层缝合,留留一边暂不缝合以装入芯层;将装有第一磁吸件的芯层装入面层,然后与帽子本体进行缝合,缝合后,将加热至约150℃使热熔胶融化,即可将芯层和面层粘结牢固。
由于帽子的第一磁吸件表面不但贴有PET单面胶;而且还有一层热熔胶,这两层材料均具有防水效果,所以该帽子的第一磁吸件不用担心与水分接触。本发明将制得的帽子样品放入洗衣机进行水洗,第一安装孔内不会进水;将样品水洗20次,也未发现第一磁吸件被锈蚀。
第一磁吸件使用耐高温的磁铁,比如可以耐120℃的高温,加热使热熔胶熔化需要的时间不长(一般为几十秒),短时间的高温不至于严重影响耐高温磁铁的磁性,同时耐高温磁铁的价格也不高时,可以直接使用耐高温磁铁。
面罩连接件可以采用普通的熔融后成型的工艺(一般称为注塑),某些面罩连接件的结构由于采用镂空设计,普通的塑料在流动性方面存在一定的问题,不便于成型,因此,可以采用3D打印技术进行生产。在面罩连接件预留的第二连接孔上装上第二磁吸件,贴上PET单面胶进行固定。
当面罩连接件采用注塑成型时,由于注塑的温度较高,且高温的保持时间较长,对第二磁吸件的磁性影响较大,对于防护罩来说,超高温的磁铁(比如耐温200℃)的价格会很昂贵,因此,可先使用不带磁性的第二磁吸件进行注塑,待成型后再对第二磁吸件进行充磁。
将面罩本体的上边沿固定在面罩连接件上,即可完成面罩的组装;然后将其吸附在帽舌上,即可完成防护罩的安装。在不使用面罩时,直接向下用力一拉,即可取下面罩。再次使用时,直接将面罩的吸附在帽舌上即可。