一种树脂电镀金刚线生产工艺
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及金刚线技术领域,具体为一种树脂电镀金刚线生产工艺。
背景技术
金刚石线又称金刚线、钻石切割线或钻石线,工业上许多硬质材料都是用切割钢线或者更高质量的金钢线来切割的,比如光伏领域的多晶硅切片,单晶硅,晶棒。对于切割钢线来说,其材料将显得极为重要,在使用过程中,过多的断线及产品质量不良等都与钢线的材质有着一定的关联。主流的用于光伏领域的硅片切割线是超精细切割钢丝,直径大约是120um,原料采用高碳钢,材质在80C,86C,90C不等。金刚石切割线顾名思义,跟金刚石有关。大体上是把金刚石的微小颗粒镶嵌在切割钢线上,做成的金刚石切割线。我们知道,金刚石是超硬的,用途很广的切割材料。金刚线具有了金刚石微型的锯齿,增加了钢线的切割能力,可以大大加快切割速度及切割能力。金钢线对于太阳能硅材料切割行业而言,是革命性的进步。因而人们普遍预计它将来的应用将非常广泛,成本较高。
现有的金刚线的通常采用电镀和实用树脂结合剂的方式将金刚石磨粒固结到钢线上。而采用单纯的采用电镀的方式虽然固结的效果好较为稳定,但是其扭曲断裂强度和弯曲强度低,容易断裂影响切割;且电镀的成本较高,尤其是在需要降低钢线的直径时,为了保证固结的效果,就要相应的加厚镀层的厚度,进一步提高了成本;单纯的采用树脂结合剂的方式,其固结强度低金刚石磨粒容易脱落;且树脂的耐磨性和耐热性较低,难以满足硬质材料的切割。
发明内容
针对现有技术的不足,本发明提供了一种树脂电镀金刚线生产工艺,具备使用电镀加树脂结合的方式缩小了成本,提高了扭曲断裂强度和弯曲强度,且保证了金刚石磨粒的固结强度,能使金刚石磨粒均匀附着到钢线上,避免了不必要的浪费等优点,解决了现有的金刚线的通常采用电镀和实用树脂结合剂的方式将金刚石磨粒固结到钢线上。而采用单纯的采用电镀的方式虽然固结的效果好较为稳定,但是其扭曲断裂强度和弯曲强度低,容易断裂影响切割;且电镀的成本较高,尤其是在需要降低钢线的直径时,为了保证骨戒的效果,就要相应的加厚镀层的厚度,进一步提高了成本;单纯的采用树脂结合剂的方式,其固结强度低金刚石磨粒容易脱落;且树脂的耐磨性较低,难以满足硬质材料的切割。
为实现上述电不使用电镀的方式缩小的成本提高了扭曲断裂强度和弯曲强度,且保证了金刚石磨粒的固结强度,能使金刚石磨粒均匀附着到钢线上,避免了不必要的浪费的目的,本发明提供如下技术方案:一种树脂电镀金刚线生产工艺,包括以下步骤:
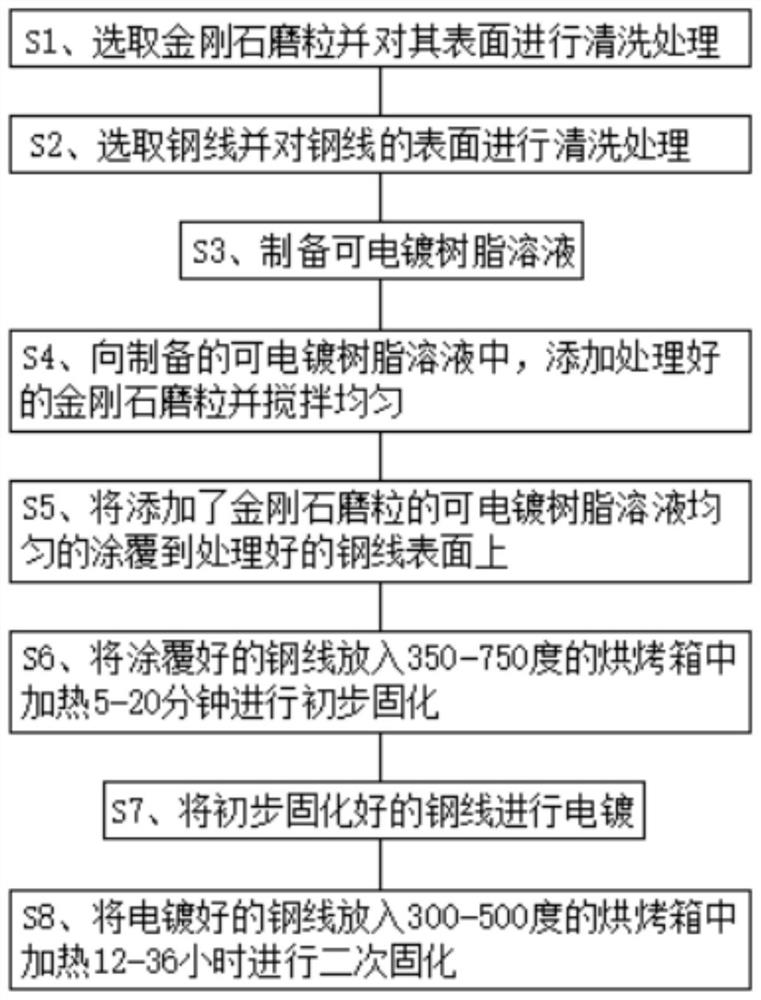
S1、选取金刚石磨粒并对其表面进行清洗处理;
S2、选取钢线并对钢线的表面进行清洗处理;
S3、制备可电镀树脂溶液;
S4、向制备的可电镀树脂溶液中,添加处理好的金刚石磨粒并搅拌均匀;
S5、将添加了金刚石磨粒的可电镀树脂溶液均匀的涂覆到处理好的钢线表面上;
S6、将涂覆好的钢线放入350-750度的烘烤箱中加热5-20分钟进行初步固化;
S7、将初步固化好的钢线进行电镀;
S8、将电镀好的钢线放入300-500度的烘烤箱中加热12-36小时进行二次固化。
优选的,所述S1中选取金刚石磨粒并对其表面进行清洗处理的方法为:选用直径5-50微米的金刚石磨粒,先使用浓度为25-35g/L的氨基磺酸溶液在常温下对金刚石粉进行酸洗10分钟,然后水洗干净;再使用浓度为25-35g/L、温度为50度的NaOH溶液对金刚石粉进行碱洗10分钟,之后水洗干净;然后向清洗后的金刚石磨粒中,加入伯胺盐、仲胺盐或叔胺盐中的至少一种,温度为55-65度搅拌20分钟,之后水洗干净,并80度下烘干;再向烘干后的金刚石磨粒放入中加入伯胺盐、仲胺盐或叔胺盐中的至少一种,温度为55-65度,搅拌20分钟,之后水洗干净,并80度下烘干。
优选的,所述S2中选取钢线并对钢线的表面进行清洗处理的方法与S1的方法相同。
优选的,所述S3中制备可电镀树脂溶液的方法为:选取重量份的组分组成为苯乙烯丁二烯丙烯腈树脂5-35、苯乙烯丙烯腈共聚物30-50、苯乙烯丁二烯丙烯腈橡胶粉20-40、乙烯-丙烯酸共聚物1-1.5、抗氧剂、增溶剂、润滑剂、热稳定剂、脱模剂和紫外光吸收剂中的至少一种1-1.5,然后将它们用高速混合机混合均匀,然后加入双螺杆挤出机中,控制加工温度在175-185度,螺杆转速120~560rpm,通过双螺杆挤出机熔融共混挤出。
与现有技术相比,本发明提供了一种树脂电镀金刚线生产工艺,具备以下有益效果:
1、该树脂电镀金刚线生产工艺,通过电镀与树脂结合剂结合使用的方法将金刚石磨粒固结到钢线上,从而拥有了树脂结合剂的优点,使得金刚线的扭曲断裂强度和弯曲强度提高,降低了金刚线切割过程中发生断裂的可能。
2、该树脂电镀金刚线生产工艺,通过电镀与树脂结合剂结合使用的方法将金刚石磨粒固结到钢线上,降低了镀层的厚度,降低了电镀的成本。
3、该树脂电镀金刚线生产工艺,通过将金刚石磨粒通过制备可电镀的树脂,使金刚石磨粒通过树脂固结到钢线上后在经过电镀增强了金刚石磨粒与树脂的固结强度,降低了金刚石磨粒在切割过程中脱落的可能。
4、该树脂电镀金刚线生产工艺,通过电镀后的二次固化保证了提高了树脂的强度,更加耐磨,使得固结效果更佳稳定。
附图说明
图1为本发明工艺流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:
请参阅图1,一种树脂电镀金刚线生产工艺,包括以下步骤:一种树脂电镀金刚线生产工艺,包括以下步骤:
S1、选取金刚石磨粒并对其表面进行清洗处理,方法为:选用直径5微米的金刚石磨粒,先使用浓度为25g/L的氨基磺酸溶液在常温下对金刚石粉进行酸洗10分钟,然后水洗干净;再使用浓度为25g/L、温度为50度的NaOH溶液对金刚石粉进行碱洗10分钟,之后水洗干净;然后向清洗后的金刚石磨粒中,加入伯胺盐,温度为55度搅拌20分钟,之后水洗干净,并80度下烘干;再向烘干后的金刚石磨粒放入中加入仲胺盐,温度为55度,搅拌20分钟,之后水洗干净,并80度下烘干,以便金刚石磨粒进行后续的电镀反应;
S2、选取钢线并对钢线的表面进行清洗处理,与S1的方法相同,方便涂覆带金刚石磨粒的树脂溶液;
S3、制备可电镀树脂溶液,方法为:选取重量份的组分组成为苯乙烯丁二烯丙烯腈树脂5份、苯乙烯丙烯腈共聚物30份、苯乙烯丁二烯丙烯腈橡胶粉20份、乙烯-丙烯酸共聚物1份、抗氧剂1份,然后将它们用高速混合机混合均匀,然后加入双螺杆挤出机中,控制加工温度在175度,螺杆转速120rpm,通过双螺杆挤出机熔融共混挤出,以便树脂能进行电镀反应;
S4、向制备的可电镀树脂溶液中,添加处理好的金刚石磨粒并搅拌均匀,用于将金刚石磨粒和树脂均匀的涂覆到钢线上;
S5、将添加了金刚石磨粒的可电镀树脂溶液均匀的涂覆到处理好的钢线表面上,提高产品合格率;
S6、将涂覆好的钢线放入350度的烘烤箱中加热5分钟进行初步固化,将树脂和金刚石磨粒初步固结不会散开,同时方便电镀;
S7、将初步固化好的钢线进行电镀,增强固化的效果;
S8、将电镀好的钢线放入300度的烘烤箱中加热12小时进行二次固化,提高固化的树脂的强度。
实施例二:
请参阅图1,一种树脂电镀金刚线生产工艺,包括以下步骤:一种树脂电镀金刚线生产工艺,包括以下步骤:
S1、选取金刚石磨粒并对其表面进行清洗处理,方法为:选用直径50微米的金刚石磨粒,先使用浓度为35g/L的氨基磺酸溶液在常温下对金刚石粉进行酸洗10分钟,然后水洗干净;再使用浓度为35g/L、温度为50度的NaOH溶液对金刚石粉进行碱洗10分钟,之后水洗干净;然后向清洗后的金刚石磨粒中,加入叔胺盐,温度为65度搅拌20分钟,之后水洗干净,并80度下烘干;再向烘干后的金刚石磨粒放入中加入伯胺盐,温度为65度,搅拌20分钟,之后水洗干净,并80度下烘干,以便金刚石磨粒进行后续的电镀反应;
S2、选取钢线并对钢线的表面进行清洗处理,与S1的方法相同,方便涂覆带金刚石磨粒的树脂溶液;
S3、制备可电镀树脂溶液,方法为:选取重量份的组分组成为苯乙烯丁二烯丙烯腈树脂35份、苯乙烯丙烯腈共聚物50份、苯乙烯丁二烯丙烯腈橡胶粉40份、乙烯-丙烯酸共聚物1.5份、抗氧剂和脱模剂1.5份,然后将它们用高速混合机混合均匀,然后加入双螺杆挤出机中,控制加工温度在185度,螺杆转速560rpm,通过双螺杆挤出机熔融共混挤出,以便树脂能进行电镀反应;
S4、向制备的可电镀树脂溶液中,添加处理好的金刚石磨粒并搅拌均匀,用于将金刚石磨粒和树脂均匀的涂覆到钢线上;
S5、将添加了金刚石磨粒的可电镀树脂溶液均匀的涂覆到处理好的钢线表面上,提高产品合格率;
S6、将涂覆好的钢线放入750度的烘烤箱中加热20分钟进行初步固化,将树脂和金刚石磨粒初步固结不会散开,同时方便电镀;
S7、将初步固化好的钢线进行电镀,增强固化的效果;
S8、将电镀好的钢线放入500度的烘烤箱中加热36小时进行二次固化,提高固化的树脂的强度。
综上所述,该树脂电镀金刚线生产工艺,通过电镀与树脂结合剂结合使用的方法将金刚石磨粒固结到钢线上,从而拥有了树脂结合剂的优点,使得金刚线的扭曲断裂强度和弯曲强度提高,降低了金刚线切割过程中发生断裂的可能。通过电镀与树脂结合剂结合使用的方法将金刚石磨粒固结到钢线上,降低了镀层的厚度,降低了电镀的成本。通过将金刚石磨粒通过制备可电镀的树脂,使金刚石磨粒通过树脂固结到钢线上后在经过电镀增强了金刚石磨粒与树脂的固结强度,降低了金刚石磨粒在切割过程中脱落的可能。通过电镀后的二次固化保证了提高了树脂的强度,更加耐磨,使得固结效果更佳稳定。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。