一种底架后立板的焊接柔性装夹机构
文献发布时间:2023-06-19 19:20:08
技术领域
本发明涉及焊接柔性装夹技术领域,具体为一种底架后立板的焊接柔性装夹机构。
背景技术
现有技术对此类焊接夹具采用的是人工装夹固定,需人工调整装夹组件模块,耗时较长,效率低。
发明内容
本发明的目的在于提供一种底架后立板的焊接柔性装夹机构,解决了背景技术中所提出需人工调整装夹组件模块,耗时较长,效率低的问题。
为实现上述目的,本发明提供如下技术方案:一种底架后立板的焊接柔性装夹机构,包括底板,所述底板上方固定安装有两个相互对称的压紧组件,且压紧组件于底板前后两侧壁分别错位安装有两个U型块定位组件和圆柱定位组件,两个所述U型块定位组件和圆柱定位组件于底板上竖直方向对称,所述底板底部固定安装六个支撑腿,且六个支撑腿于底板处横向对称,三个所述同侧支撑腿相对的一侧壁均固定安装有衔接杆。
作为本发明的一种优选实施方式,每个所述U型块定位组件、圆柱定位组件和压紧组件下方于底板上设置有安装板,且每个安装板上均固定安装有定位块。
作为本发明的一种优选实施方式,每个所述安装板四周均螺纹拧接有第一固定螺栓,且第一固定螺栓位于远离定位块四周,每个所述定位块上方分别固定安装有U型块定位组件、圆柱定位组件和压紧组件。
作为本发明的一种优选实施方式,所述U型块定位组件包括第二传动机构保护壳,两个所述第二传动机构保护壳内腔设置有第二气缸组件,且第二气缸组件一端设置有U型块定位部件,两个所述第二气缸组件和U型块定位部件通过第二固定螺栓固定连接,两个所述第二气缸组件相互对称。
作为本发明的一种优选实施方式,所述圆柱定位组件包括第三传动机构保护壳,两个所述第三传动机构保护壳内腔均设置有第三气缸组件,且第三气缸组件连接于连接板,两个所述第三气缸组件相互对称。
作为本发明的一种优选实施方式,两个所述连接板上方均设置有夹紧组件保护壳,且夹紧组件保护壳内腔设置有两个相互对称的固定板,两个所述固定板一端固定可连接于连接板,且两个固定板下方均设置有活动机构,所述活动机构连接于夹紧组件。
作为本发明的一种优选实施方式,两个所述压紧组件包括第一传动机构保护壳,且第一传动机构保护壳内腔设置有第一气缸组件,两个所述第一气缸组件相互对称。
作为本发明的一种优选实施方式,所述U型块定位组件、圆柱定位组件和压紧组件均由plc控制系统进行控制。
作为本发明的一种优选实施方式,两个所述压紧组件一侧壁设置有限位块组件。
与现有技术相比,本发明的有益效果如下:
1.本发明一种底架后立板的焊接柔性装夹机构,采用气动系统控制夹具模块位置,传感器系统检测物料的信息,通过plc系统控制气动系统调整夹具模块,可快速定位夹紧,提高生产效率。
2.本发明一种底架后立板的焊接柔性装夹机构,通过plc系统控制气动系统调整夹具模块,可快速定位夹紧,提高生产效率,可降低设备成本。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
图1为本发明一种底架后立板的焊接柔性装夹机构的侧视(一)结构示意图;
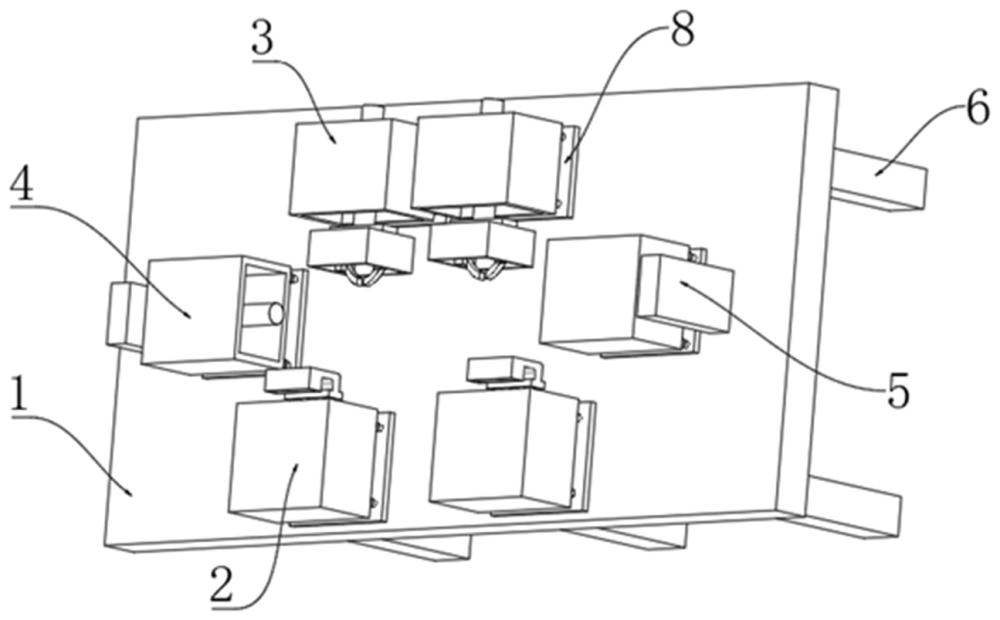
图2为本发明一种底架后立板的焊接柔性装夹机构的立体结构示意图;
图3为本发明一种底架后立板的焊接柔性装夹机构的A处局部结构示意图;
图4为本发明一种底架后立板的焊接柔性装夹机构的侧视(二)结构示意图
图5为本发明一种底架后立板的焊接柔性装夹机构的B处局部结构示意图
图6为本发明一种底架后立板的焊接柔性装夹机构的侧视(三)结构示意图
图7为本发明一种底架后立板的焊接柔性装夹机构的C处局部结构示意图。
图中:1、底板;2、U型块定位组件;3、圆柱定位组件;4、压紧组件;5、限位块组件;6、支撑腿;7、衔接杆;8、安装板;9、第一传动机构保护壳;10、第一气缸组件;11、第一固定螺栓;12、第二气缸组件;13、第二固定螺栓;14、U型块定位部件;15、第二传动机构保护壳;16、第三传动机构保护壳;17、第三气缸组件;18、夹紧组件保护壳;19、连接板;20、固定板;21、夹紧组件;22、定位块。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例一:
请参阅图1-7,本发明提供一种技术方案:包括底板1,底板1上方固定安装有两个相互对称的压紧组件4,且压紧组件4于底板1前后两侧壁分别错位安装有两个U型块定位组件2和圆柱定位组件3,两个U型块定位组件2和圆柱定位组件3于底板1上竖直方向对称,底板1底部固定安装六个支撑腿6,且六个支撑腿6于底板1处横向对称,三个同侧支撑腿6相对的一侧壁均固定安装有衔接杆7。
请参阅图1-7,在具体实施方式中,每个U型块定位组件2、圆柱定位组件3和压紧组件4下方于底板1上设置有安装板8,且每个安装板8上均固定安装有定位块22。本设置中,因为压紧组件4、U型块定位组件2、圆柱定位组件3、限位块组件5与底板1之间通过第一固定螺栓11进行固定,从而保证了压紧组件4、U型块定位组件2、圆柱定位组件3、限位块组件5在使用时不会从底板1上出现掉落的情况,保证了该机构的使用安全性,且边缘对U型块定位组件2、圆柱定位组件3和压紧组件4进行更换。每个安装板8四周均螺纹拧接有第一固定螺栓11,且第一固定螺栓11位于远离定位块22四周,每个定位块22上方分别固定安装有U型块定位组件2、圆柱定位组件3和压紧组件4。本设置中,保证了U型块定位组件2、圆柱定位组件3和压紧组件4的稳定性。
请参阅图1-7,U型块定位组件2包括第二传动机构保护壳15,两个第二传动机构保护壳15内腔设置有第二气缸组件12,且第二气缸组件12一端设置有U型块定位部件14,两个第二气缸组件12和U型块定位部件14通过第二固定螺栓13固定连接,两个第二气缸组件12相互对称。本设置中,通过第二传动机构保护壳15使其能够对第二气缸组件12进行保护,同时通过第二气缸组件12保证其能够对工件进行夹持。圆柱定位组件3包括第三传动机构保护壳16,两个第三传动机构保护壳16内腔均设置有第三气缸组件17,且第三气缸组件17连接于连接板19,两个第三气缸组件17相互对称。本设置中,通过第三传动机构保护壳16保证其能够对第三气缸组件17进行保护,而通过第三气缸组件17使其能够对工件进行夹持。两个连接板19上方均设置有夹紧组件保护壳18,且夹紧组件保护壳18内腔设置有两个相互对称的固定板20,两个固定板20一端固定可连接于连接板19,且两个固定板20下方均设置有活动机构,活动机构连接于夹紧组件21。本设置中,通过夹紧组件21能够保证其对工件进行夹持固定。
请参阅图1-7,两个压紧组件4包括第一传动机构保护壳9,且第一传动机构保护壳9内腔设置有第一气缸组件10,两个第一气缸组件10相互对称。本设置中,通过第一传动机构保护壳9使其能够对第一气缸组件10进行保护,通过第一气缸组件10能够使其对工件进行夹持。U型块定位组件2、圆柱定位组件3和压紧组件4均由plc控制系统进行控制。本设置中,保证了U型块定位组件2、圆柱定位组件3和压紧组件4内设置的气缸组件能够进行移动,从而对工件进行夹持。两个压紧组件4一侧壁设置有限位块组件5。本设置中,通过人工切换限位块组件5位置,对应不同型号的工件进行限位固定。
需要说明的是,本发明为一种底架后立板的焊接柔性装夹机构,各个件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
工作原理:由底板1、两个压紧组件4、两个U型块定位组件2、两个圆柱定位组件3、限位块组件5组成,因为压紧组件4、U型块定位组件2、圆柱定位组件3、限位块组件5与底板1之间通过第一固定螺栓11进行固定,从而保证了压紧组件4、U型块定位组件2、圆柱定位组件3、限位块组件5在使用时不会从底板1上出现掉落的情况,保证了该机构的使用安全性。而压紧组件4、U型块定位组件2通过PLC进行控制,从而能够实现其对整个工件的横向固定,在通过圆柱定位组件3中的气缸组件,从而能够实现对工件的横向定位夹紧固定,在通过U型块定位组件2能够实现其对工件的竖向固定,U型块定位组件2由U型块定位部件14和第二气缸组件12组成。而U型块定位部件14和第二气缸组件12有第二固定螺栓13进行过多连接,从而能够当第二气缸组件12中的气缸推出和缩回能够控制U型块定位部件14的移动,从而实现对工件的横向固定,U型块定位部件14中气缸的推出和缩回,实现对工件的竖向固定,夹紧组件21中气缸的夹紧和打开,实现对工件的夹紧固定,由PLC系统控制两个压紧组件4的气缸缩回和两个U型块定位组件2缩回,让圆柱定位组件3中气缸缩回使得圆柱定位组件3中的气缸组件回原位,此时夹爪打开,在通过人工切换限位块组件5位置,对应不同型号的工件,所述底板上设置有,PLC系统控制装置,使得此时压紧组件4中气缸推出,完成工件的夹紧,然后再U型块定位组件2中的气缸推出,定位压紧工件,圆柱定位组件3的气缸推出、气动手指夹紧,完成工件的夹紧,从而实现工件的定位固定,通过采用气动系统控制夹具模块位置,传感器系统检测物料的信息,通过plc系统控制气动系统调整夹具模块,可快速定位夹紧,提高生产效率。