一种食品行业自动装盒装置
文献发布时间:2023-06-19 11:05:16
技术领域
本发明涉及食品领域,具体而言,涉及一种食品行业自动装盒装置。
背景技术
自动上料装盒技术是现代工业生产中的一种先进制造技术,因其优秀的自动化性能,它在近年来已经被普及到食品行业的许多领域中,而在食品加工后端领域中自动化上下料技术的应用亦日渐广泛。但是自动上料装盒技术应用在食品加工的装盒工序领域目前只是靠人工把饼或者成品料放入盒子,在人工装盒当中,怎样有效的将产品准确无误地蒋多个饼或者成品料准确地放进盒子里面,还能在同一时间内取多个饼或者成品料放置,并且可以在后道工序取饼或者成品料时,不影响前道工序的进料,机器无等待时间,提高工作效率,是自动上料装盒技术系统的关键所在。
目前,现有的上料装盒装置设备有很多种,比如并联机器人自动上料装盒,单饼装盒设备,这种自动上料装盒装置的基本原理是,将饼或者成品料通过皮带线输送,视觉系统固定和取料吸盘固定在机器人上,当皮带线启动后,饼或者成品料随着皮带线输送,视觉系统先判定饼或者成品料的位置,然后把饼和成品料的位置坐标传送到系统,机器人带动吸盘机构进行取料。取料完成,机器人启动,将饼或者成品料放置在盒子上,以此类推。这种自动上料装盒装置有视觉系统去判定饼或者成品料的位置,并且将位置信息传到系统,然后再吸盘取料。在视觉系统判定位置和传输位置信息给系统时,流水线只能停止工作,而且机器人取饼或者成品料时,只能取一个,再来回放置,时间浪费且效率低下。
发明内容
为了弥补以上不足,本发明提供了一种食品行业自动装盒装置,旨在改善食品行业自动装盒装置,在装盒过程中只能单个完成装填,浪费的时间而且工作效率较低的问题。
本发明是这样实现的:
本发明提供一种食品行业自动装盒装置,包括固定支架、进料皮带线、托盘进料线、带分隔板链条线、理料机构、下压系统和推料系统。
所述进料皮带线固定在固定支架的两侧,所述托盘进料线固定在固定支架的顶面,所述带分隔板链条线包括挡料辊、带轮传动机构、步进电机和第二传送带,所述第二传送带安装在所述固定支架的顶面,所述第二传送带位于所述托盘进料线的两侧,所述步进电机安装在所述固定支架的顶面,所述步进电机通过带轮传动机构与所述第二传送带传动连接,所述挡料辊转动连接在所述第二传送带的顶面一侧,所述理料机构包括固定连接板、理料板和变频电机,所述固定连接板固定在所述固定支架的顶面,所述固定连接板位于所述托盘进料线和所述进料皮带线之间,所述变频电机安装在固定连接板的表面,所述变频电机输出轴的端部连接链轮链条机构,所述理料板固定在所述链轮链条机构上,所述下压系统包括两个支撑架和伺服电机,两个所述支撑架固定在所述固定支架的顶面,所述第二传送带位于所述支撑架的内部,所述伺服电机固定在两个所述支撑架之间,所述伺服电机的输出端连接有丝杆,所述丝杆的端部转动连接有支撑板,所述支撑板的内部贯穿固定有吸盘,所述吸盘的底部吸附固定有推料板,一个所述支撑架的一侧固定有第一滑块导轨,一个所述支撑架的另一侧转动连接有整料辊,所述推料系统包括伺服减速电机、顶升气缸和升降板,所述顶升气缸安装在所述固定支架的顶面,所述升降板固定在所述顶升气缸的输出端,所述伺服减速电机安装在第二传送带的外表面,所述升降板的顶面滑动连接第二滑块导轨,所述伺服减速电机通过齿轮齿条传动机构与所述第二滑块导轨连接。
在本发明的一种实施例中,所述固定支架的底部安装有移动轮,所述移动轮对称设置有四个。
在本发明的一种实施例中,所述固定支架的底部螺纹连接有螺纹柱,所述螺纹柱位于所述移动轮的一侧,所述螺纹柱的底部固定有支撑垫。
在本发明的一种实施例中,所述托盘进料线包括调速电机和第一传送带,所述第一传送带的底部固定有板式链固定座,所述板式链固定座固定在所述固定支架的顶面,所述调速电机安装在第一传送带的一侧,所述调速电机与所述第一传送带传动连接,所述挡料辊转动连接在所述第一传送带的外表面。
在本发明的一种实施例中,所述带轮传动机构包括两个带轮和传动带,一个带轮设置在步进电机输出轴的端部,另一个带轮安装在第二传送带上,两个带轮之间通过传动带传动连接。
在本发明的一种实施例中,所述链轮链条机构包括两个链轮和传动链条,一个链轮设置在变频电机输出轴的端部,另一个链轮转动连接在所述固定连接板上,两个链轮之间通过传动链条传动连接,所述理料板固定传动链条上。
在本发明的一种实施例中,所处齿轮齿条传动机构包括齿轮和齿条,齿轮安装在所述伺服减速电机输出轴的端部,齿条固定在所述第二滑块导轨上,齿轮与齿条啮合。
在本发明的一种实施例中,所述第二传送带的表面设置有隔板,隔板等距离间隔分布在第二传送带的表面。
在本发明的一种实施例中,所述固定支架的一侧设置有控制箱。
在本发明的一种实施例中,所述控制箱的表面设置有触摸屏、工作指示灯和三色报警灯。
本发明的有益效果是:本发明通过上述设计得到的一种食品行业自动装盒装置,使用时,通过托盘进料线将多个空托盘分别输送,托盘进料线上的感应传感器检测到空托盘全部到位,此时,在饼或者成品料通过两侧进料皮带线分别输送至两侧理料机构的下方,这时理料机构上的感应传感器检测到来料,并将信号传输给控制箱,控制箱内部的PLC控制器发出指令,此时两侧变频电机启动两边的链轮链条机构运转,链轮链条机构上的理料板将产品推送到带分隔板链条线,此时,两个挡料辊将饼或者成品料档在带分隔板链条线的中间位置,带分隔板链条线上的传感器检测到有饼或者成品料进料,启动步进电机行走一个位置,致使带分隔板链条线的下一个空的分隔间距刚好对应理料机构的理料板,同时理料板再推送饼或者成本料进来。以此类推,不断循环进料。档带分隔板链条线不断输送时,此时两边的挡料辊和整料辊也在不断自转,确保同步进行挡料和整形,当带分隔板链条线上的检测传感器检测到饼或者成品料输送到一点数量时,控制箱内部的PLC控制器发出指令,两侧伺服减速电机驱动推料机构将饼或者成品料推送至指定位置,控制箱内部的PLC控制器发出指令,下压系统上的伺服电机驱动丝杆将吸盘下压取料,并放入空托盘内,再提升至初始位置,顶升气缸也同时将下压系统顶起,伺服减速电机将托盘进料线退回初始位置后,顶升气缸再下降。与此同时,步进电机不断驱动带分隔板链条线将饼或者成品料进料,不断循环。当下压系统的吸盘回到初始位置时,调速电机驱动托盘进料线将料输送出来。此时,空托盘也依次输送进来,如此循环动作,这样可以同时进行多个装盒操作,提高了工作的效率。
附图说明
为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
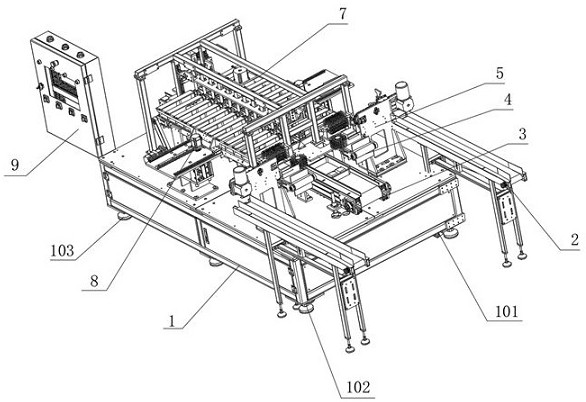
图1是本发明实施方式提供的食品行业自动装盒装置立体结构示意图;
图2为本发明实施方式提供的食品行业自动装盒装置部分立体结构示意图;
图3为本发明实施方式提供的食品行业自动装盒装置控制箱结构示意图。
图中:1-固定支架;101-移动轮;102-螺纹柱;103-支撑垫;2-进料皮带线;3-托盘进料线;3014-调速电机;3021-板式链固定座;3022-第一传送带;4-带分隔板链条线;405-挡料辊;4015-带轮传动机构;4016-步进电机;4023-第二传送带;5-理料机构;501-固定连接板;502-理料板;503-链轮链条机构;504-变频电机;7-下压系统;706-整料辊;707-推料板;708-支撑架;709-第一滑块导轨;7010-吸盘;7011-伺服电机;7012-丝杆;7024-支撑板;8-推料系统;8017-伺服减速电机;8018-第二滑块导轨;8019-齿轮齿条传动机构;8020-顶升气缸;8025-升降板;9-控制箱;903-触摸屏;904-工作指示灯;905-三色报警灯。
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
实施例
请参阅图1-3,本发明提供一种技术方案:一种食品行业自动装盒装置,包括固定支架1、进料皮带线2、托盘进料线3、带分隔板链条线4、理料机构5、下压系统7和推料系统8。
进料皮带线2安装在固定支架1的两侧,用于原料输送,托盘进料线3固定在固定支架1的顶面,用于进行托盘输送,带分隔板链条线4安装在托盘进料线3的两侧,用于对原料进行转移,理料机构5安装在带分隔板链条线4的一侧,用于将原料转移到带分隔板链条线4上,下压系统7和推料系统8分别安装在带分隔板链条线4的两侧和上端,用于进行升降和下压操作。
请参阅图1和图2,固定支架1的底部安装有移动轮101,移动轮101对称设置有四个;固定支架1的底部螺纹连接有螺纹柱102,螺纹柱102位于移动轮101的一侧,螺纹柱102的底部固定有支撑垫103,这里通过移动轮101的设置,可以方便整个装盒装置进行移动,通过转动螺纹柱102使支撑垫103与地面接触,有利于对装盒装置进行平衡调节,提高使用的稳定性。
请参阅图1和图2,进料皮带线2固定在固定支架1的两侧,这里的进料皮带线2为皮带输送机,是现有的输送机构可以方便对原料进行转移。
请参阅图1和图2,托盘进料线3固定在固定支架1的顶面;托盘进料线3包括调速电机3014和第一传送带3022,第一传送带3022的底部固定有板式链固定座3021,板式链固定座3021固定在固定支架1的顶面,调速电机3014安装在第一传送带3022的一侧,调速电机3014与第一传送带3022传动连接,挡料辊405转动连接在第一传送带3022的外表面,这样的设置可以方便对包装盒进行输送。
请参阅图1和图2,带分隔板链条线4包括挡料辊405、带轮传动机构4015、步进电机4016和第二传送带4023,第二传送带4023安装在固定支架1的顶面,第二传送带4023位于托盘进料线3的两侧,步进电机4016安装在固定支架1的顶面,步进电机4016通过带轮传动机构4015与第二传送带4023传动连接,挡料辊405转动连接在第二传送带4023的顶面一侧;第二传送带4023的表面设置有隔板,隔板等距离间隔分布在第二传送带4023的表面,这样可以方便通过隔板将原料分别放置在隔板之间进行输送。
带轮传动机构4015包括两个带轮和传动带,一个带轮设置在步进电机4016输出轴的端部,另一个带轮安装在第二传送带4023上,两个带轮之间通过传动带传动连接,通过这样的设置可以便于对原料进行转移。
请参阅图1和图2,理料机构5包括固定连接板501、理料板502和变频电机504,固定连接板501固定在固定支架1的顶面,固定连接板501位于托盘进料线3和进料皮带线2之间,变频电机504安装在固定连接板501的表面,变频电机504输出轴的端部连接链轮链条机构503,理料板502固定在链轮链条机构503上。
链轮链条机构503包括两个链轮和传动链条,一个链轮设置在变频电机504输出轴的端部,另一个链轮转动连接在固定连接板501上,两个链轮之间通过传动链条传动连接,理料板502固定传动链条上,通过这样的设置有利于理料板502进行旋转拨料。
请参阅图1和图2,下压系统7包括两个支撑架708和伺服电机7011,两个支撑架708固定在固定支架1的顶面,第二传送带4023位于支撑架708的内部,伺服电机7011固定在两个支撑架708之间,伺服电机7011的输出端连接有丝杆7012,丝杆7012的端部转动连接有支撑板7024,支撑板7024的内部贯穿固定有吸盘7010,吸盘7010的底部吸附固定有推料板707,一个支撑架708的一侧固定有第一滑块导轨709,一个支撑架708的另一侧转动连接有整料辊706。
请参阅图1和图2,推料系统8包括伺服减速电机8017、顶升气缸8020和升降板8025,顶升气缸8020安装在固定支架1的顶面,升降板8025固定在顶升气缸8020的输出端,伺服减速电机8017安装在第二传送带4023的外表面,升降板8025的顶面滑动连接第二滑块导轨8018,伺服减速电机8017通过齿轮齿条传动机构8019与第二滑块导轨8018连接;所处齿轮齿条传动机构8019包括齿轮和齿条,齿轮安装在伺服减速电机8017输出轴的端部,齿条固定在第二滑块导轨8018上,齿轮与齿条啮合。
固定支架1的一侧设置有控制箱9;控制箱9的表面设置有触摸屏903、工作指示灯904和三色报警灯905,这里控制箱9上还设置有按钮组件,用于对装盒装置进行控制。
具体的,该食品行业自动装盒装置的工作原理:使用时,通过托盘进料线3将多个空托盘分别输送,托盘进料线3上的感应传感器检测到空托盘全部到位,此时,在饼或者成品料通过两侧进料皮带线2分别输送至两侧理料机构5的下方,这时理料机构5上的感应传感器检测到来料,并将信号传输给控制箱9,控制箱9内部的PLC控制器发出指令,此时两侧变频电机504启动两边的链轮链条机构503运转,链轮链条机构503上的理料板502将产品推送到带分隔板链条线4,此时,两个挡料辊405将饼或者成品料档在带分隔板链条线4的中间位置,带分隔板链条线4上的传感器检测到有饼或者成品料进料,启动步进电机4016行走一个位置,致使带分隔板链条线4的下一个空的分隔间距刚好对应理料机构5的理料板502,同时理料板502再推送饼或者成本料进来,以此类推,不断循环进料,档带分隔板链条线4不断输送时,此时两边的挡料辊405和整料辊706也在不断自转,确保同步进行挡料和整形,当带分隔板链条线4上的检测传感器检测到饼或者成品料输送到一点数量时,控制箱9内部的PLC控制器发出指令,两侧伺服减速电机8017驱动第二滑块导轨8018将饼或者成品料推送至指定位置,控制箱9内部的PLC控制器发出指令,下压系统7上的伺服电机7011驱动丝杆7012将吸盘7010下压取料,并放入空托盘内,再提升至初始位置。顶升气缸8020也同时将下压系统7顶起,伺服减速电机8017将托盘进料线3退回初始位置后,顶升气缸8020再下降,与此同时,步进电机4016不断驱动带分隔板链条线4将饼或者成品料进料,不断循环。当下压系统7的吸盘7010回到初始位置时,调速电机3014驱动托盘进料线3将料输送出来,此时,空托盘也依次输送进来,如此循环动作,这样可以同时进行多个装盒操作,提高了工作的效率。
需要说明的是,调速电机3014、步进电机4016、变频电机504、伺服电机7011、伺服减速电机8017、顶升气缸8020和控制箱9具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
调速电机3014、步进电机4016、变频电机504、伺服电机7011、伺服减速电机8017、顶升气缸8020和控制箱9的供电及其原理对本领域技术人员来说是清楚的,在此不予详细说明。
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种食品行业自动装盒装置
- 一种用于食品行业的全自动烹饪装置