一种六面顶压机的锻造焊接成型铰链梁及其制备方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及铰链梁技术领域,特别是一种六面顶压机的锻造焊接成型铰链梁及其制备方法。
背景技术
六面顶压机是利用六面顶的工作原理,通过液压同步推动六个硬质合金顶锤对合成材料进行挤压产生高压,并通过低电压大功率电流进行加热产生高温,使合成材料内部组织发生质变而形成新的超硬材料的过程。
目前,六面顶压机铰链梁通常为钢水浇注而成,其具有重量大、钢材利用率低的缺点,并且,随着六面顶压机合成腔不断扩大,其对铰链梁的承载能力要求也越来越高,钢水浇注的铰链梁已经不能满足其需要;对于浇注的铰链梁,需要在铰链梁的腔体内中安装工作缸,主要是由于铸造密度、精度达不到工作缸的要求,而锻造的铰链梁可以在铰链梁内直接锻造出符合要求的工作缸。
目前,市面上已经有锻造成型的铰链梁,有的是整体锻造而成,由于铰链梁整体结构比较大,整体锻造时加工过程麻烦,工艺复杂;有的是由锻造的梁筒体和锻造的耳片焊接而成,耳片末端需要加工出焊接坡口进而将耳片焊接在梁筒体外,然而现有的梁筒体外部都为圆柱形,耳片末端的焊接坡口的形状不统一,而且耳片的高度不同,增加了加工难度、焊接难度;另外,焊接坡口的形状对焊接后的铰链梁整体性能存在很大的影响,中国专利申请号为CN201210056685.2公开了一种六面顶压机铰链梁及其制造方法,这种六面顶压机铰链梁包括缸体和耳朵,所述的缸体外部与耳朵连接处设置有棱脊,所述的耳朵上设置有与棱脊相配合的凹槽,二者为焊连接。该耳片末端与缸体是通过棱脊和凹槽连接,然后在进行焊接,然而由于棱脊和凹槽的存在,在焊接时棱脊和凹槽之间容易存在焊接缝隙,从而影响整个铰链梁的机械强度。
发明内容
本发明的目的是要解决现有技术中存在的不足,提供一种六面顶压机的锻造焊接成型铰链梁及其制备方法。
为达到上述目的,本发明是按照以下技术方案实施的:
本发明的第一个目的是要提供一种六面顶压机的锻造焊接成型铰链梁,包括锻造成型的梁筒体和若干锻造成型的耳片,耳片上开设有固定件连接孔;所述梁筒体外壁呈八棱柱结构,八棱柱结构的任意一组相对面相互平行且宽度相同,所述耳片包括第一耳片和第二耳片,第一耳片和第二耳片的高度相同,一组宽度较大的相对面上分别垂直设有两个第一耳片和一个第二耳片,第二耳片位于两个第一耳片中间,第一耳片与第二耳片之间的距离大于第二耳片的厚度;与该组宽度较大的相对面相互垂直的一组相对面上分别垂直设有两个第二耳片,两个第二耳片之间的距离大于第二耳片的厚度;所述第一耳片和第二耳片的末端均设有对称的K形坡口,所述第一耳片和第二耳片的末端与梁筒体外壁焊接为一体。
进一步地,所述第二耳片的厚度大于第一耳片的厚度。
进一步地,所述第一耳片与第二耳片之间的距离和两个第二耳片之间的距离均比第二耳片的厚度大10-15mm。
进一步地,所述梁筒体的顶端锻造有缸腔,缸腔底部中心开设有油通道。
进一步地,所述梁筒体和耳片均选用30CrMo合金钢材料锻造而成。
本发明的第二个目的是要一种六面顶压机的锻造焊接成型铰链梁的制备方法,包括以下步骤:
S1、分别用30CrMo合金钢材料锻造制得梁筒体和耳片;梁筒体的顶端锻造有缸腔,缸腔底部中心开设有油通道;耳片上开设有固定件连接孔,并在耳片的末端均加工出对称的K形坡口;
S2、将梁筒体固定,并对耳片进行定位,然后对梁筒体和耳片进行预热至220-260摄氏度;
S3、然后在梁筒体的四个面上进行二氧化碳气体保护电弧焊焊接,焊接参数为:采用30CrMo合金钢材料的焊丝,在80%氩气和20%二氧化碳的混合气体下进行保护焊,从而将耳片的末端通过K形坡口与梁筒体外壁焊接为一体;
S4、焊接完成后,于150摄氏度下保温2小时,然后随炉缓慢冷却至常温。
作为本发明的进一步优选方案,所述步骤S2中采用中频电磁感应加热系统对梁筒体和耳片进行预热,并且继续加热保持在恒温条件下进行焊接。
与现有技术相比,本发明的梁筒体和耳片单独进行锻造而成,梁筒体外壁呈八棱柱结构,因此耳片的高度可以按照同一高度进行下料,降低了加工难度;锻造后的梁筒体和耳片焊接在后,由于采用完全对称的K形焊接坡口,每片耳片焊封的承载能力对称一致,且焊接时能使梁筒体和耳片焊接为一体,不会存在焊接间隙的问题,保证了铰链梁的整体机械性能,而且耳片的变形量小。本发明制作工艺简单,整体机械性能增强。
附图说明
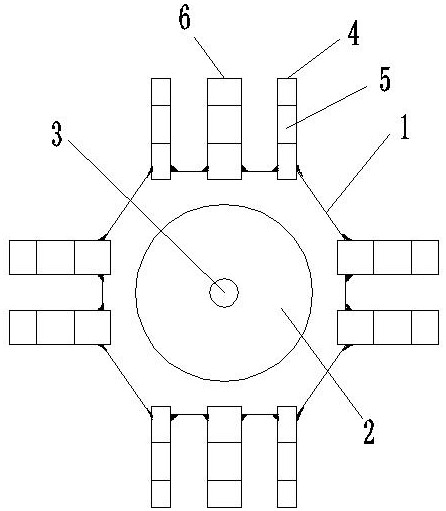
图1为本发明的主视图。
图2为本发明的后视图。
图3为图1的剖视图。
图4为本发明的第二耳片结构示意图。
具体实施方式
为使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步的详细说明。此处所描述的具体实施例仅用于解释本发明,并不用于限定发明。
如图1-图4所示,本实施例的一种六面顶压机的锻造焊接成型铰链梁,包括锻造成型的梁筒体1和若干锻造成型的耳片,耳片上开设有固定件连接孔5,梁筒体1的顶端锻造有缸腔2,缸腔2底部中心开设有油通道3;所述梁筒体1外壁呈八棱柱结构,八棱柱结构的任意一组相对面相互平行且宽度相同,所述耳片包括第一耳片4和第二耳片6,第二耳片6的厚度大于第一耳片4的厚度,由于梁筒体1外壁呈八棱柱结构每一个面都是一个平面便于焊接耳片,因此下料时可以使第一耳片4和第二耳片6的高度相同,降低加工难度、焊接难度;一组宽度较大的相对面上分别垂直设有两个第一耳片4和一个第二耳片6,第二耳片6位于两个第一耳片4中间,第一耳片4与第二耳片6之间的距离比第二耳片6的厚度大10-15mm;与该组宽度较大的相对面相互垂直的一组相对面上分别垂直设有两个第二耳片6,两个第二耳片6之间的距离比第二耳片6的厚度大10-15mm;如图1、图2所示,两组耳片之间相互垂直;所述第一耳片4和第二耳片6的末端均设有K形坡口7,所述第一耳片4和第二耳片6的末端与梁筒体1外壁焊接为一体。
制备该六面顶压机的锻造焊接成型铰链梁时,具体步骤如下:
分别用30CrMo合金钢材料锻造制得梁筒体1、第一耳片4与第二耳片6;第一耳片4与第二耳片6的长度一致,梁筒体1的顶端锻造有缸腔2,缸腔2底部中心开设有油通道3;第一耳片4与第二耳片6上开设有固定件连接孔5,并在第一耳片4与第二耳片6的末端均加工出K形坡口7;
将梁筒体1固定,并对第一耳片4与第二耳片6进行定位,然后采用中频电磁感应加热系统对梁筒体1和耳片进行预热至220-260摄氏度;本实施例中的中频电磁感应加热系统可以直接在市面上采购,本实施例不在赘述其具体结构和功能参数;
然后在梁筒体1的四个面上进行二氧化碳气体保护电弧焊焊接,焊接参数为:采用30CrMo合金钢材料的焊丝,在80%氩气和20%二氧化碳的混合气体下进行保护焊,从而将耳片的末端通过焊丝与梁筒体1外壁焊接为一体;
焊接完成后,于150摄氏度下保温2小时,然后随炉缓慢冷却至常温。
通过上述制备过程制得的铰链梁,由于梁筒体1和耳片都采用30CrMo合金钢材料,耳片与梁筒体1外壁焊接为一体后,耳片的屈服强度最大能达到与梁筒体1一致的833N/mm
本发明的技术方案不限于上述具体实施例的限制,凡是根据本发明的技术方案做出的技术变形,均落入本发明的保护范围之内。
- 一种六面顶压机的锻造焊接成型铰链梁及其制备方法
- 一种六面顶压机的锻造焊接成型铰链梁