一种稳固舒适的多层鞋底及其成型方法
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及运动鞋领域,尤其涉及一种稳固舒适的多层鞋底及其成型方法。
背景技术
目前市场上消费者对运动鞋的功能性要求越来越高,倾向于选择舒适性强、保护性能好的运动鞋。在目前市场及现有技术中,Adidas公司所用的Boost科技可以应用于中底全掌使用,其柔软度好,整体材质轻弹,固定性较好,减震回弹感受比较明显。目前这种鞋底都是双层的,由外底和中底组成,这种运动鞋底结合仍然存在如下缺点:很多运动鞋采用外底和中底采用胶体连接的方式固定,结合形式单一,结构简单,特别是前足部分以及后跟部分容易脱胶,稳定性不强;在提高固定性的同时难以保持鞋底的跟随性和包裹性,没有将稳定性与包裹性进行结合。另外现有技术的中底上层上底,是通过成型后染色,只能成型单色或者双色的鞋底,鞋底不够美观。
发明内容
本发明针对现有技术中的缺点,提供一种稳固舒适的多层鞋底及其成型方法。
解决上述技术问题,本发明通过下述技术方案得以解决:
一种稳固舒适的多层鞋底,包括下层鞋底和上层鞋底,下层鞋底包括底层和中层,底层的顶面与中层的底面贴合连接,中层的顶部与上层鞋底的底面设置有限位连接结构,中层顶面具有前底部、中底部和后底部,中层外表面至少部分呈爆米花状。中层的外表与巴斯夫的boost鞋底相同,具有一定回弹力,缓震感好。结构配合底层耐磨材质,底层主要提供抓地防滑纹路并提供支撑,提升中足底的力量传导,中层主要负责提升鞋底的回弹,提供鞋体良好的缓震性能,上层鞋底对中层进行水平限位,提升鞋底的支撑性能,同时能通过染色提升鞋体的美观度。
作为优选,后底部的边缘设置有向上凸起的第一限位凸缘,上层鞋底的底部对应设置有第一卡槽,第一卡槽嵌入第一限位凸缘内形成配合,第一限位凸缘卡设在第一卡槽内形成限位连接结构。
作为优选,前底部的外边缘开设有第二限位凸缘,上层鞋底底部的前部分对应设置有第二卡槽,第二卡槽的槽壁与第二限位凸缘的外侧壁抵接,第二限位凸缘卡设在第二卡槽内形成限位连接结构。
作为优选,中底部向下凹陷,中底部的中央向上凸出设置有凸柱。
作为优选,上层鞋底对应前底部、后底部开设有通孔使中层露出上层鞋底表面,后底部露出部分设置有透气孔。上层鞋底对应前底部、后底部开设有通孔使中层露出上层鞋底表面,后底部露出部分设置有透气孔。前底部在外围呈U形的凹槽,该凹槽的槽壁形成第二限位凸缘可以使中层和上层的鞋底的第二卡槽相互限位从而增加了鞋底的稳固性。中层露出部分可以加强鞋底的透气性,且样可以使脚底板的前足部分和后跟部分都与柔软的中底相接触,提高鞋底的舒适性,接触部分的外圈都通过上层鞋底加强支撑,下层鞋底的中层会在提供充足回弹的同时减少水平方向上的形变,从而增加鞋底支撑,使鞋底不易变形。
一种稳固舒适的多层鞋底的成型方法,用于成型鞋底,包括以下步骤:
A、将下层鞋底注塑成型;
B、将下层鞋底放置在第一鞋模的底部,在下层鞋底上方注入中层鞋底的原材料,将中层鞋底通过模压成型或注塑成型;
C、将准备好的上层鞋底的原材料通过注塑机从第二鞋模的注入嘴注入,其中第二鞋模至少在前部、中部和后部各设置有注入嘴,前部与中部的注入嘴、中部与后部的注入嘴中分别注入不同颜色的上层鞋底的原材料;
D、将成型好的上层鞋底与中层鞋底组合。
步骤C中,上层鞋底的原料制作方法如下:按不同颜色分组的熔融态的原料通过不同注入嘴同时注入至第二鞋模的不同部位中,至鞋模中时注满原料。上层鞋底的颜色可以通过成型后浸泡染色或者在备材中添加染料的方式染色,使上层鞋底颜色与中层白色的颜色相区分,鞋底美观度更佳。
步骤C中,熔融态或者液态的原料通过热塑性弹性体原料、润滑剂、发泡助剂、染料分别送至各颜色分组的混炼加工机中,在混炼加工机内进行混炼,制成热塑性弹性体熔体。
步骤B前,预先在下层鞋底上涂布水性聚氨酯粘接层,或者通过注塑料本身的粘性使下层鞋底与中层鞋底连接。
中层鞋底是通过将发泡的原料颗粒模塑、粒状或粉状的原料加入到注射机的料斗里,原料经加热熔化呈流动状态,在注射机的螺杆或活塞推动下,经喷嘴和模具的浇注系统进入模具型腔,在模具型腔内硬化定型。每一步的注塑成型包括公模、母模合模、排气、定型步骤,为本领域人员的常规技术操作,在此不加以赘述。
上层鞋底的材质为PVC、TPU、TPR、TPE中的一种,底层的材质为PVC、TPU、TPR、TPE、橡胶中的一种,中层的材质为PU。
TPR是英文Thermo-Plastic Rubber的缩写,中文名称叫热塑性橡胶。国外技术研发人员对一种叫做SBS弹性体的材料进行改性研发,最后制成了一种类似橡胶特性的材料,与橡胶的无定型需交联特性相比,这种材料同时具有热可塑性,常温可定型。根据其特性,人们称作热塑性橡胶,简称TPR。SBS弹性体分子链中存在不饱和双键,耐老化、耐候性、耐温等性能都较为欠缺。通过不断技术创新,SEBS弹性体研发问世。SEBS实际上是通过氢化作用,让SBS中的不饱和双键变成单键饱和分子结构,从而提升了材料的耐老化、耐候性、抗撕裂性、耐高温性能等等。而SEBS同样可进行改性,应用于注塑、挤出、吹塑、流涎等成型。
TPE(Thermoplastic Elastomer)是一种热塑性弹性体材料,具有高强度,高回弹性,可注塑加工的特征,应用范围广泛,环保无毒安全,有优良的着色性。tpe具有环保无毒安全,硬度范围广,有优良的着色性,触感柔软,耐候性,抗疲劳性和耐温性,加工性能优越,无须硫化,可以循环使用降低成本,既可以二次注塑成型,与PP、PE、PC、PS、ABS等基体材料包覆粘合,也可以单独成型。
TPU聚氨酯,TPU是Thermoplastic Urethane的简称,中文名称为热塑性聚氨酯弹性体,TPU是由二苯甲烷二异氰酸酯(MDI)、甲苯二异氰酸酯(TDI)和大分子多元醇、扩链剂共同反应聚合而成的高分子材料。主要分为有聚酯型和聚醚型之分,它硬度范围宽(60HA-85HD)、耐磨、耐油,透明,弹性好,在日用品、体育用品、玩具、装饰材料等领域得到广泛应用,无卤阻燃TPU还可以代替软质PVC以满足越来越多领域的环保要求。
PU就是聚氨酯材料是聚氨基甲酸酯的简称,英文名称是polyurethane,它是一种高分子材料。是分子结构中含有—NHCOO—单元的高分子化合物,该单元由异氰酸基和羟基混合反应而成。pu材料的特点很明显,这也是成就广阔市场的关键。在家居装修行业,一般用于客厅沙发等表皮制作。PU 又称再生皮,再生革。它的特点是质轻、耐磨损不滑、耐寒、耐化学品,但价贵、易撕裂、机械强度差,抗撕裂强度差。PU色彩较少。PU面料是仿真的皮面料,由人造材料合成,具有真皮的质感,非常结实耐用,而且价格低廉。
本发明由于采用了以上技术方案,具有显著的技术效果:
三层的结构使鞋底更加美观;脚底板的前足部分和后跟部分都与柔软的中底相接触,提高鞋底的舒适性,接触部分的外圈都通过上层鞋底加强支撑,下层鞋底的中层会在提供充足回弹的同时减少水平方向上的形变,从而增加鞋底支撑,使鞋底不易变形。
现有技术中,pvc层是通过先成型,浸在染料中进行染色的,从而大多只有一种颜色,或者前后两侧采用两种颜色进行染色,不能做到包含多种颜色,本发明采用染料与上层鞋底的原材料混合的方式,在不同注塑孔注入至鞋底的不同部位,实现可以具有多种不同的颜色,使鞋底成型后更加美观。
附图说明
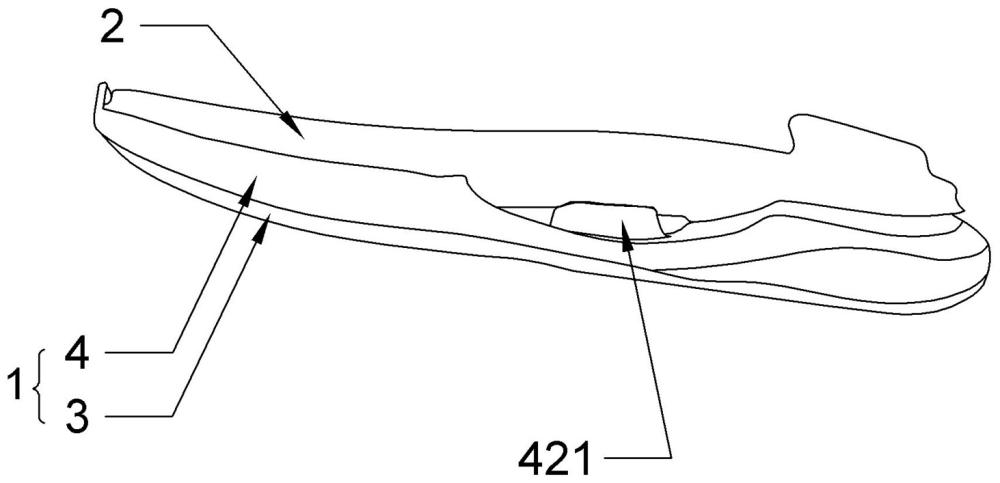
图1是本发明的结构示意图。
图2是上层鞋底的背面结构示意图。
图3是上层鞋底的正面结构示意图。
图4是中层的结构示意图。
以上附图中各数字标号所指代的部位名称如下:其中,1、下层鞋底;2、上层鞋底;21、第一卡槽;22、第二卡槽;23、通孔;3、底层鞋底;4、中层鞋底;41、前底部;411、第二限位凸缘;42、中底部;421、凸柱;43、后底部;431、第一限位凸缘。
具体实施方式
下面结合附图与实施例对本发明作进一步详细描述。
实施例1
一种稳固舒适的多层鞋底,如图1-4所示,包括下层鞋底1和上层鞋底2,下层鞋底1包括底层鞋底4和中层鞋底4,底层鞋底4的顶面与中层鞋底4的底面贴合连接,中层鞋底4的顶部与上层鞋底2的底面设置有限位连接结构,中层鞋底4和上层鞋底2其中之一设置有限位凸缘,另一在对应位置设置有卡槽,限位凸缘卡设在卡槽内形成限位连接结构。
中层鞋底4顶面具有前底部41、中底部42和后底部43,中层鞋底4外表面至少部分呈爆米花状。
后底部43的边缘设置有向上凸起的第一限位凸缘431,上层鞋底2的底部对应设置有第一卡槽21,第一卡槽21嵌入第一限位凸缘431内形成配合。
第一限位凸缘431呈U形。
前底部41的外边缘开设有第二限位凸缘411,上层鞋底2底部的前部分对应设置有第二卡槽22,第二卡槽22的槽壁与第二限位凸缘411的外侧壁抵接。
第二卡槽22的后侧槽壁抵接在前底部41的后边缘。
中底部42向下凹陷,中底部42的中央想还是那个凸出设置有凸柱421。
上层鞋底2对应前底部41、后底部43开设有通孔23使中层鞋底4露出上层鞋底表面,后底部43露出部分设置有透气孔。
上层鞋底2与中层鞋底4之间通过胶水进行黏贴或者在中层鞋底4成型时通过注塑在上层鞋底2的顶部连接。
上层鞋底2的材质为PVC、TPU、TPR、TPE中的一种,底层鞋底4的材质为PVC、TPU、TPR、TPE、橡胶中的一种,中层鞋底4的材质为pu。
加工时,先将底层鞋底4通过注塑成型,然后将底层鞋底4铺在鞋模的底部,若是底层和中层鞋底4的材料不可融合,在其上面涂胶,若是底层鞋底4与中层鞋底4的材质可以融合,则可以不用涂胶,在底层鞋底4上方注入中层的材料成型,完成后使底层鞋底4与中层鞋底4形成一体。然后单独进行加工上层鞋底,上层鞋底2加工完成后,使上层鞋底2的第一卡槽21、第二卡槽22分别对应中层鞋底4后底部43的第一限位凸缘431、前底部41的第二限位凸缘411放置,上层鞋底2受其限位固定,上层鞋底2与中层鞋底4之间可以通过胶体连接,也可以不固定,即完成多层鞋底的加工。
实施例2
一种稳固舒适的多层鞋底的成型方法,用于成型实施例1鞋底,其特征在于:包括以下步骤:
A、将下层鞋底注塑成型;
B、将下层鞋底放置在第一鞋模的底部,在下层鞋底上方注入中层鞋底的原材料,将中层鞋底通过模压成型或注塑成型;
C、将准备好的上层鞋底的原材料通过注塑机从第二鞋模的注入嘴注入,其中第二鞋模至少在前部、中部和后部各设置有注入嘴,前部与中部的注入嘴、中部与后部的注入嘴中分别注入不同颜色的上层鞋底的原材料;
D、将成型好的上层鞋底与中层鞋底组合。
步骤C中,上层鞋底的原料制作方法如下:按不同颜色分组的熔融态的原料通过不同注入嘴同时注入至第二鞋模的不同部位中,至鞋模中时注满原料。
步骤C中,熔融态或者液态的原料通过热塑性弹性体原料、润滑剂、发泡助剂、染料分别送至各颜色分组的混炼加工机中,在混炼加工机内进行混炼,制成热塑性弹性体熔体。
步骤B前,预先在下层鞋底上涂布水性聚氨酯粘接层,或者通过注塑料本身的粘性使下层鞋底与中层鞋底连接。
上层鞋底的材质为PVC、TPU、TPR、TPE中的一种,底层的材质为PVC、TPU、TPR、TPE、橡胶中的一种,中层的材质为PU。
在本发明的描述中,需要理解的是,术语“中心”、“长度”、“宽度”、“厚度”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
总之,以上所述仅为本发明的较佳实施例,凡依本发明申请专利范围所作的均等变化与修饰,皆应属本发明专利的涵盖范围。