冰刀刀刃激光冲击强化方法
文献发布时间:2024-01-17 01:17:49
技术领域
本申请涉及体育运动器械的激光加工技术领域,具体是涉及冰刀刀刃激光冲击强化方法。
背景技术
冰刀鞋的冰刀开刃后特别锋利,一般冰刀都是用金属材质制成的,它的刃口很窄,常见的普通冰刀的刀刃只有2毫米宽,最宽的花样冰刀的刀刃也不超过4毫米,速滑用的冰刀更是和普通的刀子一样快。
此外,滑冰运动员还需要经常磨刀,避免刀刃变钝,通常情况下,滑冰20个小时之后就要打磨一下冰刀的刀刃。
冰刀可分为碳素钢工具钢、不锈钢、高速工具钢或者粉末冶金、涂层材质,碳素工具钢材质一般为初学者使用,不同质量的冰刀主要取决于碳含量,虽然同一项目中所用冰刀的硬度都达到相同的标准,但由于钢的等级不一样,在相同的条件下,较高等级的钢会使冰刀边缘使用寿命保持更长时间。
冰刀根据结构和运动特点大致可分为三类:速滑冰刀、花样冰刀、冰球冰刀。虽然三种冰刀有不同之处,但滑行时蹬冰原理基本相似。
速滑冰刀可分为大跑道速滑冰刀和短跑道速滑冰刀,大跑道速滑冰刀其刀体长,刀刃弧度小,刀刃和冰面接触面积大,转弯半径大,适于大跑道长距离滑行。短跑道速滑冰刀,其刀体短,刀刃弧度大,和冰面接触面积相对小,转弯半径小,适于短跑道(500m~1000m)滑行,刀体厚度为1.4±0.1mm,硬度为HRC56~60。
花样冰刀根据冰上动作和刀齿及刀体形状又可分自由花样冰刀、规定图形花样冰刀、冰上舞蹈花样冰刀。由于花样滑冰运动多以跳跃、旋转步伐为主,因此,与其它冰刀不同之处在于前刀齿,保证冰刀前倾10度时允许最下一齿接触冰面。刀刃较厚,其中普级冰刀不低于3.5mm,高级冰刀不低于3.8mm,硬度为HRC56~60,刀体短,刀刃弧度大。
冰球冰刀分为守门员冰球刀和球员冰刀,由于在运动时,球员经常需要急停、转弯,刀体需较高的强度,刀刃厚度2.8±0.1mm,呈圆弧状,中间平直部分不能小于80mm。
为进一步提高冰刀的强度和疲劳性能和耐腐蚀性能,可以采用激光冲击强化技术对刀刃进行强化处理。目前激光冲击强化广泛用于叶片边缘的强化,可以提高使用寿命5-7倍,效果十分明显,但叶片是圆头结构,一般采用双面冲击强化获得展向用于提高叶片高低周疲劳性能和抗外物损伤性能,如图1所示。
同叶片等薄壁结构类似,冰刀激光冲击强化过程中也容易产生变形和层裂,因此变形和层裂是薄壁结构激光冲击强化的关键技术。叶片激光冲击强化通常采用方形光斑双面激光冲击强化来避免变形,但双面同时激光冲击强化更容易产生层裂。而冰刀刀刃是近似直角结构,倒角尺寸很小,不能完全借鉴叶片结构的激光冲击强化,对比有必要提出一种全新的冰刀刀刃激光冲击强化方法,以解决上述技术问题。
发明内容
(一)要解决的技术问题
本发明主要针对以上问题,提出了一种冰刀刀刃激光冲击强化方法,其目的是解决冰刀激光冲击强化过程中容易产生变形和层裂的问题。
(二)技术方案
为实现上述目的,本发明提供了一种冰刀刀刃激光冲击强化方法,包括以下步骤:
提供冰刀基体;
在所述冰刀基体的刀刃上包覆吸收层,所述吸收层包覆在刀刃倒角的区域为圆弧过渡的R角;
对包覆有吸收层的刀刃进行激光冲击强化处理,激光冲击强化的激光直接以法向方向入射;
采用光学成像增强的方式,以法向方向入射R角区域,对包覆有吸收层的刀刃倒角区域进行进一步激光冲击强化处理;
激光冲击强化处理后,清理包覆的吸收层。
进一步地,所述光学成像增强的方式包括采用焦距的透镜或者反射镜聚焦对倒角区域进行激光冲击强化处理。
进一步地,所述光学成像增强的方式包括采用多次重叠的激光脉冲对倒角区域进行进行激光冲击强化处理。
进一步地,所述吸收层为镀铝层或镀银层。
进一步地,所述冰刀基体材料为不锈钢、钛合金、高碳钢、合金钢或复合材料。
进一步地,所述吸收层通过物理气相沉积、磁控溅射或电镀方式制备。
进一步地,所述吸收层的厚度为0.5至20微米。
进一步地,所述激光冲击强化处理采用脉冲激光,激光功率为500W至2000W。
进一步地,所述清理包覆的吸收层使用化学溶液或者机械磨削方法。
(三)有益效果
利用刀刃上包覆吸收层增强激光冲击强化效果,在激光冲击强化处理中,直接使用激光束对倒角区域进行强化时,激光束对倒角区域的能量分布比较均匀,难以实现对倒角区域的精确加工和强化,导致倒角部位的强化效果比较弱。为了增强倒角区域的强化效果,本发明在倒角区域利用光学成像技术,即利用透镜或反射镜聚焦,或者采用多次激光束照射,以改善倒角部位的强化效果,从而实现刀刃顶面的激光冲击强化,避免变形和层裂,同时获得残余压应力和疲劳性能和抗腐蚀性能的提升。
附图说明
图1为本申请背景技术中披露的一种叶片和冰刀激光冲击强化方式的结构示意图。
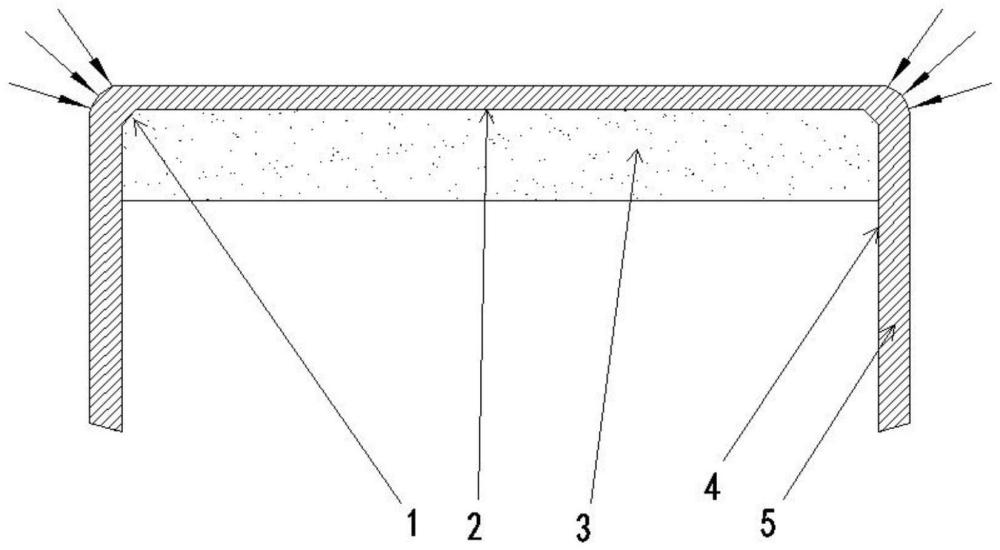
图2为本申请披露的一种刀刃截面结构示意图。
图3为本申请披露的一种刀刃端面激光冲击强化的结构示意图。
图4为本申请披露的一种R角区域进行进一步激光冲击强化的结构示意图。
图中所示的附图标记:1、倒角;2、刀刃端面;3、激光冲击强化理想残余压应力区;4、刀刃侧面;5、吸收层。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
本发明一实施例提供了一种冰刀刀刃激光冲击强化方法,包括以下步骤:
S100、提供冰刀基体;
S200、在所述冰刀基体的刀刃上包覆吸收层,所述吸收层包覆在刀刃倒角的区域为圆弧过渡的R角;
S300、对包覆有吸收层的刀刃进行激光冲击强化处理,激光冲击强化的激光直接以法向方向入射;
S400、采用光学成像增强的方式,以法向方向入射R角区域,对包覆有吸收层的刀刃倒角区域进行进一步激光冲击强化处理;
S500、激光冲击强化处理后,清理包覆的吸收层。
图2是冰刀刀刃示意图,倒角1尺寸很小,一般只有几十微米,因此该部位几乎等同于直角;刀刃端面2是冰刀与冰面接触并承受运动体重的接触面;激光冲击强化理想残余压应力区3使刀刃端面和倒角区域均处于残余压应力区;刀刃侧面4在转弯时承受冰面摩擦和压力。
因此强化刀刃端面是关键区域,在激光冲击强化处理中,直接使用激光束对倒角区域进行强化时,激光束对倒角区域的能量分布比较均匀,难以实现对倒角区域的精确加工和强化,导致倒角部位的强化效果比较弱。
为了增强倒角区域的强化效果,如图3所示,本实施例在刀刃上(包括倒角1、刀刃端面2以及刀刃侧面4)包覆一层吸收层5,它可以吸收激光能量并将其转化为热能,从而增强激光冲击的效果和强化的深度。镀铝层或镀银层是一种常用的吸收层材料,具有良好的热导性和化学稳定性,其中,倒角1所包覆的吸收层5为圆弧过渡的R角,在激光冲击强化处理时,先用激光冲击强化刀刃端面2,激光冲击强化的激光直接以法向方向入射,然后在包覆的边缘R区进一步强化倒角区域(图4),在倒角区域利用光学成像技术,进一步改善倒角部位的强化效果,从而实现刀刃顶面的激光冲击强化,避免变形和层裂,同时获得残余压应力和疲劳性能和抗腐蚀性能的提升。
在一些实施例中,采用光学成像方法来提高倒角部位的强化效果包括;
1、通过小焦距的透镜或反射镜聚焦激光束,可以使激光束的能量在倒角区域集中,形成高能量密度的激光束,从而实现对倒角区域的精确加工和强化,这样可以增强倒角部位的强化效果,提高滑冰运动用滑冰鞋的冰刀的耐用性和稳定性;
2、使用多次激光冲击强化处理,通过累积效应,逐步提高倒角部位的强化效果。
这些方法可以单独或结合使用,以达到提高倒角部位强化效果的目的,例如,激光冲击强化的激光直接以法向方向入射,然后在包覆的边缘R区进一步强化倒角区域(图4),R区激光冲击强化采用小焦距的透镜或者反射镜聚焦,由于激光冲击强化的冲击波以零件表面法向方向向内部传播,因此形成冲击波的聚焦效应,使倒角位置激光冲击强化效果大大增强。激光冲击强化以后再清理掉包覆的吸收层。
在一些实施方式中,一般的,其他未提及的光学成像增强的方式不受特别限制,例如采用更高功率的激光器,以提高能量密度,又或者调整激光束的形状,使其更接近倒角部位的形状,从而能够更好地匹配倒角部位的形状。
在一些实施例中,可以用作冰刀基体的材料类型,包括但不限于:不锈钢、钛合金、高碳钢、合金钢或复合材料。这些材料都具有高强度和耐腐蚀性,因此可以用于制作高性能冰刀。
于本实施例中一种吸收层5的制备方法,包括但不限于:物理气相沉积、磁控溅射或电镀方式。这些方法都可以用于在刀刃表面形成薄层吸收材料,以吸收激光能量并提高激光冲击强化的效果。
优选的,当吸收层5的厚度范围为0.5至20微米。这个范围的选择可以平衡吸收层5的厚度和冰刀的切削性能之间的关系。
优选的,激光冲击强化处理所使用的脉冲激光功率范围为500W至2000W。这个功率范围内的激光脉冲可以在短时间内提供足够的能量,以在刀刃表面形成高温和高压的区域,从而强化刀刃。
另外,本实施例还提供了一种清理所包覆的吸收层5的方法,包括使用化学溶液或机械磨削方法。这些方法可以有效地去除吸收层5,以确保冰刀的切削性能不会受到影响。
为进一步揭示本发明的性质,以下实施例对本发明强化方法作了详细说明。要明了的是,除了在所附上的权利要求书中特指的这些限定条件外,本发明不受这些实施例中所陈述的特定条件或细节的限制。
实施例1
将一把不锈钢制成的冰刀放置于真空室内,使用物理气相沉积的方法在刀刃上镀上一层厚度为5微米的铝层作为吸收层5,铝层的形状在刀刃的倒角1区域有良好的覆盖,为圆弧过渡的R角,其余部位与刀刃的形状相匹配。接下来,使用500W的激光功率的激光直接以法向方向入射刀刃端面2进行激光冲击强化处理,随后在以法向方向入射R角,对倒角1区域进行进一步强化处理,并在入射R角前,使用聚焦透镜将一个脉冲激光束聚焦到刀刃倒角1区域。处理后,使用化学溶液将铝层清除,从而得到冰刀刀刃激光冲击强化处理的最终产品。通过比较实验前后的硬度和抗磨损性能,可以发现处理后的冰刀刀刃表现出更好的性能和更长的使用寿命。
实施例2
1、准备冰刀基体:选择不锈钢作为冰刀基体材料,根据设计要求进行加工制造,形成冰刀刀刃;
2、包覆吸收层:选择磁控溅射方式制备铝吸收层5,将其均匀地覆盖在刀刃上,并在刀刃倒角1区域形成圆弧过渡的R角。
3、激光冲击强化处理:采用脉冲激光,功率为1000W,波长为1064nm。以法向方向对刀刃端面2进行激光冲击强化处理,随后,使用焦距为50mm的透镜,对R角区域进行激光冲击强化处理,每个点重复冲击10次,每次冲击时间为10毫秒。
4、清理吸收层5:使用化学溶液,将覆盖在刀刃上的吸收层5清理干净,以保证刀刃的光洁度和平滑度。
通过上述方法进行处理后的冰刀刀刃,具有更高的硬度、耐磨性和抗冲击性能,可以更好地适应冰上运动的需求。
实施例3
1、准备冰刀基体:选择不锈钢材料作为冰刀基体,进行加工和打磨,得到具有刀刃的冰刀基体;
2、包覆吸收层5:采用物理气相沉积法,在刀刃端面2、刀刃侧面4、倒角1的区域上镀上一层厚度为5微米的镀银层,形成吸收层5,其中,对位于倒角1区域的吸收层5进行处理,使其成为圆弧过渡的R角;
3、光学成像增强:先以法向入射的方式对刀刃端面2进行激光强化冲击处理,随后,采用反射镜聚焦对R角区域进行进一步激光冲击强化处理。在进行进一步激光冲击强化处理前,将冰刀放置在一个特制的夹具上,使刀刃倒角区域朝向反射镜。在反射镜的帮助下,可以精确控制激光的入射角度和位置,从而使得激光的能量能够集中在倒角区域。此外,采用多次重叠的激光脉冲对倒角区域以及刀刃端面2区域进行激光冲击强化处理,以提高强化效果;
4、清理吸收层5:采用化学溶液清洗刀刃表面,将镀银层完全清除,恢复原始表面状态。
该实施例的冰刀刀刃通过平顶的附加吸收层实现刀刃顶面的激光冲击强化,避免变形和层裂,同时获得残余压应力和疲劳性能和抗腐蚀性能的提升。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。