鞋类和用于使用直接注射过程制造鞋类的方法
文献发布时间:2024-01-17 01:20:32
技术领域
本发明涉及根据权利要求1所述的鞋类。
本发明还涉及一种制造鞋类的方法和用于制造鞋类的系统。
背景技术
本领域已知借助于鞋底到鞋面的直接注射来制造鞋类。
直接注射过程(DIP)在许多方面是有利的,这是因为制造的鞋类可同时具有柔韧性和强度两者。
与这样的直接注射过程相关的挑战在于,制造方法需要鞋面的至少部分固定,以实现优化的成型工艺和鞋类制造。
DE 3242586 A1公开了一种用于制造鞋类例如凉鞋的方法和设备,其中鞋面被部分固定。该设备包括具有轮廓为凹部的基体,凉鞋的鞋面可以以倒置的位置定位在该凹部中。该设备还包括两个模具部件,该两者都铰接在其顶部的基体上。这些模具部件中的一个是中空的,对应于鞋类的形状,并且可被收纳在基体的上部中。另一个模具部分是平的,并且当闭合作为用于基体的盖时,可限定鞋底的面向地面的部分的图案。当制造凉鞋时,鞋面被放置在基体的凹部中,两个模具部件被依次闭合,其方式使得鞋面的端部(即,当鞋类处于其正常使用位置时所看到的鞋面下端)被定位在基体壁和中空模具部件之间。随后,鞋底可经由模制材料入口进行注射模制,从而在模制鞋底的同时将鞋面的端部紧固到鞋底。为了将鞋面的端部保持在基体壁和中空模具部分之间的位置,例如朝向基体壁,可在基体的每一侧上定位一对真空装置。
可以看出,该现有技术要求在鞋面的端部与基体壁/中空模具部件之间如果不是有宽敞的间隙的话也必须有足够的间隙,这可能导致注射材料在这些地方渗出或逸出,这再次需要随后对多余材料进行修剪。为了减少这个问题,该设备可设计成在基体壁/中空模具部件和鞋面的端部之间具有非常小的公差,然而,这意味着将难以定位鞋面并且难以闭合模具体,这是因为鞋面的端部将很容易挡道。这可能进一步导致,当中空模具部件在基体上闭合时,鞋面的端部甚至可能从其放置的位置错位,且从而导致制造中断和可能的残次品。
发明内容
本发明涉及一种鞋类,包括鞋面和鞋底,其中鞋面具有下端,其中鞋底具有面向鞋面的表面、面向地面的表面和侧表面,其中鞋底侧表面包括外(lateral)侧表面和内(medial)侧表面,其中,所述鞋面下端至少部分地通过所述鞋底的直接注射过程附接到所述鞋底侧表面,所述鞋底的直接注射过程经由包括至少两个侧模具部件的模具提供。
与现有技术相比,本发明的鞋类具有若干优点,包括将鞋面高效地附接到鞋底。
由此,获得了鞋面到鞋底的牢固附接。直接注射过程在不使用胶水或缝合的情况下形成防水密封,这进一步使鞋子为高度柔性的。
本发明使得能够在相同的制造过程中将鞋面附接到鞋底,且从而最小化诸如例如粘合和/或缝合这样的处理过程。
此外,与常规方式相比,本发明简化了鞋类的制造过程并且具有更少的处理。多种鞋面设计可用于同一侧模具,并从而降低成本和处理。
通过本发明,还实现了诸如根据本发明的凉鞋这样的鞋类具有以期望的精度和一致性附接到鞋底的侧表面的鞋面下端,这是因为鞋面下端至少部分地通过鞋底的直接注射过程附接到鞋底侧表面,其中所述鞋底的直接注射过程是通过包括至少两个侧模具部件的模具提供的。因此,这样的模具是通过将在模具的每一侧一个的至少两个侧模具部件朝向彼此移动到一个位置来闭合的,在该位置,两个侧模具部件例如水平地朝向例如模具闭合构件、鞋楦、仿鞋楦等闭合,并且由此鞋面下端,例如鞋底的每一侧上的鞋面下端,至少部分地通过例如水平移动的两个侧模具部件来定位。因此,可看出,该两个侧模具部件不会引起鞋面下端的任何例如有害的移位或干扰,如DE 3242586A1所公开的现有技术的情况,其中垂直于鞋底移动的垂直移动的模具部件可干扰并且可扰乱或移位鞋面下端。此外,通过本发明可实现的是,诸如凉鞋之类的鞋类可通过在鞋底上仅有少量且可能不存在多余的模制材料来生产,该多余的模制材料例如已经溢出并且应该通过例如修剪来去除的模制材料,这是通过经由包括至少两个侧模具部件的模具提供的鞋底的直接注射过程来实现的,其将便于模腔的高效闭合,例如由于两个侧模具部件从每一侧例如垂直于鞋面下端的轴向方向的水平运动,该鞋面下端可在鞋底的每一侧上设置例如一个鞋面下端。
值得注意的是,当提及例如“至少两个侧模具部件”这样的侧模具部件时,应理解这些对应于“侧模具”,例如下文中公开的第一侧模具和第二侧模具。
根据本发明的实施例,鞋面分别附接到外侧表面和内侧表面。
根据本发明的实施例,鞋类是凉鞋。
根据本发明的实施例,鞋面下端在直接注射过程之前至少部分地固定到模具。
因此,当移动两个侧模具部件以闭合模具时,两个侧模具部件将更不会对鞋面下端造成任何不利影响。由于两个侧模具部件在基本垂直于鞋面下端的方向上移动,例如基本垂直于鞋面下端的平面移动,因此不会引起沿鞋面下端的任何刮擦、挤压等,或可例如传递摩擦并导致鞋面下端例如移位的其他形式的相互作用。
根据本发明的实施例,鞋面到模具的固定是通过真空介导的。
侧模具可被改良为具有用于鞋面和真空孔和通道的铣削空间,并且侧模具可连接到真空系统。
因此,真空在直接注射过程期间保持鞋面的位置,且从而可能不需要常规的鞋楦和楦制过程。
根据本发明的实施例,鞋面到模具的固定是由胶水介导的。
因此,最初或在直接注射过程之前将鞋面固定在模具上,最小化了机器鞋楦的使用和投资。
进一步的优点是,在鞋类的制造期间,并且重要的是在直接注射处理的鞋底的制造期间,不需要提供具有放置在鞋楦上的缝合中底的鞋面。
根据本发明的实施例,直接注射过程包括直接注射工艺材料。
根据本发明的实施例,直接注射工艺材料是TPR、PVC、EVA、TPU和/或PU。
根据本发明的实施例,直接注射材料是PU。
根据本发明的实施例,直接注射材料介导鞋面至少附接到鞋底侧表面。
根据本发明的实施例,鞋底包括TPR、PVC、EVA、TPU和/或PU。
根据本发明的实施例,鞋底包括PU。
根据本发明的实施例,鞋底包括至少一种材料。
根据本发明的实施例,鞋底包括中底。
根据本发明的实施例,鞋底是有轮廓的。
根据本发明的实施例,鞋面包括皮革。
根据本发明的实施例,皮革是天然皮革。
根据本发明的实施例,皮革是牛皮革。
根据本发明的实施例,皮革是鞣制的牛皮革。
根据本发明的实施例,鞣制的牛皮革包含按皮革的重量计1-20%的量的鞣剂。
根据本发明的实施例,鞣剂包括铬鞣剂。
根据本发明的实施例,鞣剂包括植物鞣剂。
根据本发明的实施例,鞋面包括至少一层材料。
根据本发明的实施例,所述至少一层材料包括皮革。
根据本发明的实施例,鞋面包括皮革肉侧,并且其中皮革肉侧附接到鞋底侧表面。
包括附接到鞋底侧表面的皮革肉侧的鞋面的优点在于,减少或不存在用于将鞋面粘附到鞋底的打粗(roughing)过程。因此,可将所有头层粒面皮革用于鞋面,并获得皮革的有效和最大限度的利用。
打粗过程应理解为皮革纤维的刮擦或松动以确保材料充分结合的过程。
根据本发明的实施例,鞋面包括纺织品。
根据本发明的实施例,鞋面包括增强织物。
根据本发明的实施例,鞋面包括再生纤维。
根据本发明的实施例,鞋面包括短纤维。
根据本发明的实施例,鞋面包括至少一个袢带(strap)。
根据本发明的实施例,所述至少一个袢带是可调节的。
根据本发明的实施例,鞋面包括至少两个部分。
可调节袢带或可调节闭合系统的优点有助于锚定足部,并提供更大的稳定性和支撑。
根据本发明的实施例,鞋面和鞋底使用不同的材料制造,并且其中鞋面包括至少60%的第一材料和至少60%的第二材料。
根据本发明的实施例,第一材料是皮革。
根据本发明的实施例,第二材料是PU。
这里的示例可以是鞋面用例如皮革制造,且鞋底用例如PU制造。
根据本发明的实施例,鞋面下端通过侧表面附接长度附接至鞋底的侧表面。
根据本发明的实施例,侧表面附接长度小于10cm,诸如小于5cm,诸如小于4cm,诸如小于3cm,诸如少于2cm,诸如小于1cm。
根据本发明的实施例,侧表面附接长度在10cm至0.1cm之间,诸如在7cm至0.5cm之间,诸如在3cm至1cm之间。
根据本发明的实施例,鞋面下端以总周边附接长度附接至鞋底的侧表面。
根据本发明的实施例,总周边附接长度为至少3mm,诸如至少7mm,诸如至少1cm,诸如至少2cm,诸如至少4cm,诸如至少6cm,诸如至少8cm,诸如至少10cm,诸如至少12cm,诸如至少14cm,诸如至少16cm,诸如至少18cm,诸如至少20cm,诸如至少25cm,诸如至少30cm,诸如至少35cm。
根据本发明的实施例,总周边附接长度为至少1%,诸如至少5%,诸如至少10%,诸如至少20%,诸如至少30%,诸如至少40%,诸如至少50%,诸如至少70%,诸如100%。
根据本发明的实施例,总周边附接长度在1%和100%之间,诸如在10%和70%之间,并且其中侧表面附接长度在10cm到0.2cm之间,诸如4cm到0.5cm之间,诸如3cm到1cm之间。
根据本发明的实施例,该鞋类包括鞋衬垫。
根据本发明的实施例,鞋衬垫包括鞋垫。
根据本发明的实施例,鞋衬垫包括鞋垫、软木、皮革、泡沫、衬垫物和/或PU。
根据本发明的实施例,当根据ISO 3376:2011测量时,鞋面的下端和鞋底的外表面之间的附接力为至少5kN/m,更典型地高于10kN/m,或者甚至高于15kN/m。
附接力,以kN/m表示的极限抗拉强度是破碎1m宽的材料样品所需的拉力。用于测量增强织物极限抗拉强度的合适测试是ISO 3376:2011。ASTM D3039是一种专门适用于测试聚合物基复合材料拉伸性质的替代试验。
本发明还涉及一种用于制造鞋类的方法,所述方法包括以下步骤:
-提供鞋面,其中所述鞋面包括鞋面下端,
-提供模具,其中所述模具包括至少两个侧模具部件,
-将所述鞋面下端至少部分地固定到所述两个侧模具,
-提供模具闭合构件,
-闭合模具,
-通过用于制造鞋底的直接注射过程将直接注射材料注射到所述模具中,其中所述鞋底包括侧表面,且从而至少部分地通过所述鞋底的所述直接注射过程将所述鞋面下端附接至所述鞋底的所述侧表面。
与现有技术相比,本发明的方法具有若干优点,包括便于将鞋面高效地附接到鞋底。
通过该方法,获得了鞋面与鞋底的牢固连接。直接注射过程在不使用例如胶水或缝合的情况下形成防水密封,这进一步允许通过该方法制造的鞋具为高度柔性的。
本发明使得能够在相同的制造过程中将鞋面附接到鞋底,且从而最小化诸如例如粘合和/或缝合这样的处理过程。
此外,本发明的方法简化了制造鞋类的过程,并且与常规方法相比具有更少的处理。多种鞋面设计可用于同一侧模具中,且从而减少成本和处理。
通过本发明,还实现了通过根据本发明的方法的诸如凉鞋这样的鞋类具有以期望的精度和一致性附接到鞋底的侧表面的鞋面下端,这是因为鞋面下端至少部分地通过鞋底的直接注射过程附接到鞋底的侧表面,其中所述鞋底的直接注射过程是经由包括至少两个侧模具部件的模具提供的。因此,这样的模具是通过将在模具的每一侧一个的至少两个侧模具部件朝向彼此移动到一个位置来闭合的,在该位置,两个侧模具部件例如水平地朝向例如模具闭合构件、鞋楦、仿鞋楦等闭合,并且由此鞋面下端,例如鞋底的每一侧上的一个鞋面下端,至少部分地通过例如水平移动的两个侧模具部件来定位。因此,可看出,这两个侧模具部件不会引起鞋面下端的任何例如有害的移位或干扰,如DE 3242586A1所公开的现有技术的情况,其中垂直于鞋底移动的垂直移动的模部件可能干扰并且可能扰乱或移位鞋面下端。此外,通过该方法可实现的是,诸如凉鞋之类的鞋类可通过在鞋底上仅使用少量且可能不存在多余的模制材料来生产,该多余的模制材料例如已经溢出并且应当通过例如修剪来去除的模制材料,这是通过经由包括至少两个侧模具部件的模具提供的鞋底的直接注射过程来实现的,其将便于模腔的高效闭合,例如由于两个侧模具部件从每一侧例如垂直于鞋面下端的轴向方向的水平移动,该鞋面下端可在鞋底的每一侧上被提供例如一个鞋面下端。
根据本发明的实施例,通过真空介导将鞋面下端至少部分地固定到模具。
由此,可以以高效的方式,例如通过简单地将鞋面下端定位在预期位置,从而将其抓握和固定,来提供鞋面下端的固定。此外,鞋面下端的后续移除,例如在鞋底已模制之后与鞋底一起移除,可以以例如通过减少或关闭真空等各种方式实现。定位可手动或以至少部分自动化的方式实现。
根据本发明的实施例,直接注射模制材料是PU。
根据本发明的实施例,在直接注射过程之前鞋面下端至少部分地固定到模具。
根据本发明的实施例,鞋面和鞋底使用不同的材料制造,并且其中鞋面包括至少60%的第一材料和至少60%的第二材料。
根据本发明的实施例,鞋面包括皮革肉侧,并且其中皮革肉侧附接到鞋底侧表面。
根据本发明的一个实施例,模具的至少两个侧模具部件中的至少一个可以是可枢转的,并且其中,在将鞋面下端至少部分地固定到两个侧模具之前,模具的所述至少两个侧模具部件中的所述至少一个已经例如向外枢转,以便于进入(access)以定位鞋面下端。
由此,例如因为改进的进入通路允许更快的定位并因此实现制造,可实现改进的效率,这也可降低制造成本。此外,改进的进入通路也可例如因为鞋面下端可以以更高的精度定位而导致改进的质量。
根据本发明的一个实施例,闭合模具的步骤可包括从模具闭合构件的每一侧朝向所述模具闭合构件移动所述至少两个侧模具部件。
由此,例如,与DE 3242586 A1的现有技术所公开的情况相反,即其中可移动的模具部件在移动过程中可能例如刮擦或以其他方式将摩擦传递到鞋面下端,这可能导致不期望的效果,可实现的是,在至少两个侧模具部件的移动过程中,例如扰乱或以其他方式干扰鞋面下端的潜在风险被最小化或甚至避免。
根据本发明的一个实施例,当闭合模具时,已经至少部分地固定到两个侧模具的鞋面下端可在基本上垂直于鞋面下端的方向上移动。
由此,与DE 3242586 A1的现有技术相比,甚至进一步实现了在至少两个侧模具部件的移动过程期间,例如扰乱或以其他方式干扰鞋面下端的潜在风险被最小化或甚至避免。
根据本发明的一个实施例,模具可包括底模具,并且其中底模具可在将直接注射材料注射到模具中的步骤之前和/或期间向上移动,以将底模具定位在与鞋底的期望厚度相对应的位置。
根据本发明的实施例,该方法被应用于生产根据本发明实施例的鞋类。
根据另一个方面,本发明涉及一种用于通过直接注射过程制造鞋类的系统,所述系统包括用于直接注射的模具,其中所述模具包括至少两个侧模具部件,所述至少两个侧面模具部件中的每一个均被构造成用于将鞋面下端至少部分地固定到用于直接注射的模具。
与现有技术的系统相比,根据本发明的系统具有许多优点,诸如涉及便于鞋面与鞋底的有效附接的优点。
通过使用该系统,可获得鞋面与鞋底的牢固附接。直接注射过程在不使用例如胶水或缝合的情况下形成防水密封,这进一步允许通过使用该系统制造的鞋是高度柔性的。
本发明使得制造包括在相同的制造过程中将鞋面附接到鞋底的鞋类成为可能,且从而最小化诸如粘合和/或缝合这样的处理过程。
此外,与常规系统相比,该系统简化了制造鞋类的过程,并且涉及更少的处理。多种鞋面设计可用于同一侧模具,且从而降低成本和处理。
通过本发明,还实现了通过使用根据本发明的系统的鞋类诸如凉鞋具有以期望的精度和一致性附接到鞋底的侧表面的鞋面的下端,这是因为鞋面下端至少部分地通过鞋底的直接注射过程附接到鞋底的侧表面,其中所述鞋底的直接注射过程是经由包括所述至少两个侧模具部件的模具提供的。因此,这样的模具是通过将在模具的每一侧一个的至少两个侧模具部件朝向彼此移动到一个位置来闭合的,在该位置,两个侧模具部件例如水平地朝向例如模具闭合构件、鞋楦、仿鞋楦等而闭合,且并且由此鞋面下端,例如鞋底的每一侧上的一个鞋面下端,至少部分地通过例如水平移动两个侧模具部件来定位。因此,可见,这两个侧模具部件不会引起鞋面下端的任何例如如DE 3242586A1所公开的现有技术的情况中的有害的移位或干扰,在该现有技术中垂直于鞋底移动的垂直移动的模部件可能干扰并且可能扰乱或移位鞋面下端。此外,通过使用该系统,可实现诸如凉鞋之类的鞋类可通过在鞋底上仅使用少量且可不存在多余的模制材料来生产,该多余的模制材料例如已经溢出并且应该通过例如修剪来去除的模制材料,这是通过经由包括至少两个侧模具部件的模具提供的鞋底的直接注射过程来实现的,所述至少两个侧模具部件将便于模腔的高效闭合,例如由于两个侧模具部件从每一侧且例如垂直于鞋面下端的轴向方向的水平移动,该鞋面下端可在鞋底的每一侧上被提供有例如一个鞋面下端。
根据本发明的一个实施例,所述至少两个侧模具部件可包括第一侧模具和第二侧模具,每个侧模具被构造成用于将鞋面下端至少部分地固定到用于直接注射的模具,所述第一侧模具以及所述第二侧模具分别包括第一固定侧壁以及第二固定侧壁。
应注意的是,第一固定侧壁和第二固定侧壁可被配置为例如通过至少部分凹陷,例如通过铣削,通过提供至少下支撑突起等便于定位鞋面下端。
根据本发明的一个实施例,所述至少两个侧模具部件中的一个或两个可以是可枢转的。
由此可实现,当以例如包括向外倾斜或枢转至少两个侧模具部件中的至少一个来打开模具时,用于进入至少两个侧模具部件的内部例如固定侧壁的空间增加,从而导致改进的进入通路。因此,例如因为改进的接入通路允许在使用该系统时更快地定位并因此实现制造,可实现改进的效率,这也可降低制造成本。此外,改进的进入通路还可导致改进的制造质量,这是例如因为鞋面下端可以以更高的精度定位。
需要注意的是,术语“可枢转”和“可倾斜”在本发明的上下文中可互换使用。类似情况适用于术语“枢轴”和“倾斜”等。
根据本发明的一个实施例,所述至少两个侧模具部件中的每一个都可被配置为用于通过真空至少部分地固定所述鞋面下端。
由此,该系统可提供以有效方式例如通过简单地将鞋面下端定位在期望位置来固定鞋面下端的优点,从而将其夹持和固定。此外,鞋面下端的后续移除,例如在鞋底已被模制之后与鞋底一起移除,可以以例如通过减少或关闭真空等各种方式实现。定位可手动或至少部分自动的方式实现。
此外,由于真空在直接注射过程期间保持鞋面的位置,因此当使用根据本发明的系统时,可能不需要常规的鞋楦和楦制过程。
侧模具部件,例如侧模具,可被改良为具有凹陷的,例如铣削的空间,以容纳鞋面。此外,可在侧模具中提供真空孔和/或真空通道,其可例如经由一个或多个真空传导构件连接到真空系统。
根据本发明的一个实施例,该系统可进一步包括可移动的底模具。
根据本发明的一个实施例,该系统可进一步包括模具闭合构件。
根据本发明的实施例,所述系统可被配置为用于执行根据本发明所述的方法。
根据本发明的实施例的鞋类可以是任何类型的鞋类,诸如例如运动鞋、运动用鞋、正式鞋、靴子、系带鞋、便鞋、休闲鞋、凉鞋或任何其他类型的鞋类。
凉鞋应被理解为一种开放式鞋类,由一条或多条袢带固定在穿着者的脚上,袢带穿过脚背,且有时绕过脚踝。凉鞋也可能有鞋跟。凉鞋的足部暴露量各不相同,但人们普遍认为,凉鞋会暴露出全部或大部分足部。
根据本发明的实施例的凉鞋可以是任何类型的凉鞋,诸如人字拖、运动凉鞋、日常平底鞋、盛装平底鞋,拖鞋、楔形凉鞋、角斗士凉鞋、丁字凉鞋或任何其他类型的凉鞋。
根据本发明的实施例的鞋面可以是任何材料,诸如例如皮革、天然皮革、纺织品、增强织物、重构纤维、基于天然或合成纤维的编织或无纺材料或任何其他类型的材料。
皮革可以是任何类型的皮革,诸如例如全粒面或头层皮革、修正或压花粒面、翻毛皮、牛巴革磨毛粒面、重构、重组、粘合或纤维皮革或任何其他类型的皮革。原则上,皮革可来源于任何来源,包括牛皮、马皮、山羊皮、绵羊皮、骆驼皮、袋鼠皮等。
本文所用的“牛”是指常规分类学分组中的一组动物,包括例如牛、公牛、牦牛等。
术语“短纤维”是指离散长度的纤维,且可以是任何成分的纤维。短纤维可例如通过将基于角蛋白的细丝分成一定长度的离散短纤维来提供。长度可能因应用而异。
术语“重构”纤维是指在许多机械细分的蛋白质原纤维的基础上生产的短纤维。重构纤维可由通过喷嘴引导到表面上来干燥的蛋白质悬浮液形成。将悬浮液干燥以从悬浮液中去除水和溶剂,且从而在例如带或圆柱体表面上形成重构纤维。这种基于蛋白质原纤维重构纤维的制造方法例如在用于与胶原相关的用途的WO 2018/14950或WO 2018/149949中说明。
本文使用以及欧洲一次性用品和无纺布协会(EDANA)通常定义的“无纺”是一种工程纤维组件,主要是平面的,通过不包括编织、针织或造纸法的物理和/或化学方法赋予其设计水平的结构完整性。无纺布可通过两种主要方式制造:毡制的或粘合的。织物使用纤维而不是纱线;这些是随机或以均匀的方式铺设的,以形成网状层。它们通过毡化或粘合工艺固定在一起。
本文所用的“织造”通常是由两根或更多根线交织而成的织造织物。
本文所用的“增强”应理解为包括高强度纤维的增强织物,该纤维可以是机织的或无纺的。为了利用纤维的强度性质,通常至少有一层将以定向方式包含高强度纤维,诸如织造物(包括单向织物)、单向或多向织物。
鞣制被用作处理皮革的常规方法,并且可应用于本发明。鞣制的技术定义在本领域中是众所周知的,根据安东尼·D·科温顿的《鞣制化学(Tanning Chemistry)》第10章的唯一严格定义,鞣制是将易腐烂的有机材料转化为稳定的能够抵抗生物化学侵蚀的材料。鞣制包括许多步骤以及取决于初始材料和最终产物的反应。
直接注射过程应理解为将熔融材料引入模具的腔体以获得所需形状的工艺。该工艺可用于生产外底或装饰细节。在该过程期间,通常是聚合物的熔融材料被迫进入模具的模腔。
该工艺可被称为DIP或直接注射过程,并且它们可互换使用。
鞋底可由诸如热塑性橡胶注射成型树脂(TPR)、聚氯乙烯(PVC)、聚氨酯(PU)、乙烯-醋酸乙烯酯(EVA)和/或适用于直接注射过程的类似材料这样的任何材料制成。鞋底还可包括可能由不同材料制造的多个部件。这样的部件可模制到鞋底中,或者可通过例如粘合剂等附接到鞋底。
除非本申请中另有说明,否则DIP的含义应理解为通过DIP工艺以及在DIP工艺期间将鞋底与鞋面或鞋面的至少一部分集成的工艺。
因此,单个元件,例如压力吸收器或鞋底部件,可在单独的过程中经受DIP(不附接到鞋底),然后随后插入模具中,借助于该模具将鞋底或鞋底的一部分模制并与鞋面或鞋面的至少一部分成一体。
根据本发明的实施例的制造过程可以是手动过程,或者可以是至少部分自动的过程。
下文在相关时参考附图描述各种示例性实施例和细节。应当注意,附图可按比例绘制也可不按比例绘制,并且附图仅旨在便于对实施例的描述。
附图说明
下面将参照附图对本发明进行进一步的详细说明,其中:
图1示出了一种鞋类,
图2a-2c示出了鞋类的其他示例,
图3示出了用于直接注射过程的模具,
图4示出了用于直接注射过程的模具,包括鞋垫,
图5a-5c示出了用于直接注射过程的模具,包括模具闭合构件、鞋垫和鞋衬垫。
图6示出了用于直接注射过程的模具,包括侧模具中的真空传导构件,
图7a-7d示出了内侧和外侧的位置,以及侧面附接长度和总周边附接长度,
图8a-8g示出了鞋面和鞋面层的位置,
图9a-9c示出了鞋面的形状和部件的示例,
图10a-f示出了鞋面的形状和部件的其他示例,
图11a-i示出了根据本发明实施例的用于制造鞋类的直接注射过程的模具的另一示例以及所涉及的制造步骤的示例,
图12显示了用于制造根据本发明的鞋类的直接注射过程的模具的实施例的另一个示例,其是在打开位置从一端来观察的,
图13显示了用于如图12所示直接注射过程的模具的实施例,但在图13是从上方和靠近模具一端和一侧的位置观察的透视图,以及
图14对应于图13,但其中出于说明目的,鞋面已固定到第二侧模具的第二固定壁。
具体实施方式
图1示出了鞋类10。
图1中公开的示例性鞋类是根据本发明的实施例的凉鞋。鞋类10被组装为附接到鞋底16的鞋面12,其中鞋面下端14附接到鞋底侧表面18。如图所示,鞋底还包括面向鞋面的表面20和面向地面的表面22。
图2a-2c进一步示出了鞋类10的示例。
图2a-2c中公开的示例性鞋类是图1中公开的鞋类的变型,并且示出了鞋面12可具有许多变型,诸如例如图2b中所示出的具有三条袢带的凉鞋的一条袢带、两条袢带或若干袢带的变型。袢带还可包括一个或多个锁扣24,以调节可调节的闭合系统,从而帮助锚定足部并提供更大的稳定性和支撑。可调节闭合系统还可包括其他闭合系统,诸如例如维可牢(Velcro)搭扣。
鞋面12可被制造为一个部件,并如图2a所示通过DIP(直接注射过程)在内侧ME和外侧LA位置锚定到鞋底侧表面18,或者可如图2b和图2c所示被制造成至少两个部件,然后被DIP到内侧ME和外侧LA侧的侧表面18。内侧ME和外侧LA的位置如图7d所示。
图1和2a-2c的示例将凉鞋示为滑套凉鞋,但在其他示例中,凉鞋也可以是人字拖、运动凉鞋、日常平底鞋、正装平底鞋、拖鞋、楔形凉鞋、角斗士凉鞋、丁字凉鞋或任何其他类型的凉鞋。
鞋底可包括若干部件和层(未示出),且鞋面可包括其他未示出的特征和部件。
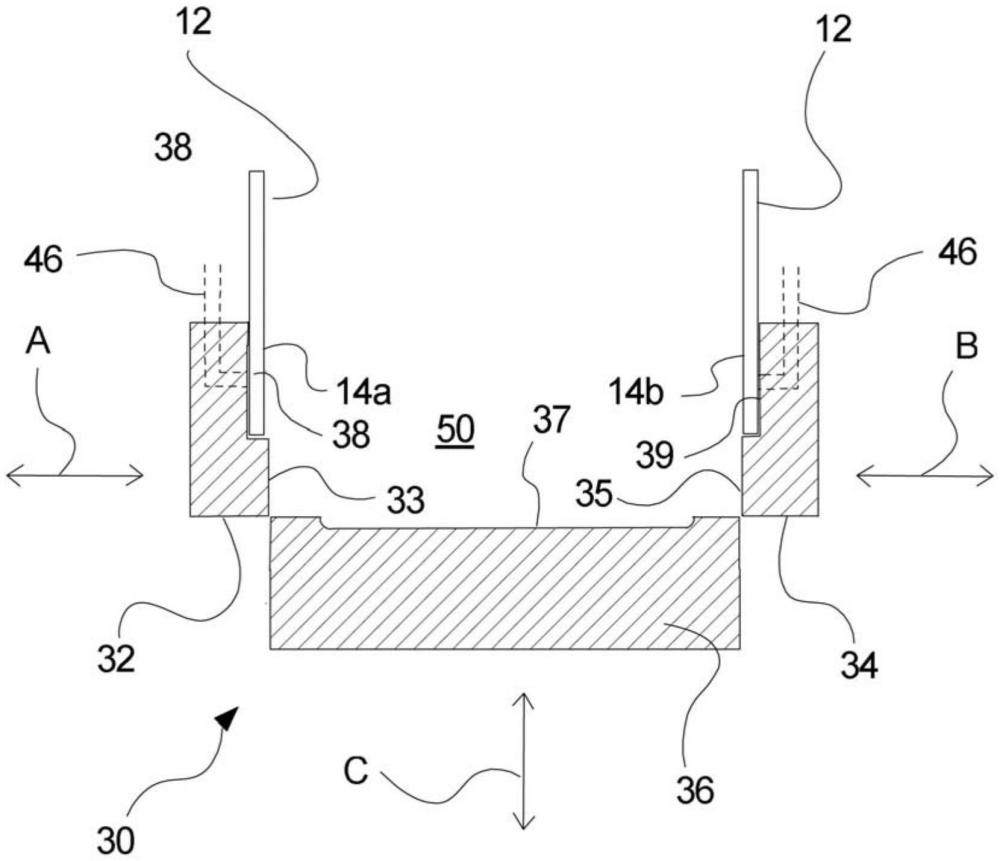
图3示出了根据本发明实施例的用于直接注射过程的模具。
该图示意性地显示了模具30和鞋楦40,两者都是在横截面视图中看到的,模具30和鞋楦40可用于鞋类的直接注射成型。
模具可由金属例如铝通过例如CNC机械制造,并且可如图3所示包括第一侧模具32、第二侧模具34和底模具36,其被布置成使得模具可例如通过第一侧模具32和第二侧模具34能够在如箭头A、B所示的水平方向上移动以及通过底模具36布置成在如箭头C所示的垂直方向上移动而打开和闭合。
第一侧模具32和第二侧模具34可分别被提供有第一侧表面33和第二侧面35,它们是在例如CNC铣削过程期间制成的,并且通常限定要模制的鞋底的侧部的期望形状。此外,底模具36可相应地被提供有底部内表面37,该底部内表面是在例如CNC铣削过程期间制成的,并且通常具有与要模制的鞋底下侧的期望形状相对应的形状。
此外,如图3中所示,第一侧模具32和第二侧模具34可分别被提供有第一固定侧壁38和第二固定侧壁39,并且它们通常定位和固定鞋面下端。鞋面下端包括固定到第一固定侧壁38的鞋类下端14a和固定到第二固定壁39的鞋类下端14b。
模具还可包括模具闭合构件,此处示例为鞋楦40,其可在各种方向上移动,包括如箭头D所示相对于模具30向下移动。应当理解,当执行这样的步骤时,需要模具30处于打开状态,以便允许鞋楦40移动到模具30中。此后,模具可闭合,从而在鞋楦40(例如,定位在鞋楦底部部件41处的构件)、第一侧模具32、第二侧模具34和底模具36之间形成模腔50。
鞋面下端14a和14b分别到第一固定侧壁38和第二固定侧壁39的固定在鞋底的直接注射过程期间,在固定鞋面的位置,特别是鞋类鞋面下端14a和14b的位置的模具30闭合期间保持有效。
鞋面下端14a和14b分别到第一固定侧壁38和第二固定侧壁39的固定可通过各种方式,诸如例如通过粘合剂和/或真空来促进,并且将在以下示例中进一步阐明。
模具30附接到注射成型设备(图中未示出),借助于该注射成型设备将注射材料注射到模腔50中,在模腔内,注射材料与第一侧表面33、固定的鞋面下端14a、第二侧表面34、固定的鞋面下端14b、底部内表面37和鞋楦41的底部部件(例如,实际上是位于鞋楦底部部件41处的鞋部件)接触。
当注射的材料已经形成模腔的形状时,其被固化,并且注射材料已经介导鞋面12附接到已经制造的鞋底。
图3中例示的鞋楦通常应被理解为模具闭合构件,并将结合图4-5进一步说明。
图4示出了根据本发明实施例的用于直接注射过程的模具,该模具包括所谓的鞋垫。
该图是图3的变型,其中闭合构件例如鞋楦40至少部分地被鞋垫(sock)42覆盖。鞋垫42和鞋楦40的底部部件41在直接注射过程期间介导模具的闭合。
鞋垫可用任何材料制造,但优选地用能够耐受直接注射过程期间的温度的软材料制造。鞋垫的材料可以是例如皮革、纺织品或类似材料,并且应在直接注射过程之后通过其本身或通过施加第二材料易于移除。鞋垫还可被提供有绳或类似物,以将鞋垫固定到闭合构件例如鞋楦40。闭合构件还可被提供有例如真空,以将鞋垫固定到闭合构件。
鞋垫和盖可互换使用。
为闭合构件例如鞋楦40提供鞋垫42的优点是介导模具的闭合。此外,非常有利的是,在直接注射过程期间,鞋垫也可以是鞋底的一部分。
图5a示出了根据本发明实施例的用于直接注射过程的模具,其包括模具闭合构件。
该图是图3和图4的变型,其中的区别在于模具的闭合。图5a-5c示出了模具闭合构件,该模具闭合构件例示为所谓的仿鞋楦44,用于在直接注射过程期间闭合模具,以在该过程期间保持直接注射材料例如PU的形状。模具闭合构件,例如仿鞋楦44,可以是可在直接注射过程之前施加到模具上的松散的、例如分离的部件,或者模具闭合构件也可以是模具的一部分。
通过使用仿鞋楦44作为模具闭合构件,装配(montage)工艺与常规工艺的不同之处在于缺少鞋面在机器鞋楦上的楦制工艺。相反,鞋垫附接到在仿鞋楦。
图5b-5c示出了模具闭合构件,例如仿鞋楦44的侧视图,其中5b显示了仿鞋楦的示例,且5c显示了包括鞋垫42的仿鞋楦示例。
鞋垫还可被提供有衬垫、其他层和/或构成鞋衬垫的附加材料,诸如例如EVA、PU、软木等。然而,鞋衬垫也可不带鞋垫,而是直接连接到仿鞋楦44,或者在制造过程中至少接触仿鞋楦。
除非另有说明,否则本上下文中的鞋衬垫可例如包括鞋中底(如果存在)、不同的鞋底构件和/或层。在本发明的特定实施例中,进一步的层或构件可附接到鞋衬垫,或者这些层可包括在鞋衬垫内。
因此,鞋衬垫的材料顺序的几种变型可作为单一材料或作为多种材料的夹层结构。
一个示例可以是将鞋垫放在仿鞋楦上,且在直接注射过程中,鞋垫将与鞋底材料例如PU接触。鞋垫还可被提供有图案,以在鞋底的面向鞋面的表面上为鞋底提供例如文本或不同的美学外观。在这种情况下,鞋垫不是鞋底的一部分,并且在直接注射过程之后从鞋底移除,其示例如图5h所示。可在该过程中添加增滑剂,以提供鞋垫从鞋衬垫的期望去除。
在直接注射过程中,鞋垫也可作为鞋衬垫成为鞋底的一部分,从而为面向鞋面的表面提供给鞋类使用者舒适的表面,例如更耐磨的鞋底。在这种情况下,鞋垫不会从鞋底去除,还可能需要修剪过程。
图5d-5i示出了横截面鞋底16和鞋垫材料顺序的不同示例。这些应该仅被理解为示例,并且顺序可以不同于所示的示例,并且鞋垫也可以包含与所示示例不同的其他材料。
图5d显示了被提供有鞋垫42的鞋底16的示例。
图5e和图5g显示了鞋衬垫的夹层结构的示例,其中附加层17和/或附加构件17可定位在鞋垫42上,如图5e所示与鞋底上表面接触,和/或如图5f所示与鞋垫42和鞋底16接触。附加层17可以是任何材料,诸如例如EVA、PU、软木等,具有不同的厚度,并且可存在若干附加层。附加层也可以是衬垫物或类似物(未示出),其优点是使不同层分离或保持层的形状,例如泡沫。
如图5e和图5f中所示,附加层17和/或附加构件两者提供如图5f中所示被包括在鞋衬垫内,或者如图5e中所示附接到鞋衬垫上,都可被视为鞋衬垫的一部分。
该构造还可包括泡沫19,如图5g所示,该泡沫例如可定位在鞋底16和鞋垫42之间,且从而提供更柔软和更舒适的鞋底。泡沫可定位在鞋垫42上,或者与鞋底上表面接触,并且厚度可变化,并且还具有若干层。该层19也可被视为附加层,但在本上下文中,该层被视为鞋衬垫的一部分。
鞋垫42可仅部分地延伸鞋底16的长度,如图5i中所示。
鞋衬垫应该被理解为鞋的一部分,其从脚的底部延伸到鞋底材料。它可添加多层结构和结构元件,以获得更好的贴合度和舒适度。
泡沫应理解为适用于鞋类的任何类型的泡沫,并且可以是填充有气泡的软塑料。使用不同类型的塑料创建不同泡沫的性质,控制气泡的大小和特性。
图6a示出了根据本发明实施例的包括真空传导构件的用于直接注射过程的模具。
该图是图3-5的变型,其中不同之处在于用于将鞋面14a、14b分别固定到第一固定壁38和第二固定壁39的真空传导构件46。如图6中所示,真空传导构件46可从模具的顶部进入模具,然而,真空传导构件46也可从模具侧面或底部进入。还可存在与第一固定壁38和第二固定壁39连接的多于一个的真空传导构件,并且真空传导构件可具有各种形状的孔并且可包括真空通道。
图6b是图6a的变型,且示出了改良的侧模具32、34的一个示例,这两个侧模具都具有作为侧模具一部分的突起28。突起产生如图8g所示的凹槽,并且这种突起和所产生的凹槽的优点是在DIP期间相对于侧模具安全可靠地定位鞋面下端,并且进一步为多余的鞋底材料腾出空间并防止鞋底材料溢出。
图7示出了内侧和外侧位置,并进一步示出了鞋类的侧面附接长度和总周边附接长度。
图7a示出了鞋类10,其包括鞋面12、鞋面下端14、鞋底16和鞋底侧表面18。S表示鞋的鞋面下端14和鞋底侧表面18的选定部分,其用于示出侧表面附接长度,并且进一步在图7b中示出。
图7b示出了侧表面附接长度LE,且其应理解为鞋面下端14附接至鞋底侧面18的长度。侧表面附接长度LE可以是鞋面在整个鞋底侧表面18处的附接,如图7b中所示,然而,根据本发明的实施例,附接长度可如7c所示变化为例如整个鞋底侧表面的一半。
图7d示出了根据本发明的实施例的鞋类或鞋底,其从上方示出了鞋类上的内侧ME和外侧LA位置的位置。内侧ME和外侧LA应被理解为位置的解剖学术语,其中内侧是朝向身体中线的位置,且外侧是指身体远离中线的一侧。鞋类10的外侧LA位置也已在图7a中指示。内侧ME位置隐藏在鞋的相对侧,并且在图7a中未示出。
此外,图7d中的鞋类示出了总周边附接长度CF,并且应被理解为鞋面到鞋底的总周边附接。本文的示例可以是具有细袢带的鞋类,其结果是总长度周边附接长度将小于具有宽袢带的鞋类。
细袢带的周长CF可能小,例如1厘米,宽袢带的总周长CF可能较高,诸如例如5厘米,意指有两条袢带,每条2.5厘米。当然,袢带可更宽,诸如例如每条5厘米,总周长为10厘米。鞋面也可在没有任何间隙的情况下附接到整个鞋底侧表面,意指CF将根据鞋类的尺寸而变化,但应理解为100%的CF。
图8a-8l示出了鞋面在鞋底侧表面和鞋面各层上的放置示例。
图8a示出了鞋类10,其包括鞋面12、鞋面下端14、鞋底16和鞋底侧表面18。F表示鞋面下端14和鞋底侧表面18的选定部分,用于说明鞋面下端14在鞋底侧表面18上的放置。
图8b-8f示出了从截面图中看到的鞋底16的一部分的前视图或后视图来看,鞋面下端14在鞋底侧表面18上或18中的不同布置的示例。更详细地,图8b显示了附接到鞋底侧表面18的外侧的鞋面下端14的示例;图8c显示了鞋面下端14的示例,该鞋面下端14部分地附接到鞋底侧表面18的外侧并且部分地模制到鞋底16中;图8d显示了部分模制到鞋底侧表面18上的鞋底16中的鞋面下端14的示例,其中,例如,鞋面14的一半在鞋底16中,且鞋面的一半在鞋面侧表面18上的鞋底16之外;图8e显示了模制到鞋底16中的鞋面下端14的示例;图8f显示了模制到鞋底侧表面18中的鞋面下端14延伸鞋面下端14的示例。图8g示出了鞋面与鞋底材料相距一定距离的放置示例,其中该距离形成凹槽26,以便在相关情况下为多余的鞋底材料留出空间。凹槽可具有与上部材料相同的厚度或更小或更大的厚度。凹槽也可被理解为一个隔色沟(colour dam)。
图9示出了包括鞋面12、鞋面下端14、鞋底16和鞋底侧表面18的鞋类10。F表示鞋面下端14和鞋底侧表面18的选定部分,用于说明鞋面下侧14在鞋底侧表面上18的放置。
图9a-9f显示了包括各种层的鞋面的示例。更详细地,图9a显示了单层鞋面14的示例;图9b示出了鞋面14和衬里13的示例,其中衬里13和鞋面14具有相同的长度;图9c还显示了具有鞋面14和比鞋面短的衬里13的示例;图9d显示了鞋面14、加强层15和衬里13的示例,其中这些层具有相同的长度;图9e示出了鞋面14、加强层15和衬里13的示例,其中加强层15以及衬里13两者都比鞋面14短;并且图9f显示了仅衬里13比鞋面14和加强层15短的示例。
各种层可根据材料、它们的位置和不同层的长度而变化,并且这些层也可以是不同于示例中所示的其他材料。具有包括若干层的鞋面的鞋类的构造也可包括凹槽26(未示出),如图8g所示。
加强层应理解为一层例如织物,其用于加强鞋面材料,从而可使用更薄的鞋面材料。这样的增强织物的实例可以是来自例如迪尼玛(Dyneema)的市售增强织物。
衬里被定义为鞋内部可能与整个脚接触的材料;侧面、顶部和脚跟。衬里可以是任何合适的材料,诸如例如皮革或织物,诸如棉和粘胶,和/或合成材料例如聚酯、丙烯酸和弹性纤维。
如图2a-2c中已经讨论过的,一个或多个鞋面部分12可具有许多形状和图案,并且图10a-10f进一步示出了其示例。图10a-10d示出了鞋面作为单个件的示例,其中图10e和10f显示了由两件或多件鞋面组成的鞋面的示例。这些示例不限于所示的示例,且鞋面也可包含超过三个部件,例如4个、5个或甚至更多个部件,并且具有其他形状和外观。在这些示例中,附接长度可能会有所不同。
通常,鞋衬垫可通过任何可能的方法相对于模具闭合构件例如仿鞋楦固定或与模具闭合构件接合。一个示例可以是鞋垫通过绳固定到仿鞋楦,并且仿鞋楦也可被提供有真空传导构件,其中真空可被用于将鞋垫固定到仿鞋楦。它也可以是固定在仿鞋楦上的鞋衬垫,或者也可以是几层材料,例如鞋垫和固定在仿鞋楦上的附加层。这里,不同的层也可通过例如粘合剂固定在一起。鞋衬垫可被构造为直接注射过程的一部分,但也可以是预制鞋衬垫。
真空孔和通道可定位在仿鞋楦上的任何位置,并且孔可具有任何形状。
鞋楦、模具闭合构件和仿鞋楦可在这些示例中以及在以下示例和根据本发明的实施例中互换使用。
在图11a-i中,以示意性的方式示出了根据本发明实施例的用于制造鞋类的直接注射过程的模具30的另一示例,并且进一步示出了如将在下文中说明的所涉及的制造步骤的示例。
图11a显示了这样的模具30,例如,基本上对应于图3、4和5a所示的模具,且更具体地,如图6a所示,这是因为第一侧模具32和第二侧模具34被配置为通过真空固定鞋面12的部件。因此,第一侧模具32和第二侧模具34连接到真空传导构件46,真空传导构件可分别向第一固定侧壁38和第二固定侧壁30的表面中诸如孔、通道等的开口提供真空,如先前所公开的。
在图11a中,只显示了基本部件,例如第一侧模具32、第二侧模具34和底模具38,但可理解,例如,用于移动各个部件的装置是必要的。然而,为了清楚起见,图11a中省略了这些内容。
如双箭头A’所示,第一侧模具32不仅可水平移动,还可枢转或倾斜,如图11a所示。可能地,可能仅需要枢转第一侧模具32以获得到例如第二侧模具34和/或鞋楦或另一种类型的模具闭合构件(仿鞋楦)的必要距离。然而,如图所示,可应用水平运动和枢转运动的组合。如图11a中进一步以虚线所示,第一侧模具可相对于垂直位置以角度a枢转,垂直位置是第一侧模具通常采用的位置,例如,在模具30定位时,底模具水平定位,且侧模具垂直于底模具。通过使第一侧模具枢转,可看出,对第一固定侧壁38的进入通路显著改善。这如图11b所示,其中显示了示意性示出的鞋面12正在移动(如箭头所示),以使其鞋面下端14a位于第一固定侧壁38处的期望位置,同时提供真空以固定鞋面。应注意的是,定位可由操作者手动地或以或多或少自动化的方式来实现。
应注意的是,相对于垂直位置,角度a可在0°到10°、0°到20°、0℃到30°、0°到45°、0°到60°、0°到75°,甚至更多的范围内。例如,相对于垂直位置,角度可以是大约10°、大约20°、大约30°、大约45°、大约60°、大约75°或甚至更多。
在图11c中,示出了鞋面12已经定位在第一固定侧壁38上并且已经通过真空固定。应注意的是,在图11c所示的情况下,鞋面12可固定到第二侧模具34,例如,在定位鞋面之前,第二侧模具34仅在水平方向上移动。
然而,如图11d中所示,第二侧模具34不仅可水平移动,还可如双箭头B’所示那样枢转。因此,对第二侧模具34和第二固定侧壁39的进入通路得到了显著改善,且随后,鞋面12可以以其下端14b定位在第二固定侧壁39上,如图11e和图11f所示,其中,在图11f中,显示鞋面12已定位在第二固定侧壁39上,并已通过真空固定。如上所述,鞋面12的定位可由操作者手动实现,或者以或多或少自动化的方式实现。
应注意的是,与上面关于第一侧模具32所描述的相对应,第二侧模具34可相对于竖直位置(图中未示出)枢转角度a。此外,第二侧模具34的角度a可在与上面针对第一侧模具32所述的角度相同的角度之内或大致相同的角度。
应当理解,当向外移动时,第一侧模具32和第二侧模具34中只有一个或两个可枢转或倾斜,并且它们可同时移动或一个接一个地移动,例如一个向外移动并枢转,然后另一个向外移动并枢转。如对于技术人员来说是显而易见的,其他场景和组合也是可能的。
当可能在每侧包括超过一个部件的鞋面12已固定到第一侧模具32和第二侧模具34时,制造过程可继续进行,例如,通过第一侧模具和第二侧模具34返回直立位置并朝向模腔移动,例如如图11g所示。然而,可理解的是,向内移动还没有结束,直到例如图11h所示的鞋楦40或另一种类型的模具闭合构件(仿鞋楦)相对于模具30定位。在图11h中,这是用鞋楦40来说明的,在鞋楦40的底部41上放置了鞋垫42。第一侧模具32和第二侧模具34已经朝向鞋楦40向内移动,直到模具30已经闭合,例如,鞋面下端14a和14b邻接鞋垫42,鞋垫42分别闭合到第一侧模具32和第二侧模具34的第一侧面33和第二侧面35。此外,底模具36向上移动到限定高度,例如被模制的鞋底16的厚度,的位置。
在图11h中,显示了所需量的直接注射过程材料60,其已注射到模腔50中,在那里它将膨胀以填充模腔并形成模腔的形状。在图11h中,显示了直接注射过程材料60仅部分膨胀,但它将膨胀以填充模腔50内的空隙,并因此结合到鞋面下端14a和14b,从而将鞋面下端连接到正在制造的鞋底的侧表面。
在图11i中,显示了直接注射过程材料60(如阴影所示)已经例如如上所述完全膨胀以填充模腔50并形成鞋底16,并且将直接注射过程材料60粘合到例如鞋面下端14a和14b,从而将鞋面下端附接到正在制造的鞋底16的侧表面。在固化后,可打开模具,并且鞋可移除并可经受后续处理。
值得注意的是,例如外底(图11h和11i中未示出)可在注射直接注射过程材料60之前放置在底模具36处。
将参考图12和13来说明用于制造根据本发明的鞋类的直接注射过程的模具30的另一个实施例,其中图12中的模具30从例如模具的跟端这样的一端处于打开位置来观察。模具30在此包括一对侧框架,例如第一侧框架72和第二侧框架74,当模具30再次打开和/或闭合时,如箭头A和B所示,它们可水平移动。此外,一对侧模具,例如第一侧模具32和第二侧模具34,分别通过第一侧铰链76和第二侧铰链78连接到第一侧面框架72和第二边框架74,如图13中所示,每个侧铰链可包括一个、两个或多个单独的铰链。因此,如图12双箭头A’和B”所示,第一侧模具32和第二侧模具34可相对于侧框架倾斜或枢转。因此,显而易见的是,当打开模具时,多种运动例如侧框架的水平运动和相应侧模具的枢转运动的任何组合,是可能的,由此可实现如上所述的优点,例如,在定位鞋面时改进的进入通路。
值得注意的是,上述相对于垂直方向的角度参数和/或枢转角度的间隔也适用于图12和13所示的实施例。
如图12进一步所示,第一侧模具32和第二侧模具34均配备有真空传导构件46,用于为各自的固定侧壁(图12中未示出)提供真空。然而,要注意的是,如上所述,可使用除真空之外的其他手段,例如粘合剂、胶水等。
此外,显示了第一侧模具32具有第一侧模具端部接口82,第二侧模具34具有第二侧模具端部接口84,它们被设计成当模具30闭合时在端部处与模腔相遇并闭合模腔。应指出的是,这些接口82和84可被配置为在模具闭合时形成注射通道70。
图12还显示了底模具36,第一侧模具32和第二侧模具34围绕底模具36闭合在一起,以向下闭合模腔。这里指出,底模具在其上侧上设计有底部内表面37,该底部内表面形成被模制的鞋底的面向地面的部分。如图所示,底部内表面37在其外周边处包括底部内表面的边缘37a,该边缘37a与第一侧模具32和第二侧模具34的内表面协作以在例如横向方向上闭合模具。
图13相应地显示了用于如图12所示的直接注射过程的模具的实施例,但在图13中,它是从上方和靠近拐角的位置,例如靠近模具30的端部和侧面,的透视图中看到的。模具30如图13所示,处于与图12基本相同的位置,例如处于打开位置,在该打开位置,第一侧框架72和第二侧框架74已经彼此移开,并且第一侧模具32以及第二侧模具34已经通过第一侧铰链76和第二侧面铰链78倾斜或枢转了一定角度,如图所示,每个铰链包括两个单独的铰链。
此外,显示了每个侧模具32、34都有多个真空传导构件46,例如每个有三个,用于通过内部通道将真空传导到固定侧壁,例如第二固定侧壁39,如图13中所示。这里,显示了真空被引导到多个真空孔47,这些真空孔可被布置成与多个真空通道48,例如如图13所示的两个真空通道连接,由此,真空可被转移以在特定区域上产生效果,如图13所示。显而易见的是,可使用各种组合,例如,包括出现在表面上的真空孔、出现在一个或多个共享真空通道中的一些真空孔以及可实现特定目的或意图的任何可能的组合。
应注意的是,例如,第一固定侧壁38(图13中未示出)和第二固定侧壁39可例如通过如图13所示的至少部分凹陷,例如通过铣削等,或者通过提供至少一个下支撑突起或以任何其他方式被配置为有助于定位鞋面下端14。
如结合图12所述,第一侧模具32在跟端(图13中的右侧)具有第一侧模具接口82,且在趾端(图13的左侧)具有相应的第一侧模具接口82,其被设计为用于在模具30闭合时与相应的第二侧模具接口84协作闭合模腔50。如上所述,在一端(此处在跟端),这些接口被配置为提供注射通道70。
底模具36如上所述,其配置有底部内表面,该底部内表面例如在外周边处的区域具有边缘37a,当模具30闭合时,该边缘37a可朝着第一侧表面33和第二侧表面35向上移动,以配合限定鞋底的侧面和底部形式。
图14对应于图13,但在图14所示的场景中,为了便于说明,鞋面12的示例已借助于真空通道和真空孔提供的真空固定到第二固定壁39上,即,当模具30(与模具闭合构件例如鞋楦、仿鞋楦等一起)闭合时鞋面下端14被固定并准备粘合到鞋底。可理解,这需要第一侧模具32和第二侧模具34倾斜到它们的竖直/垂直位置,通过将第一侧框架72和第二侧面框架74一起移动并朝向底模具36(以及模具闭合构件,例如鞋楦、仿鞋楦等)来闭合模具,底模具36被移动到合适的位置以限定鞋底的厚度,并且注射注射材料,由此鞋底被模制并且鞋面12(以及在第一侧模具32处的相应鞋面)被结合到鞋底。
在上面的描述中,已经参考附图描述了本发明的各个方面和实施例,但是对于本领域的技术人员来说显而易见的是,本发明可以无限多的方式,例如以各种组合使用在描述中公开的实例,并且在所附权利要求的范围内的广泛的变化范围内的方式来实施。
附图列表
10鞋类
12鞋面
13衬里
14、14a、14b鞋面下端
15加强层
16鞋底
17附加层
18鞋底侧表面
19泡沫
20面向鞋面的表面
22面向地面的表面
24锁扣
26凹槽
28突起
30直接注射模具
32第一侧模具
33第一侧表面
34第二侧模具
35第二侧表面
36底模具
37底部内表面
37a底部内表面边缘
38第一固定侧壁
39第二固定侧壁
40鞋楦
41鞋楦底部部件
42鞋垫
44模具闭合构件/仿鞋楦
46真空传导构件
47真空孔
48真空通道
50模腔
60直接注射过程材料
70注射通道
72第一侧框架
74第二侧框架
76第一侧铰链
78第二侧铰链
82第一侧模具端部接口
84第二侧模具端部接口
A、A’、A”第一侧面模具的侧面,例如水平和/或枢轴运动
B、B’、B”第二侧面模具的侧面,例如水平和/或枢轴运动
C底模具的垂直移动
D鞋楦、闭合构件或仿鞋楦的垂直移动
LE侧表面附接长度
CF总周边附接长度
ME内侧
LA外侧