一种卷绕入壳一体机
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及一种电池电芯卷绕设备,尤其涉及一种卷绕入壳一体机。
背景技术
以卷绕方式加工而成的电芯,也称卷芯,经过入壳组装之后构成的电池,称为卷绕电池。在卷绕电池的生产过程中,首先需要一台卷绕设备,目前普遍采用的是单针卷绕等方式,将电池的正极、负极以及隔膜等按照预设的方式进行卷绕;然后还需要送料设备、出料设备以及入壳加工设备等多台设备进行流水线作用,才能够满足自动化的生产需求。这样的现有加工设备,虽然也能够实现一定程度上的自动化生产,但是一方面需要多台设备进行流水线作业,成本高且占地面积大,设备的维护难度和成本自然也相应增加;另一方面,采用单针卷绕的方式不利于提高生产效率。
发明内容
本发明所要解决的技术问题是需要提供一种卷绕入壳一体机,旨在通过一体化和三工位协同工作的结构设计,降低设备成本,减小设备体积以及占地面积,并有效地提高产品的生产效率。
对此,本发明提供一种卷绕入壳一体机,包括:机柜、控制箱、三工位卷绕模组和入壳模组,所述控制箱、三工位卷绕模组和入壳模组分别设置于所述机柜中,所述三工位卷绕模组和入壳模组分别与所述控制箱相连接;所述三工位卷绕模组包括依次协同工作的卷绕模组、贴胶模组以及电芯取料模组,所述卷绕模组包括三针卷绕结构,所述三针卷绕结构设置有转动的卷绕座,所述卷绕座依次设置有卷绕工位、贴胶工位和取料工位,所述卷绕工位、贴胶工位和取料工位的位置分别与所述卷绕模组、贴胶模组以及电芯取料模组的位置相对应,所述电芯取料模组的位置与所述入壳模组的位置相对应;其中,先通过所述卷绕模组在所述卷绕工位上进行电芯卷绕,所述卷绕座的转动速度与所述卷绕模组的卷绕速度相匹配;然后,在所述卷绕工位完成电芯卷绕过程之后,通过所述卷绕座将当前卷针转动至所述贴胶工位,并同时通过所述贴胶模组实现电芯终止贴胶操作;接着,在所述贴胶工位完成电芯终止贴胶操作之后,通过所述卷绕座将当前卷针转动至所述电芯取料模组,并通过所述电芯取料模组将电芯进行取料和输送检测工作;最后,在检测合格之后,通过所述入壳模组对所述电芯进行入壳装配过程。
本发明的进一步改进在于,所述卷绕模组包括下隔膜纠偏放卷模组、负极片放卷模组、上隔膜纠偏放卷模组以及正极片放卷模组,所述下隔膜纠偏放卷模组设置于所述卷绕座的一侧,用于实现电芯下隔膜的输送、纠偏和放卷;所述负极片放卷模组设置于所述卷绕座的一侧,并设置于所述下隔膜纠偏放卷模组的上方;所述正极片放卷模组设置于所述卷绕座的另一侧;所述上隔膜纠偏放卷模组设置于所述负极片放卷模组和正极片放卷模组之间,用于实现电芯上隔膜的输送、纠偏和放卷。
本发明的进一步改进在于,所述正极片放卷模组与负极片放卷模组的结构设计相同,且控制过程相匹配;所述负极片放卷模组包括负极片纠偏放卷模组、负极片导针铆接模组、负极片牵引模组、负极片张力储料模组、负极片铆接位置双面贴保护胶模组、负极片过程纠偏模组、负极片送片切断模组以及负极片预卷纠偏模组,所述负极片纠偏放卷模组通过所述负极片导针铆接模组和负极片牵引模组连接至所述负极片铆接位置双面贴保护胶模组,且所述负极片导针铆接模组和负极片铆接位置双面贴保护胶模组之间设置有所述负极片张力储料模组,所述负极片铆接位置双面贴保护胶模组通过所述负极片牵引模组和负极片过程纠偏模组连接至所述负极片送片切断模组,所述负极片送片切断模组通过所述负极片预卷纠偏模组以第一预设角度连接至所述卷绕座的卷绕工位,以完成负极片的自动卷绕控制。
本发明的进一步改进在于,所述负极片纠偏放卷模组包括第一安装座以及设置于所述第一安装座上的纠偏放料模组、第一纠偏检测模组、第一刷粉吸尘装置、第一强磁金属装置、第二刷粉吸尘装置、第二强磁金属装置、接带压紧装置和张力摆臂,所述第一强磁金属装置设置于所述张力摆臂的一端,所述张力摆臂的另一端与所述接带压紧装置相连接,所述第一刷粉吸尘装置和第二刷粉吸尘装置分别设置于所述接带压紧装置的上方,所述第一纠偏检测模组和第二强磁金属装置分别设置于所述纠偏放料模组。
本发明的进一步改进在于,所述负极片导针铆接模组包括导针出针振动盘、导针输送装置、导针取放装置、导针移送装置、导针定位装置、导针夹送装置以及钉接装置,所述导针出针振动盘通过所述导针输送装置连接至所述导针取放装置;所述导针取放装置采用扇形齿轮和钉接座实现翻转之后,通过所述导针定位装置设置于所述导针移送装置上;所述导针夹送装置设置于所述导针移送装置的上方,并设置于所述钉接装置的下方。
本发明的进一步改进在于,所述负极片过程纠偏模组包括步进电机、第一联轴器、轴承座、第一丝杆、丝杆连接块、立板、第二纠偏检测模组、过片轮、挡圈、转动轴、过片轮底座以及轴承底板,所述步进电机通过所述第一联轴器连接至轴承座,所轴承座通过所述第一丝杆连接至所述丝杆连接块,所述第一丝杆和丝杆连接块设置于所述立板的一侧,所述过片轮通过所述挡圈、转动轴和过片轮底座设置于所述立板的另一侧,所述第二纠偏检测模组设置于所述过片轮的侧边。
本发明的进一步改进在于,所述负极片预卷纠偏模组包括伺服电机、第二联轴器、第二丝杆、感应片、光电感应器、固定座、纠偏底板、同步带、同步轮、连接块、压轮、压轮轴、压轮座、直线轴承、气缸以及导杆,所述伺服电机通过所述第二联轴器连接至所述第二丝杠,所述感应片和光电感应器分别设置于所述第二丝杆的下方,所述第二丝杠和纠偏底板设置于所述固定座上,所述固定座之中的动力模组通过所述同步带连接至所述同步轮,所述同步轮与所述压轮轴相连接,所述压轮通过所述压轮轴设置于所述压轮座上,所述气缸通过所述直线轴承和导杆与所述压轮座相连接。
本发明的进一步改进在于,所述贴胶模组包括备胶模组、放胶模组和终止胶贴模组,所述备胶模组设置于所述放胶模组旁,所述终止胶贴模组设置于所述放胶模组靠近所述贴胶工位的一端;所述放胶模组包括放胶固定底座、固定环、放胶固定支杆、张力压轴、弹簧、张力压盘、第一胶纸挡盘、胶纸内挡圈、胶纸挡盘座、第二胶纸挡盘、胶纸挡盘座螺母、放胶张力垫片、第一放胶固定支杆螺母以及第二放胶固定支杆螺母,所述放胶固定底座通过所述固定环与所述放胶固定支杆相连接,所述放胶固定支杆与所述张力压轴相连接,且所述放胶固定支杆和张力压轴套设于所述弹簧内,所述张力压轴通过所述张力压盘与所述第一胶纸挡盘相连接,所述第一胶纸挡盘通过所述胶纸内挡圈和胶纸挡盘座连接至所述第二胶纸挡盘,所述胶纸挡盘座穿过所述第二胶纸挡盘与所述胶纸挡盘座螺母相连接,并通过所述放胶张力垫片、第一放胶固定支杆螺母以及第二放胶固定支杆螺母实现限位固定连接。
本发明的进一步改进在于,所述电芯取料模组包括电芯取料组件、电芯移位组件以及电芯输送检测组件,所述电芯取料组件通过所述电芯移位组件连接至所述电芯输送检测组件,所述电芯输送检测组件的输出端连接至所述入壳模组的输入端;所述电芯输送检测组件包括步进电机传送结构、光电开关、电芯感应片、电芯V型托运块、测试正位板、检测夹气缸、测试上夹、测试下夹、退料气缸以及退料收集装置,所述电芯通过所述电芯V型托运块运行在所述步进电机传送结构,且在所述步进电机传送结构的传送位置设置有所述光电开关和电芯感应片;所述测试正位板设置于所述电芯V型托运块的一侧,并设置于所述检测夹气缸的前端;所述测试上夹和测试下夹通过所述检测夹气缸设置于所述电芯V型托运块的上方;所述退料收集装置设置于所述电芯V型托运块的一侧,并与所述退料气缸的位置相对应;所述退料气缸设置于所述电芯V型托运块的另一侧,且设置于所述测试上夹和测试下夹的后端,当测试到的电芯为不良品时,通过所述退料气缸将其推至所述退料收集装置中。
本发明的进一步改进在于,还包括压卷切膜模组,所述压卷切膜模组设置于所述卷绕工位和贴胶工位之间,所述压卷切膜模组包括直线滑轨、推进滑板、切刀座、压簧、第一压轮座、第二压轮座、切膜压轮、切膜压轮轴、吹片结构件以及隔膜切刀,所述直线滑轨通过所述推进滑板连接至所述切刀座,所述切刀座通过所述压簧连接至所述第一压轮座,所述第一压轮座通过所述第二压轮座以及切膜压轮轴连接至所述切膜压轮,所述吹片结构件设置于所述切膜压轮的上方,所述隔膜切刀设置于两个所述切膜压轮之间。
与现有技术相比,本发明的有益效果在于:包括了控制箱、三工位卷绕模组和入壳模组,其中,所述三工位卷绕模组包括依次协同工作的卷绕模组、贴胶模组以及电芯取料模组,所述卷绕模组的三针卷绕结构设置有转动的卷绕座,所述卷绕座依次设置有卷绕工位、贴胶工位和取料工位,所述卷绕工位、贴胶工位和取料工位的位置分别与所述卷绕模组、贴胶模组以及电芯取料模组的位置相对应,所述电芯取料模组的位置与所述入壳模组的位置相对应,进而能够使得电池的电芯卷绕、卷绕终止后的贴胶以及贴胶后的取料、输送检测工作都在同一个一体机上实现协同同步工作,并在检测合格之后,通过所述入壳模组对所述电芯进行入壳装配过程。本发明的结构设计合理且高效,通过一体化和三工位协同工作的结构设计,有效地降低了设备成本,减小设备体积及其所需要的占地面积,在此基础上,还能够有效地提高产品的生产效率,促进产品的自动化和智能化生产程度。
附图说明
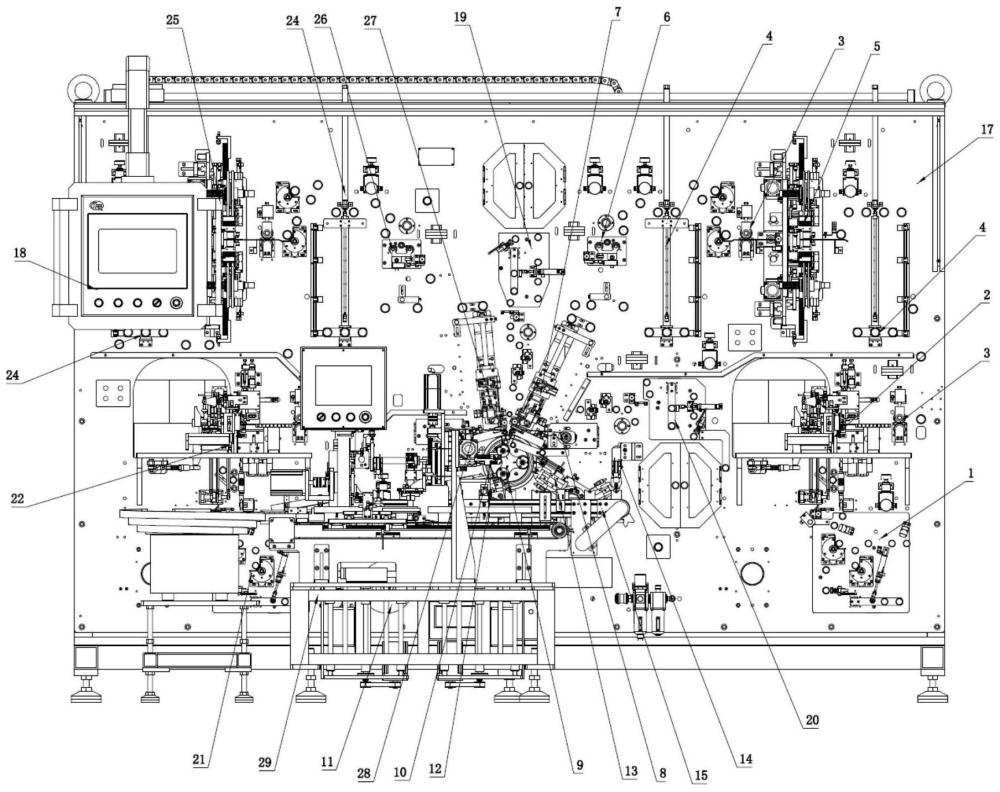
图1是本发明一种实施例的结构示意图;
图2是本发明一种实施例的立体结构示意图;
图3是本发明一种实施例的上隔膜纠偏放卷模组的结构示意图;
图4是本发明一种实施例的下隔膜纠偏放卷模组的结构示意图;
图5是本发明一种实施例的负极片纠偏放卷模组的结构示意图;
图6是本发明一种实施例的负极片导针铆接模组的结构示意图;
图7是本发明一种实施例的负极片牵引模组的结构示意图;
图8是本发明一种实施例的负极片张力储料模组的结构示意图;
图9是本发明一种实施例的负极片铆接位置双面贴保护胶模组的结构示意图;
图10是本发明一种实施例的负极片过程纠偏模组的结构示意图;
图11是本发明一种实施例的负极片送片切断模组的结构示意图;
图12是本发明一种实施例的负极片预卷纠偏模组的结构示意图;
图13是本发明一种实施例的备胶模组的结构示意图;
图14是本发明一种实施例的备胶模组和放胶模组的立体结构示意图;
图15是本发明一种实施例的终止胶贴模组的结构示意图;
图16是本发明一种实施例的电芯取料组件的结构示意图;
图17是本发明一种实施例的电芯移位组件的结构示意图;
图18是本发明一种实施例的电芯输送检测组件的结构示意图;
图19是本发明一种实施例的压卷切膜模组的结构示意图;
图20是本发明一种实施例的三针卷绕结构的结构示意图;
图21是本发明一种实施例的三针卷绕结构在另一视角下的结构示意图;
图22是本发明一种实施例的卷绕头的结构示意图;
图23是本发明一种实施例的卷绕头在另一视角下的结构示意图;
图24是本发明一种实施例的卷针的结构示意图;
图25是本发明一种实施例的卷针的装配结构示意图;
图26是本发明一种实施例的拔针模组的结构示意图;
图27是本发明一种实施例的拔针模组在另一视角下的结构示意图;
图28是本发明一种实施例的二次出针模组的结构示意图;
图29是本发明一种实施例的二次出针模组在另一视角下的结构示意图。
附图标识:
1-负极片纠偏放卷模组;101-第一安装座101;102-纠偏放料模组;103-第一纠偏检测模组;104-第一刷粉吸尘装置;105-第一强磁金属装置;106-第二刷粉吸尘装置;107-第二强磁金属装置;108-接带压紧装置;109-张力摆臂;
2-负极片导针铆接模组;201-导针出针振动盘;202-导针输送装置;203-导针取放装置;204-导针移送装置;205-导针定位装置;206-导针夹送装置;207-钉接装置;208-扇形齿轮;209-钉接座;
3-负极片牵引模组;301-牵引电机组件;302-防滑齿轮;303-第一牵引压轮;304-第二牵引压轮;305-压紧气缸;306-气缸控制阀;
4-负极片张力储料模组;401-张力气缸;402-固定轮;403-滑动底板;404-滑动轮;405-接近感应器;406-止滑块;407-滑轨;
5-负极片铆接位置双面贴保护胶模组;501-第一胶带盘;502-第一储胶带;503-第二胶带盘;504-第二储胶带;505-第一真空吸贴胶块;506-第一切胶带组件;507-第二真空吸贴胶块;508-第二切胶带组件;
6-负极片过程纠偏模组;601-步进电机;602-第一联轴器;603-轴承座;604-第一丝杆;605-丝杆连接块;606-立板;607-第二纠偏检测模组;608-过片轮;609-挡圈;610-转动轴;611-过片轮底座;612-轴承底板;
7-负极片送片切断模组;701-送极片驱动电机;702-送极片底座;703-送极片结构件;704-切断驱动电机;705-极片切断结构件;
8-负极片预卷纠偏模组;801-伺服电机;802-第二联轴器;803-第二丝杆;804-感应片;805-光电感应器;806-固定座;807-纠偏底板;808-同步带;809-同步轮;810-连接块;811-压轮;812-压轮轴;813-压轮座;814-直线轴承;815-气缸;816-导杆;
9-三针卷绕结构;901-卷绕工位;902-贴胶工位;903-取料工位;
904-卷绕头;9041-转盘齿轮;9042-卷绕转盘;9043-感应座;9044-卷绕座;9045-第一卷绕轴套;9046-第二卷绕轴套;9047-第三卷绕轴套;9048-第一卷针;9049-第二卷针;90410-第三卷针;90411-长卷绕轴;90412-短卷绕轴;90413-第一拔针套;90414-第二拔针套;
905-拔针模组;9051-拔针固定座;9052-拔针直线导轨;9053-一次拔针块;9054-二次拔针块;9055-一次拔针电机;9056-二次拔针电机;9057-一次拔针丝杆;9058-二次拔针丝杆;9059-一次拔针驱动模块;90510-二次拔针驱动模块;90511-一次拔针光电感应器;90512-一次拔针感应片;90513-二次拔针光电感应器;90514-二次拔针感应片;
906-二次出针模组;9061-出针固定座;9062-出针直线导轨;9063-工位感应结构;9064-出针到位检测结构;9065-出针轴承;9066-二次出针驱动块;9067-二次出针丝杆;9068-二次出针光电感应器;9069-二次出针电机;
10-压卷切膜模组;1001-直线滑轨;1002-推进滑板;1003-切刀座;1004-压簧;1005-第一压轮座;1006-第二压轮座;1007-切膜压轮;1008-切膜压轮轴;1009-吹片结构件;1010-隔膜切刀;
11-备胶模组;1101-备胶气缸;1102-第一备胶导轮轴;1103-第一备胶导轮;1104-导轮挡圈;1105-备胶导杆座;1106-导轮固定座;1107-备胶滑座;1108-第二备胶导轮轴;1109-第二备胶导轮;1110-方形接近感应器;1111-备胶导杆;
12-终止胶贴模组;1201-终止胶带切断装置;1202-电芯散包检测装置;1203-扶胶轮装置;1204-压隔膜收尾装置;1205-终止胶带送贴装置;
13-电芯取料组件;1301-气动滑环;1302-滑环座;1303-定位块;1304-取料夹气缸;1305-滑座;1306-取料感应片;1307-电芯取料夹;1308-同步转动齿轮;
14-电芯移位组件;1401移位气缸;1402-气缸连接头;1403-移位滑座;1404-气缸座;1405-电芯夹气缸;1406-电芯转移夹;1407-移位滑杆;1408-移位支撑座;
15-电芯输送检测组件;1501-步进电机传送结构;1502-光电开关;1503-电芯感应片;1504-电芯V型托运块;1505-测试正位板;1506-检测夹气缸;1507-测试上夹;1508-测试下夹;1509-退料气缸;1510-退料收集装置;
16-放胶模组;1601-放胶固定底座;1602-固定环;1603-放胶固定支杆;1604-张力压轴;1605-弹簧;1606-张力压盘;1607-第一胶纸挡盘;1608-胶纸内挡圈;1609-胶纸挡盘座;1610-第二胶纸挡盘;1611-胶纸挡盘座螺母;1612-放胶张力垫片;1613-第一放胶固定支杆螺母;1614-第二放胶固定支杆螺母;
17-机柜;
18-控制箱;
19-上隔膜纠偏放卷模组;1901-上隔膜放料模组;1902-第一接带压紧装置;1903-第一纠偏检测模块;1904-第一极片记长过轮;1905-第一隔膜除静电装置;
20-下隔膜纠偏放卷模组;2001-下隔膜放料模组;2002-第二接带压紧装置;2003-第二纠偏检测模块;2004-第二极片记长过轮;2005-第二隔膜除静电装置;
21-正极片纠偏放卷模组;
22-正极片导针铆接模组;
23-正极片牵引模组;
24-正极片张力储料模组;
25-正极片铆接位置双面贴保护胶模组;
26-正极片过程纠偏模组;
27-正极片送片切断模组;
28-正极片预卷纠偏模组;
29-入壳模组。
具体实施方式
在本发明的描述中,如果涉及到方位描述,例如“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。如果某一技术特征被称为“设置”、“固定”、“连接”、“安装”在另一个技术特征,可以直接设置、固定、连接在另一个技术特征上,也可以间接地设置、固定、连接、安装在另一个技术特征上。
在本发明的描述中,如果涉及到“若干”,其含义是一个以上;如果涉及到“多个”,其含义是两个以上;如果涉及到“大于”、“小于”、“超过”,均应理解为不包括本数;如果涉及到“以上”、“以下”、“以内”,均应理解为包括本数。如果涉及到“第一”、“第二”等,应当理解为仅用于相同或是相似技术特征名称的区分,而不能理解为暗示/指明技术特征的相对重要性,不能理解为暗示/指明技术特征的数量,也不能理解为暗示/指明技术特征的先后关系。
下面结合附图,对本发明的较优的实施例作进一步的详细说明。
如图1至图20所示,本实施例提供一种卷绕入壳一体机,包括:机柜17、控制箱18、三工位卷绕模组和入壳模组29,所述控制箱18、三工位卷绕模组和入壳模组29分别设置于所述机柜17中,并与通过所述控制箱18实现对卷绕入壳一体机的控制;所述三工位卷绕模组和入壳模组29分别与所述控制箱18相连接,便于对所述三工位卷绕模组和入壳模组29进行协同控制;所述三工位卷绕模组包括依次协同工作的卷绕模组、贴胶模组以及电芯取料模组,所述卷绕模组包括三针卷绕结构9,所述三针卷绕结构9设置有转动的卷绕座,所述卷绕座依次设置有卷绕工位901、贴胶工位902和取料工位903,所述卷绕工位901、贴胶工位902和取料工位903的位置分别与所述卷绕模组、贴胶模组以及电芯取料模组的位置相对应,进而能够在所述三针卷绕结构9的卷绕座按顺序分别实现对电池电芯的卷绕、贴卷绕终止保护胶带以及取料操作,不再需要多个不同的设备进行流水线操作;所述电芯取料模组的位置与所述入壳模组29的位置相对应。
在生产过程中,先通过所述卷绕模组在所述卷绕工位901上进行电芯卷绕,所述卷绕座的转动速度与所述卷绕模组的卷绕速度相匹配,控制所述卷绕工位901转动至所述贴胶工位902的时间与所述卷绕工位901完成电芯卷绕的时间相一致;然后,在所述卷绕工位901完成电芯卷绕过程之后,通过所述卷绕座将当前卷针转动至所述贴胶工位902,并同时通过所述贴胶模组实现电芯终止贴胶操作;接着,在所述贴胶工位902完成电芯终止贴胶操作之后,通过所述卷绕座将当前卷针转动至所述电芯取料模组,并通过所述电芯取料模组将电芯进行取料和输送检测工作,也就是将卷绕完成和贴终止胶之后的电芯进行取下,并进行输送和检测,剔除不良品;最后,在检测合格之后,通过所述入壳模组29对所述电芯进行入壳装配过程,进而完成一体化控制的电芯卷绕。
本实施例所述卷绕模组包括上隔膜纠偏放卷模组19、下隔膜纠偏放卷模组20、负极片放卷模组以及正极片放卷模组,所述上隔膜纠偏放卷模组19设置于所述负极片放卷模组和正极片放卷模组之间,用于实现电芯上隔膜的输送、纠偏和放卷;所述下隔膜纠偏放卷模组20设置于所述卷绕座的一侧,用于实现电芯下隔膜的输送、纠偏和放卷;所述负极片放卷模组设置于所述卷绕座的一侧,并设置于所述下隔膜纠偏放卷模组20的上方;所述正极片放卷模组设置于所述卷绕座的另一侧。
如图3所示,本实施例所述上隔膜纠偏放卷模组19包括上隔膜放料模组1901、第一接带压紧装置1902、第一纠偏检测模块1903、第一极片记长过轮1904以及第一隔膜除静电装置1905,所述上隔膜放料模组1901通过所述第一接带压紧装置1902连接至所述第一纠偏检测模块1903,所述第一纠偏检测模块1903通过所述第一极片记长过轮1904连接至所述第一隔膜除静电装置1905,进而实现上隔膜的放料、纠偏、计算长度以及除静电作用。
如图4所示,本实施例所述下隔膜纠偏放卷模组20包括下隔膜放料模组2001、第二接带压紧装置2002、第二纠偏检测模块2003、第二极片记长过轮2004以及第二隔膜除静电装置2005,所述下隔膜放料模组2001通过所述第二接带压紧装置2002连接至所述第二纠偏检测模块2003,所述第二纠偏检测模块2003通过所述第二极片记长过轮2004连接至所述第二隔膜除静电装置2005,进而实现下隔膜的放料、纠偏、计算长度以及除静电作用。
如图5至图12所示,本实施例所述正极片放卷模组与负极片放卷模组的结构设计相同,且控制过程相匹配;所述负极片放卷模组包括负极片纠偏放卷模组1、负极片导针铆接模组2、负极片牵引模组3、负极片张力储料模组4、负极片铆接位置双面贴保护胶模组5、负极片过程纠偏模组6、负极片送片切断模组7以及负极片预卷纠偏模组8,所述负极片纠偏放卷模组1通过所述负极片导针铆接模组2和负极片牵引模组3连接至所述负极片铆接位置双面贴保护胶模组5,且所述负极片导针铆接模组2和负极片铆接位置双面贴保护胶模组5之间设置有所述负极片张力储料模组4,所述负极片铆接位置双面贴保护胶模组5通过所述负极片牵引模组3和负极片过程纠偏模组6连接至所述负极片送片切断模组7,所述负极片送片切断模组7通过所述负极片预卷纠偏模组8以第一预设角度连接至所述卷绕座的卷绕工位901,以完成负极片的自动卷绕控制。所述第一预设角度可以根据实际情况进行设置和调整,一般默认为锐角,进而便于负极片的入料和卷绕。
同样的结构和原理,如图1所示,所述正极片放卷模组包括正极片纠偏放卷模组21、正极片导针铆接模组22、正极片牵引模组23、正极片张力储料模组24、正极片铆接位置双面贴保护胶模组25、正极片过程纠偏模组26、正极片送片切断模组27以及正极片预卷纠偏模组28,所述正极片纠偏放卷模组21通过所述正极片导针铆接模组22和正极片牵引模组23连接至所述正极片铆接位置双面贴保护胶模组25,且所述正极片导针铆接模组22和正极片铆接位置双面贴保护胶模组25之间设置有所述正极片张力储料模组24,所述正极片铆接位置双面贴保护胶模组25通过所述正极片牵引模组23和正极片过程纠偏模组26连接至所述正极片送片切断模组27,所述正极片送片切断模组27通过所述正极片预卷纠偏模组28以第二预设角度连接至所述卷绕座的卷绕工位901,以完成正极片的自动卷绕控制。所述第二预设角度可以根据实际情况进行设置和调整,与所述第一预设角度左右对称设置于所述卷绕工位901的上方,便于极片的入料和卷绕。
也就是说,本实施例所述正极片纠偏放卷模组21、正极片导针铆接模组22、正极片牵引模组23、正极片张力储料模组24、正极片铆接位置双面贴保护胶模组25、正极片过程纠偏模组26、正极片送片切断模组27以及正极片预卷纠偏模组28的结构设计,分别与所述负极片纠偏放卷模组1、负极片导针铆接模组2、负极片牵引模组3、负极片张力储料模组4、负极片铆接位置双面贴保护胶模组5、负极片过程纠偏模组6、负极片送片切断模组7以及负极片预卷纠偏模组8的结构设计一一对应。
如图5所示,本实施例所述负极片纠偏放卷模组1包括第一安装座101以及设置于所述第一安装座101上的纠偏放料模组102、第一纠偏检测模组103、第一刷粉吸尘装置104、第一强磁金属装置105、第二刷粉吸尘装置106、第二强磁金属装置107、接带压紧装置108和张力摆臂109,所述第一强磁金属装置105设置于所述张力摆臂109的一端,所述张力摆臂109的另一端与所述接带压紧装置108相连接,所述第一刷粉吸尘装置104和第二刷粉吸尘装置106分别设置于所述接带压紧装置108的上方,所述第一纠偏检测模组103和第二强磁金属装置107分别设置于所述纠偏放料模组102。本实施例在所述负极片纠偏放卷模组1之中设置第一刷粉吸尘装置104、第一强磁金属装置105、第二刷粉吸尘装置106以及第二强磁金属装置107,进而能够在纠偏放料的同时,还进一步实现刷粉和吸尘的效果,提高产品的良率,并且还通过两端的两个强磁金属装置再进一步防止物料跑偏,确保能够实现更好的纠偏效果。
如图6所示,本实施例所述负极片导针铆接模组2包括导针出针振动盘201、导针输送装置202、导针取放装置203、导针移送装置204、导针定位装置205、导针夹送装置206以及钉接装置207,所述导针出针振动盘201通过所述导针输送装置202连接至所述导针取放装置203。值得说明的是,由于负极片导针通过所述导针出针振动盘201和输送装置202之后,其方向不能直接用于后续的钉接;因此,本实施例在所述导针取放装置203首先采用扇形齿轮208和钉接座209的配合实现导针的翻转,通过所述扇形齿轮208和钉接座209在转轴的作用下向下翻转90°之后,在下方通过所述导针定位装置205将所述钉接座209设置于所述导针移送装置204上;所述导针夹送装置206设置于所述导针移送装置204的上方,并设置于所述钉接装置207的下方,所述钉接座209上设置有与所述导针相配套的导针凹槽,进而在所述导针夹送装置206的夹住固定和传送作用下,将所述导针传送至所述钉接装置207的下方以实现钉接操作,本实施例的结构设计巧妙高效,占用空间小且自动化程度高。
如图7所示,本实施例所述负极片牵引模组3包括牵引电机组件301、防滑齿轮302、第一牵引压轮303、第二牵引压轮304、压紧气缸305和气缸控制阀306,所述牵引电机组件301通过所述防滑齿轮302分别连接至所述第一牵引压轮303和第二牵引压轮304,所述压紧气缸305设置于所述第二牵引压轮304的上方,所述气缸控制阀306设置于所述压紧气缸305上,进而能够实现负极片的牵引传送作用。
如图8所示,本实施例所述负极片张力储料模组4包括张力气缸401、固定轮402、滑动底板403、滑动轮404、接近感应器405、止滑块406以及滑轨407;所述张力气缸401设置于所述滑轨407的上方,所述固定轮402的数量为多个,设置于所述滑轨407的一端;所述滑动轮404通过所述滑动底板403设置于所述滑轨407的另一端,以便与所述固定轮402之间实现相对运动,所述滑动轮的数量也为多个;所述止滑块406设置于所述滑轨407的底部,以实现止位固定作用;所述接近感应器405设置于所述滑轨407的侧边,用于实现接近感应作用。值得说明的是,本实施例所述负极片张力储料模组4用于实现物料的预存储,即所提供的物料速度大于卷绕速度,并通过多个所述固定轮402和滑动轮404进行存储,既能够避免物料缠绕,避免在卷绕过程中张力过大而影响产品质量,也能够有效地避免由于物料输送速度而影响产品的生产效率等问题。
如图9所示,本实施例所述负极片铆接位置双面贴保护胶模组5包括第一胶带盘501、第一储胶带502、第二胶带盘503、第二储胶带504、第一真空吸贴胶块505、第一切胶带组件506、第二真空吸贴胶块507以及第二切胶带组件508,所述第一胶带盘501通过所述第一储胶带502连接至所述第一真空吸贴胶块505,所述第一切胶带组件506设置于所述第一真空吸贴胶块505旁,所述第二胶带盘503通过所述第二储胶带504连接至所述第二真空吸贴胶块507,所述第二切胶带组件508设置于所述第二真空吸贴胶块507旁,进而能够实现双面贴胶保护操作。
如图10所示,本实施例所述负极片过程纠偏模组6包括步进电机601、第一联轴器602、轴承座603、第一丝杆604、丝杆连接块605、立板606、第二纠偏检测模组607、过片轮608、挡圈609、转动轴610、过片轮底座611以及轴承底板612,所述步进电机601通过所述第一联轴器602连接至轴承座603,所轴承座603通过所述第一丝杆604连接至所述丝杆连接块605,所述第一丝杆604和丝杆连接块605设置于所述立板606的一侧,所述过片轮608通过所述挡圈609、转动轴610和过片轮底座611设置于所述立板606的另一侧,所述第二纠偏检测模组607设置于所述过片轮608的侧边,进而在步进电机601的带动下,通过所述第二纠偏检测模组607和过片轮608实现负极片的再一次纠偏控制。
如图11所示,本实施例所述负极片送片切断模组7包括送极片驱动电机701、送极片底座702、送极片结构件703、切断驱动电机704以及极片切断结构件705,所述送极片驱动电机701与所述送极片结构件703相连接,且均设置于所述送极片底座702上;所述切断驱动电机704与所述极片切断结构件705相连接,且所述极片切断结构件705设置于所述送极片结构件703的一端,以便实现负极片的输送和切断。
如图12所示,本实施例所述负极片预卷纠偏模组8包括伺服电机801、第二联轴器802、第二丝杆803、感应片804、光电感应器805、固定座806、纠偏底板807、同步带808、同步轮809、连接块810、压轮811、压轮轴812、压轮座813、直线轴承814、气缸815以及导杆816,所述伺服电机801通过所述第二联轴器802连接至所述第二丝杠,所述感应片804和光电感应器805分别设置于所述第二丝杆803的下方,所述第二丝杠和纠偏底板807设置于所述固定座806上,所述固定座806之中的动力模组通过所述同步带808连接至所述同步轮809,所述同步轮809与所述压轮轴812相连接,所述压轮811通过所述压轮轴812设置于所述压轮座813上,所述气缸815通过所述直线轴承814和导杆816与所述压轮座813相连接。所述负极片预卷纠偏模组8设置于所述卷绕工位901旁,以便在卷绕开始之前,再进行一次纠偏操作,以确保卷绕的良率。
如图13至图15所示,本实施例所述贴胶模组包括备胶模组11、放胶模组16和终止胶贴模组12,所述备胶模组11设置于所述放胶模组16旁,所述终止胶贴模组12设置于所述放胶模组16靠近所述贴胶工位902的一端。
如图13所示,备胶模组11包括备胶气缸1101、第一备胶导轮轴1102、第一备胶导轮1103、导轮挡圈1104、备胶导杆座1105、导轮固定座1106、备胶滑座1107、第二备胶导轮轴1108、第二备胶导轮1109、方形接近感应器1110以及备胶导杆1111,所备胶气缸1101通过所述备胶导杆座1105设置于所述导轮固定座1106上;所述第一备胶导轮1103通过所述第一备胶导轮轴1102和备胶导杆座1105设置于所述导轮固定座1106的上端,并通过所述导轮挡圈1104实现固定;所述第二备胶导轮1109通过所述第二备胶导轮轴1108和备胶滑座1107设置于所述导轮固定座1106的下端,所述备胶导杆座1105通过所述备胶导杆1111与所述备胶滑座1107相连接;所述导轮固定座1106的底部设置有方形接近感应器1110,以便实现自动化的保护胶带准备作用。
如图14所示,所述放胶模组16包括放胶固定底座1601、固定环1602、放胶固定支杆1603、张力压轴1604、弹簧1605、张力压盘1606、第一胶纸挡盘1607、胶纸内挡圈1608、胶纸挡盘座1609、第二胶纸挡盘1610、胶纸挡盘座螺母1611、放胶张力垫片1612、第一放胶固定支杆螺母1613以及第二放胶固定支杆螺母1614,所述放胶固定底座1601通过所述固定环1602与所述放胶固定支杆1603相连接,所述放胶固定支杆1603与所述张力压轴1604相连接,且所述放胶固定支杆1603和张力压轴1604套设于所述弹簧1605内,所述放胶固定支杆1603套设于所述张力压轴1604的杀那个房,以便实现更好的放胶操作,所述张力压轴1604通过所述张力压盘1606与所述第一胶纸挡盘1607相连接,所述第一胶纸挡盘1607通过所述胶纸内挡圈1608和胶纸挡盘座1609连接至所述第二胶纸挡盘1610,所述胶纸挡盘座1609穿过所述第二胶纸挡盘1610与所述胶纸挡盘座螺母1611相连接,并通过所述放胶张力垫片1612、第一放胶固定支杆螺母1613以及第二放胶固定支杆螺母1614实现限位固定连接。
如图15所示,本实施例所述终止胶贴模组12包括终止胶带切断装置1201、电芯散包检测装置1202、扶胶轮装置1203、压隔膜收尾装置1204和终止胶带送贴装置1205,所述扶胶轮装置1203和终止胶带送贴装置1205分别设置于所述压隔膜收尾装置1204的一侧,所述终止胶带切断装置1201设置于所述扶胶轮装置1203和终止胶带送贴装置1205之间,所述电芯散包检测装置1202社会自愈所述压隔膜收尾装置1204的上方,以便在检测到所述电芯的终止胶带完成贴胶之后,自动实现切断控制。
如图16至图18所示,本实施例所述电芯取料模组包括电芯取料组件13、电芯移位组件14以及电芯输送检测组件15,所述电芯取料组件13通过所述电芯移位组件14连接至所述电芯输送检测组件15,所述电芯输送检测组件15的输出端连接至所述入壳模组29的输入端。
如图16所示,本实施例所述电芯取料组件13包括气动滑环1301、滑环座1302、定位块1303、取料夹气缸1304、滑座1305、取料感应片1306、电芯取料夹1307以及同步转动齿轮1308,所述气动滑环1301通过所述滑环座1302与所述取料夹气缸1304相连接,所述电芯取料夹1307通过所述滑座1305与所述取料夹气缸1304相连接,所述取料感应片1306设置于所述滑座1305上,所述定位块1303设置于所述滑环座1302的侧边,所述同步转动齿轮1308设置于所述滑环座1302远离所述气动滑环1301的一侧,以便实现气动同步取料。
如图17所示,本实施例所述电芯移位组件14包括移位气缸1401、气缸连接头1402、移位滑座1403、气缸座1404、电芯夹气缸1405、电芯转移夹1406、移位滑杆1407以及移位支撑座1408,所述移位气缸1401通过所述气缸连接头1402连接至所述移位滑座1403,所述移位滑座1403通过所述移位滑杆1407设置于所述移位支撑座1408上,所述电芯转移夹1406与所述电芯夹气缸1405相连接,所述电芯夹气缸1405通过所述气缸座1404与所述移位滑座1403相连接,进而实现电芯的气动移动控制。
如图18所示,本实施例所述电芯输送检测组件15包括步进电机传送结构1501、光电开关1502、电芯感应片1503、电芯V型托运块1504、测试正位板1505、检测夹气缸1506、测试上夹1507、测试下夹1508、退料气缸1509以及退料收集装置1510,所述电芯通过所述电芯V型托运块1504运行在所述步进电机传送结构1501,且在所述步进电机传送结构1501的传送位置设置有所述光电开关1502和电芯感应片1503;所述测试正位板1505设置于所述电芯V型托运块1504的一侧,并设置于所述检测夹气缸1506的前端;所述测试上夹1507和测试下夹1508通过所述检测夹气缸1506设置于所述电芯V型托运块1504的上方;所述退料收集装置1510设置于所述电芯V型托运块1504的一侧,并与所述退料气缸1509的位置相对应;所述退料气缸1509设置于所述电芯V型托运块1504的另一侧,且设置于所述测试上夹1507和测试下夹1508的后端,当测试到的电芯为不良品时,通过所述退料气缸1509将其推至所述退料收集装置1510中。
如图19所示,本实施例还包括压卷切膜模组10,所述压卷切膜模组10设置于所述卷绕工位901和贴胶工位902之间,所述压卷切膜模组10包括直线滑轨1001、推进滑板1002、切刀座1003、压簧1004、第一压轮座1005、第二压轮座1006、切膜压轮1007、切膜压轮轴1008、吹片结构件1009以及隔膜切刀1010,所述直线滑轨1001通过所述推进滑板1002连接至所述切刀座1003,所述切刀座1003通过所述压簧1004连接至所述第一压轮座1005,所述第一压轮座1005通过所述第二压轮座1006以及切膜压轮轴1008连接至所述切膜压轮1007,通过所述压簧1004和上下两个切膜压轮1007能够很好地实现卷绕电芯的弹性压膜固定作用,避免在卷绕之后且在贴终止胶带之前的电芯散开;所述吹片结构件1009设置于所述切膜压轮1007的上方,所述吹片结构件1009能够通过出气孔吹风作用实现物料的分离,避免粘连;所述隔膜切刀1010设置于两个所述切膜压轮1007之间,因此,本实施例能够在所述卷绕工位901和贴胶工位902之间实现很好的压卷(防止散开)和切膜(切断以便实现贴终止胶带)的自动化加工,以便为完成卷绕和贴终止胶带提供很好的过渡作用。
如图1、图2以及图20至图29所示,本实施例所述三针卷绕结构9包括卷绕工位901、贴胶工位902、取料工位903、卷绕头904、拔针模组905以及二次出针模组906;所述卷绕头904通过卷绕轴的驱动模块分别与所述拔针模组905以及二次出针模组906相连接,进而能够通过所述卷绕头904同时实现三个工位的协同工作,即同时实现卷绕工位901、贴胶工位902和取料工位903的协同工作,有效地提高了产品的生产效率;在此基础上,还通过所述拔针模组905和二次出针模组906,自动实现工位切换、拔针以及出针等。本实施例整体结构设计合理高效且安全可靠,为产品的自动化升级和智能化控制提供了更好的基础。
如图22和图23所示,本实施例所述卷绕头904包括转盘齿轮9041、卷绕转盘9042、三工位卷绕轴套、感应座9043、卷绕座9044以及三工位卷绕针组件,所述三工位卷绕轴套通过所述卷绕转盘9042套设于所述转盘齿轮9041内环的一侧,所述感应座9043设置于所述三工位卷绕轴套旁;所述三工位卷绕针组件通过所述卷绕座9044设置于所述转盘齿轮9041内环的另一侧,并与所述三工位卷绕轴套相连接。
更为具体的,如图22和图23所示,本实施例所述三工位卷绕轴套包括第一卷绕轴套9045、第二卷绕轴套9046和第三卷绕轴套9047,每一个卷绕轴套的旁边均设置一个对应的感应座9043,即第一卷绕轴套9045、第二卷绕轴套9046和第三卷绕轴套9047中的任意一个卷绕轴套的旁边均设置一个对应的感应座9043,以便针对每一个工位进行自动感应;所述三工位卷绕针组件包括第一卷针9048、第二卷针9049和第三卷针90410,所述第一卷针9048、第二卷针9049和第三卷针90410分别与所述第一卷绕轴套9045、第二卷绕轴套9046和第三卷绕轴套9047相连接,以便实现三个工位的同时工作。比如所述第一卷针9048对应卷绕的卷绕工位901,所述第二卷针9049对应卷绕之后贴胶带的贴胶工位902,所述第三卷针90410对应贴完胶带之后取料的取料工位903,以便通过所述卷绕头904、拔针模组905以及二次出针模组906同时实现三个工位的协同工作,提高工作效率。
如图24和图25所示,本实施例所述卷绕头904中,每一个卷针均包括长卷绕轴90411和短卷绕轴90412,即所述第一卷针9048、第二卷针9049和第三卷针90410这三个工位中的每一个卷针,均包括所述长卷绕轴90411和短卷绕轴90412;所述长卷绕轴90411通过第一拔针套90413与所述拔针模组905的一次拔针块9053相连接;所述短卷绕轴90412通过第二拔针套90414与所述拔针模组905的二次拔针块9054相连接。
如图26和图27所示,本实施例所述拔针模组905包括拔针固定座9051、拔针直线导轨9052、一次拔针块9053、二次拔针块9054、一次拔针电机9055、二次拔针电机9056、一次拔针丝杆9057、二次拔针丝杆9058、一次拔针驱动模块9059以及二次拔针驱动模块90510,所述一次拔针块9053和二次拔针块9054分别通过所述拔针直线导轨9052设置于所述拔针固定座9051上,所述一次拔针电机9055通过所述一次拔针丝杆9057和一次拔针驱动模块9059连接至所述一次拔针块9053,所述二次拔针电机9056通过所述二次拔针丝杆9058和二次拔针驱动模块90510连接至所述二次拔针块9054。
值得说明的是,本实施例这样的设计原因在于:在实际工作过程中,如果工位中的卷针是一体化设计或是一起进行拔针,就可能会出现物料被夹住,进而导致物料在卷针拔针过程中产生跟随运动的弊端,进而影响产品的生产良率和生产效率。本实施例每一个卷针均包括长卷绕轴90411和短卷绕轴90412,能够在所述拔针模组905的优化设计技术上,先通过所述一次拔针块9053控制所述第一拔针套90413和长卷绕轴90411退回,进而实现同一个工位的第一次拔针;然后再通过所述二次拔针块9054控制所述第二拔针套90414和短卷绕轴90412退回,进而实现同一个工位的第二次拔针,进而能够很好地避免物料被夹住而导致产生跟随运动的弊端,有效地提高了产品的生产良率和生产效率。
优选的,本实施例所述拔针模组905还包括一次拔针光电感应器90511、一次拔针感应片90512、二次拔针光电感应器90513以及二次拔针感应片90514,所述一次拔针光电感应器90511和一次拔针感应片90512的位置与所述一次拔针块9053的运动位置相对应,所述二次拔针光电感应器90513和二次拔针感应片90514位置与所述二次拔针块9054的运动位置相对应,进而能够对所述一次拔针块9053和二次拔针块9054的运动位置进行自动感应,以便为自动化生产提供基础。
同样值得说明的是,本实施例所述一次拔针块9053采用单边卡扣式拔针结构,所述二次拔针块9054采用双边卡扣式拔针结构。也就是说,所述一次拔针块9053仅仅只对靠近所述二次拔针块9054的这一侧进行限位,而不同的是,所述二次拔针块9054需要的是对前后两侧的限位,本实施例通过这样的特殊设计,一方面能够避免所述二次拔针块9054的跟随运动,为同一个工位中的两次拔针过程提供了很好的基础;另一方面,也能够使得拔针过程中的限定和固定作用更加稳定可靠。
如图28和图29所示,本实施例所述二次出针模组906包括出针固定座9061、出针直线导轨9062、工位感应结构9063、出针到位检测结构9064、出针轴承9065、二次出针驱动块9066、二次出针丝杆9067、二次出针光电感应器9068以及二次出针电机9069,所述出针轴承9065通过所述出针直线导轨9062设置于所述出针固定座9061上,所述工位感应结构9063和出针到位检测结构9064分别设置于所述出针轴承9065的前端,所述出针轴承9065与所述二次出针驱动块9066相连接,所述二次出针驱动块9066通过所述二次出针丝杆9067连接至所述二次出针电机9069,所述二次出针光电感应器9068设置于所述二次出针丝杆9067上,进而能够很好地在实现了拔针之后,实现出针控制,以便为下一个工位的控制提供基础。
综上所述,本实施例包括了控制箱18、三工位卷绕模组和入壳模组29,其中,所述三工位卷绕模组包括依次协同工作的卷绕模组、贴胶模组以及电芯取料模组,所述卷绕模组的三针卷绕结构9设置有转动的卷绕座,所述卷绕座依次设置有卷绕工位901、贴胶工位902和取料工位903,所述卷绕工位901、贴胶工位902和取料工位903的位置分别与所述卷绕模组、贴胶模组以及电芯取料模组的位置相对应,所述电芯取料模组的位置与所述入壳模组29的位置相对应,进而能够使得电池的电芯卷绕、卷绕终止后的贴胶以及贴胶后的取料、输送检测工作都在同一个一体机上实现协同同步工作,并在检测合格之后,通过所述入壳模组29对所述电芯进行入壳装配过程。本实施例的结构设计合理且高效,通过一体化和三工位协同工作的结构设计,有效地降低了设备成本,减小设备体积及其所需要的占地面积,在此基础上,还能够有效地提高产品的生产效率,促进产品的自动化和智能化生产程度。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。