一种制鞋流水线
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及制鞋设备技术领域,具体涉及一种制鞋流水线。
背景技术
目前,制鞋业的发展迅速,各个制鞋企业均步入自动化生产中,为满足现代化的生产要求,产品质量的优劣跟制鞋的整个流程息息相关,每个步骤对鞋的质量都有一定的影响。中国专利公开了一种制鞋用流水线,公开号为CN210248654U,该专利文献所公开的技术方案如下:包括箱体,所述箱体下底面四角均固定安装有支撑腿,所述箱体内上部固定安装有烘干机构,所述箱体下底面中部固定安装有电机,电机的输出轴一端贯穿箱体并固定安装有空心转筒,且空心转筒上端延伸至箱体内上部并位于所述烘干机构正下方,所述空心转筒外表面四周均匀固定安装有多个连接板。针对现有技术存在以下问题:
利用该专利可对鞋体进行充分的烘干处理,但是利用该专利对鞋体进行烘干处理时,还需将流水线上的鞋体利用周转装置转移出来,给工人的工作带来较大的麻烦,生产周期相对较长,影响生产的效率;
该专利不具备对生产原料进行同步分层输送的功能,生产的过程中,工人选取材料时,极易出现错乱的情况,有待改进。
发明内容
本发明提供一种制鞋流水线,以解决上述背景技术中提出的问题。
为解决上述技术问题,本发明所采用的技术方案是:
一种制鞋流水线,包括螺旋式冷冻定型机和螺旋式加热定型机,所述螺旋式加热定型机的输入端设置有预处理机构,所述螺旋式加热定型机的输出端与螺旋式冷冻定型机的输入端之间设置有加工处理机构,所述螺旋式冷冻定型机的输出端设置有二次加工机构。
所述预处理机构包括第一输送机架、鞋面蒸软机、前帮机、后帮机和后跟蒸软机,所述第一输送机架架设在螺旋式加热定型机的输入端处,所述第一输送机架的正面固定安装有钉中底工作台,所述钉中底工作台的正面固定安装有位于钉中底工作台左侧的后包钉钉工作台,所述第一输送机架的正面固定安装有位于后包钉钉工作台左侧的前帮作业台,所述鞋面蒸软机设置在前帮作业台的正面。
所述加工处理机构包括第二输送机架、第一单头打磨机、帮脚擂平机、后踵按摩机、划线取鞋工作台、第二单头打磨机、压底机和气盖压底机,所述第二输送机架架设在螺旋式加热定型机的输出端与螺旋式冷冻定型机的输入端之间,所述第一单头打磨机设置在第二输送机架的正面,所述帮脚擂平机设置在第二输送机架的正面,所述后踵按摩机设置在第二输送机架的正面且位于帮脚擂平机的左侧,所述划线取鞋工作台设置在第二输送机架的正面且数量设置为两组。
所述二次加工机构包括第三输送机架,所述第三输送机架架设在螺旋式冷冻定型机的输出端处,所述第三输送机架的背面设置有拔楦工作台,所述第三输送机架的正面固定安装有钉跟机作业台,所述第三输送机架的正面固定安装有位于钉跟机作业台右侧的锁螺丝钉作业台、刷中底胶作业台和刷垫脚胶作业台,所述钉跟机作业台、锁螺丝钉作业台、刷中底胶作业台和刷垫脚胶作业台相邻的一侧固定连接,所述锁螺丝钉作业台、刷中底胶作业台、刷垫脚胶作业台的规格相同。
所述第一输送机架、第二输送机架、第三输送机架均包括底撑座,所述底撑座的顶部焊接有传输框架,所述传输框架的数量设置为三组,相邻的两组所述传输框架之间焊接有等分支撑件,所述传输框架的内侧转动连接有传动辊,所述传动辊的外壁上活动连接有传动皮带,所述传输框架背面设置有同步电机,所述同步电机用于驱动传动辊和传动皮带进行输送工作,所述传输框架的顶部固定安装有光电传感器。
本发明技术方案的进一步改进在于:所述第一输送机架的正面固定安装有位于前帮作业台左侧的鞋面上胶工作台,所述前帮机设置在鞋面上胶工作台的正面,所述第一输送机架的正面固定安装有手工拉腰帮作业台,所述手工拉腰帮作业台的数量设置为三组。
本发明技术方案的进一步改进在于:所述后帮机设置在手工拉腰帮作业台的左侧,所述后跟蒸软机设置在后帮机的正面,所述第一输送机架的正面拆卸式连接有位于后帮机左侧的除皱机,所述第一输送机架的正面固定安装有位于除皱机两侧的除皱台,所述第一输送机架的正面焊接有品检作业台。
本发明技术方案的进一步改进在于:所述第二单头打磨机设置在第二输送机架的正面且数量设置为两组,所述第二输送机架的中部固定安装有洗药水工作台,所述洗药水工作台的左侧拆卸式连接有药水烘箱,所述药水烘箱的左侧拆卸式连接有升降移栽机。
本发明技术方案的进一步改进在于:所述第二输送机架的中部拆卸式连接有位于升降移栽机背面的鞋面刷胶水工作台,所述鞋面刷胶水工作台的右侧拆卸式连接有胶水烘箱,所述胶水烘箱的数量设置为两组,所述胶水烘箱的右侧设置有位于第二输送机架中部的贴底工作台,所述贴底工作台的数量设置为四组。
本发明技术方案的进一步改进在于:所述压底机设置在第二输送机架的背面,所述气盖压底机设置在压底机的右侧,所述第二输送机架的背面固定安装有控制箱。
本发明技术方案的进一步改进在于:所述第三输送机架的正面设置有鞋口定型机,所述第三输送机架的正面固定安装有贴垫脚作业台、第一清洁作业台、第二清洁作业台和描边作业台,所述贴垫脚作业台、第一清洁作业台、第二清洁作业台、描边作业台的规格相同。
本发明技术方案的进一步改进在于:所述第三输送机架的正面拆卸式连接有双头抛光机,所述第三输送机架的正面固定安装有质检作业台。
本发明技术方案的进一步改进在于:所述贴底工作台的正面拆卸式连接有自动贴底机,所述自动贴底机包括贴底辊主体,所述贴底辊主体设置在自动贴底机的内部,所述自动贴底机的右侧设置有返回输送带,所述第三输送机架的顶部拆卸式连接有支撑杆,所述支撑杆远离第三输送机架的一端拆卸式连接有弧形导向板
由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
1、本发明提供一种制鞋流水线,采用药水烘箱、第二输送机架、洗药水工作台、胶水烘箱和鞋面刷胶水工作台的结合,通过药水烘箱的设计,可在第二输送机架上直接对洗药水工作台处理后的鞋体进行药水烘干处理,通过胶水烘箱的设计,可在第二输送机架上直接对鞋面刷胶水工作台处理后的鞋体进行胶水烘干处理,避免还需对鞋体进行周转处理的问题,有效缩短生产周期,提升本结构的便捷性,降低工人的体力消耗,提升鞋体的生产效率。
2、本发明提供一种制鞋流水线,采用品检作业台和手工拉腰帮作业台的结合,通过品检作业台的设计,可对预处理的鞋体进行质检,及时剔除质量不合格的鞋体,降低后续加工的无效率,提升整体生产的合格率和效率,通过设置三组手工拉腰帮作业台,可利用三个工人对鞋体进行手工拉腰帮处理,加快手工拉腰帮处理工序的效率,保障本机械整体的生产速度,提升本结构的高效性。
3、本发明提供一种制鞋流水线,采用钉跟机作业台、锁螺丝钉作业台、刷中底胶作业台、贴垫脚作业台和第一清洁作业台的结合,通过将钉跟机作业台、锁螺丝钉作业台、刷中底胶作业台和刷垫脚胶作业台设置在一起,使得钉跟、刷中底胶等手工作业集中在一起,工人之间可互相协助,提升生产效率,通过将贴垫脚作业台、第一清洁作业台、第二清洁作业台和描边作业台设计在同侧且相邻,使得贴垫脚、清洁、描边等手工作业集中在一起,工人之间可互相协助处理,进一步提升本结构生产效率。
4、本发明提供一种制鞋流水线,通过同步电机和光电传感器的配合设计,可带动生产原料在不同的传动皮带上同步移动,便于将配件与鞋子主体同步转移到不同的工位上,避免因为鞋子的款式、大小、规格不同,造成错乱的问题。
附图说明
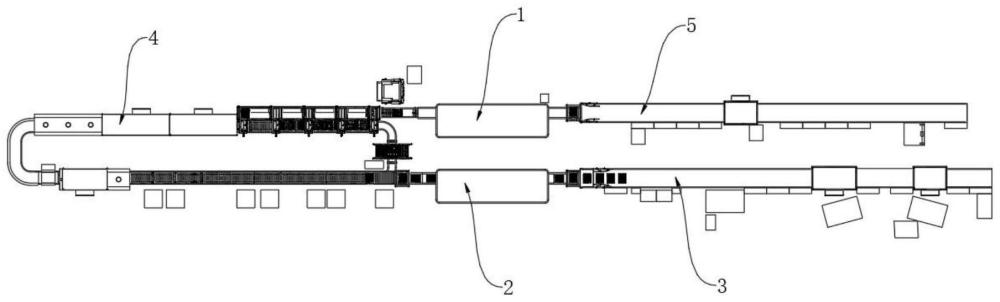
图1为本发明的结构示意图;
图2为本发明预处理机构的结构示意图;
图3为本发明加工处理机构的结构示意图;
图4为本发明二次加工机构的结构示意图;
图5为本发明的结构A处放大示意图;
图6为本发明的结构B处放大示意图;
图7为本发明第一输送机架的部分结构示意图。
图中:1、螺旋式冷冻定型机;11、底撑座;12、传输框架;13、传动辊;14、传动皮带;15、同步电机;16、光电传感器;17、等分支撑件;2、螺旋式加热定型机;
3、预处理机构;31、第一输送机架;32、钉中底工作台;33、后包钉钉工作台;34、鞋面蒸软机;35、前帮作业台;36、鞋面上胶工作台;37、前帮机;38、手工拉腰帮作业台;39、后帮机;391、后跟蒸软机;392、除皱台;393、除皱机;394、品检作业台;
4、加工处理机构;41、第二输送机架;411、自动贴底机;412、贴底辊主体;413、返回输送带;42、第一单头打磨机;43、帮脚擂平机;44、后踵按摩机;45、划线取鞋工作台;46、第二单头打磨机;47、洗药水工作台;48、药水烘箱;49、升降移栽机;491、鞋面刷胶水工作台;492、胶水烘箱;493、贴底工作台;494、压底机;495、气盖压底机;496、控制箱;
5、二次加工机构;51、第三输送机架;511、支撑杆;512、弧形导向板;52、拔楦工作台;53、钉跟机作业台;54、锁螺丝钉作业台;55、刷中底胶作业台;56、刷垫脚胶作业台;57、鞋口定型机;58、贴垫脚作业台;59、第一清洁作业台;591、第二清洁作业台;592、描边作业台;593、双头抛光机;594、质检作业台。
具体实施方式
下面结合实施例对本发明做进一步详细说明:
实施例1
如图1-7所示,本发明提供了一种制鞋流水线,包括螺旋式冷冻定型机1和螺旋式加热定型机2,螺旋式加热定型机2的输入端设置有预处理机构3,螺旋式加热定型机2的输出端与螺旋式冷冻定型机1的输入端之间设置有加工处理机构4,螺旋式冷冻定型机1的输出端设置有二次加工机构5,预处理机构3包括第一输送机架31、鞋面蒸软机34、前帮机37、后帮机39和后跟蒸软机391,第一输送机架31架设在螺旋式加热定型机2的输入端处,第一输送机架31的正面固定安装有钉中底工作台32,钉中底工作台32的正面固定安装有位于钉中底工作台32左侧的后包钉钉工作台33,第一输送机架31的正面固定安装有位于后包钉钉工作台33左侧的前帮作业台35,鞋面蒸软机34设置在前帮作业台35的正面,加工处理机构4包括第二输送机架41、第一单头打磨机42、帮脚擂平机43、后踵按摩机44、划线取鞋工作台45、第二单头打磨机46、压底机494和气盖压底机495,第二输送机架41架设在螺旋式加热定型机2的输出端与螺旋式冷冻定型机1的输入端之间,第一单头打磨机42设置在第二输送机架41的正面,帮脚擂平机43设置在第二输送机架41的正面,后踵按摩机44设置在第二输送机架41的正面且位于帮脚擂平机43的左侧,划线取鞋工作台45设置在第二输送机架41的正面且数量设置为两组,二次加工机构5包括第三输送机架51,第三输送机架51架设在螺旋式冷冻定型机1的输出端处,第三输送机架51的背面设置有拔楦工作台52,第三输送机架51的正面固定安装有钉跟机作业台53,第三输送机架51的正面固定安装有位于钉跟机作业台53右侧的锁螺丝钉作业台54、刷中底胶作业台55和刷垫脚胶作业台56,钉跟机作业台53、锁螺丝钉作业台54、刷中底胶作业台55和刷垫脚胶作业台56相邻的一侧固定连接,锁螺丝钉作业台54、刷中底胶作业台55、刷垫脚胶作业台56的规格相同,预先将鞋体放置在第一输送机架31的右端,控制第一输送机架31工作,可对鞋体进行输送,首先对鞋体进行钉中底和后包钉钉的处理,然后利用鞋面蒸软机34对鞋体进行处理,利用前帮机37对鞋体的前帮进行处理同时给鞋面上胶。
实施例2
如图1-7所示,在实施例1的基础上,本发明提供一种技术方案:优选的,第一输送机架31的正面固定安装有位于前帮作业台35左侧的鞋面上胶工作台36,前帮机37设置在鞋面上胶工作台36的正面,第一输送机架31的正面固定安装有手工拉腰帮作业台38,手工拉腰帮作业台38的数量设置为三组,后帮机39设置在手工拉腰帮作业台38的左侧,后跟蒸软机391设置在后帮机39的正面,第一输送机架31的正面拆卸式连接有位于后帮机39左侧的除皱机393,第一输送机架31的正面固定安装有位于除皱机393两侧的除皱台392,第一输送机架31的正面焊接有品检作业台394,通过品检作业台394的设计,可对预处理的鞋体进行质检,及时剔除质量不合格的鞋体,降低后续加工的无效率,提升整体生产的合格率和效率,通过设置三组手工拉腰帮作业台38,可利用三个工人对鞋体进行手工拉腰帮处理,加快手工拉腰帮处理工序的效率,用户可利用除皱机393在除皱台392上对鞋体进行除皱处理。
实施例3
如图1-7所示,在实施例1的基础上,本发明提供一种技术方案:优选的,第二单头打磨机46设置在第二输送机架41的正面且数量设置为两组,第二输送机架41的中部固定安装有洗药水工作台47,洗药水工作台47的左侧拆卸式连接有药水烘箱48,药水烘箱48的左侧拆卸式连接有升降移栽机49,第二输送机架41的中部拆卸式连接有位于升降移栽机49背面的鞋面刷胶水工作台491,鞋面刷胶水工作台491的右侧拆卸式连接有胶水烘箱492,胶水烘箱492的数量设置为两组,胶水烘箱492的右侧设置有位于第二输送机架41中部的贴底工作台493,贴底工作台493的数量设置为四组,压底机494设置在第二输送机架41的背面,气盖压底机495设置在压底机494的右侧,第二输送机架41的背面固定安装有控制箱496,通过药水烘箱48的设计,可在第二输送机架41上直接对洗药水工作台47处理后的鞋体进行药水烘干处理,通过胶水烘箱492的设计,可在第二输送机架41上直接对鞋面刷胶水工作台491处理后的鞋体进行胶水烘干处理,避免还需对鞋体进行周转处理的问题,有效缩短生产周期,提升本结构的便捷性,降低工人的体力消耗,控制箱496用于对第一输送机架31、第二输送机架41和第三输送机架51的状态进行控制。
实施例4
如图1-7所示,在实施例1的基础上,本发明提供一种技术方案:优选的,第三输送机架51的正面设置有鞋口定型机57,第三输送机架51的正面固定安装有贴垫脚作业台58、第一清洁作业台59、第二清洁作业台591和描边作业台592,贴垫脚作业台58、第一清洁作业台59、第二清洁作业台591、描边作业台592的规格相同,第三输送机架51的正面拆卸式连接有双头抛光机593,第三输送机架51的正面固定安装有质检作业台594,通过将钉跟机作业台53、锁螺丝钉作业台54、刷中底胶作业台55和刷垫脚胶作业台56设置在一起,使得钉跟、刷中底胶等手工作业集中在一起,工人之间可互相协助,提升生产效率,通过将贴垫脚作业台58、第一清洁作业台59、第二清洁作业台591和描边作业台592设计在同侧且相邻,使得贴垫脚、清洁、描边等手工作业集中在一起,工人之间可互相协助处理,进一步提升本结构生产效率,在钉跟机作业台53、锁螺丝钉作业台54、刷中底胶作业台55和刷垫脚胶作业台56上,通过人工对完成对鞋体的钉跟、锁螺丝钉、刷中底胶和刷垫脚胶的处理,在贴垫脚作业台58、第一清洁作业台59、第二清洁作业台591、描边作业台592上,通过人工对完成对鞋体的贴垫脚、清洁和描边的处理,工人在质检作业台594上,可对鞋体进行最终质检处理。
实施例5
如图1-7所示,在实施例1的基础上,本发明提供一种技术方案:优选的,贴底工作台493的正面拆卸式连接有自动贴底机411,自动贴底机411包括贴底辊主体412,贴底辊主体412设置在自动贴底机411的内部,自动贴底机411的右侧设置有返回输送带413,第三输送机架51的顶部拆卸式连接有支撑杆511,支撑杆511远离第三输送机架51的一端拆卸式连接有弧形导向板512,工人控制自动贴底机411工作,可对鞋体进行自动贴底处理,通过返回输送带413的设计,可将加工未充分的鞋体返送回第二输送机架41的起始处,进行返工处理,提升鞋体的生产合格率,预先将支撑杆511和弧形导向板512以特定的角度安装在第三输送机架51的顶部,可将鞋体向居中的位置导向,便于后续加工的顺利进行。
实施例6
如图1-7所示,在实施例1的基础上,本发明提供一种技术方案:优选的,第一输送机架31、第二输送机架41、第三输送机架51均包括底撑座11,底撑座11的顶部焊接有传输框架12,传输框架12的数量设置为三组,相邻的两组传输框架12之间焊接有等分支撑件17,传输框架12的内侧转动连接有传动辊13,传动辊13的外壁上活动连接有传动皮带14,传输框架12背面设置有同步电机15,同步电机15用于驱动传动辊13和传动皮带14进行输送工作,传输框架12的顶部固定安装有光电传感器16,通过同步电机15和光电传感器16的配合设计,可带动生产原料在不同的传动皮带14上同步移动,便于将配件与鞋子主体同步转移到不同的工位上,避免因为鞋子的款式、大小、规格不同,造成错乱的问题,进一步提升生产合格率。
下面具体说一下该制鞋流水线的工作原理。
如图1-7所示,使用过程中,将鞋体放置在第一输送机架31的右端,首先对鞋体进行钉中底和后包钉钉的处理,然后利用鞋面蒸软机34对鞋体进行处理,利用前帮机37对鞋体的前帮进行处理同时给鞋面上胶,随之对鞋体进行手工拉腰帮的工作,再利用后帮机39和后跟蒸软机391对鞋体进行处理,随之利用除皱机393在除皱台392上对鞋体进行除皱处理,最终对鞋体进行预处理质检,完成预处理工作,紧接着通过螺旋式加热定型机2对鞋体进行加工,再利用第一单头打磨机42、帮脚擂平机43、后踵按摩机44、划线取鞋工作台45、第二单头打磨机46对鞋体进行加工,然后在洗药水工作台47上对鞋体进行洗药水处理,随之通过药水烘箱48进行烘干,再通过升降移栽机49对鞋体进行处理,然后在鞋面刷胶水工作台491上对鞋体进行鞋面刷胶处理,并利用胶水烘箱492对其进行烘干,再利用贴底工作台493、压底机494和气盖压底机495对鞋体进行处理,完成加工处理工作,紧接着通过螺旋式冷冻定型机1对鞋体进行加工,在钉跟机作业台53、锁螺丝钉作业台54、刷中底胶作业台55和刷垫脚胶作业台56上,通过人工对完成对鞋体的钉跟、锁螺丝钉、刷中底胶和刷垫脚胶的处理,紧接着通过鞋口定型机57对鞋口进行加工,然后在贴垫脚作业台58、第一清洁作业台59、第二清洁作业台591、描边作业台592上,通过人工对完成对鞋体的贴垫脚、清洁和描边的处理,再利用双头抛光机593对鞋面进行处理,最终再质检作业台594上完成最终质检。
上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。