一种拉链生产工艺及用于该工艺的生产设备
文献发布时间:2023-06-19 11:34:14
技术领域
本申请涉及拉链的领域,尤其是涉及一种拉链生产工艺及用于该工艺的生产设备。
背景技术
拉链是我们生活中常用的日用品,被广泛使用在各个领域。塑料拉链由两条布带组成,两条布带上注塑有若干个塑料的链牙,两条布带上的链牙相互交错排列且相互啮合,布带的两端分别注塑有上止和下止,两条布带上设置有拉头,拉头的两侧分别夹持两列链牙,并用于将两条链带上的链牙拉合或脱开。
塑料拉链的生产过程可参考公开号为CN105286221A的中国专利,其公开了一种注塑拉链及其生产工艺,包括以下步骤:首先将通过注塑机或热熔机在布带上连续注塑等间距的链牙,然后根据拉链的预设长度将相邻拉链之间多余的链牙切除,再在相邻拉链之间分别注塑上止和下止,最后将相邻拉链进行切断。
针对上述中的相关技术,发明人认为生产时需要在布带上全部注塑链牙,而在注塑后又需要将相邻拉链之间多余的链牙切除,不仅浪费原料,也使得拉链的生产过程十分繁冗,严重降低了生产效率。
发明内容
为了避免切除相邻拉链之间多余的链牙,简化拉链的生产过程,提高生产效率,本申请提供一种拉链生产工艺及用于该工艺的生产设备。
第一方面,本申请提供一种拉链生产工艺,采用如下的技术方案:
一种拉链生产工艺,包括以下步骤:
S1、定位:在布带输送过程中确定布带上待加工位置为注塑链牙位置或贴胶位置,注塑链牙位置与贴胶位置间隔设置;
S2、注塑链牙或贴胶:在布带上注塑链牙位置连续注塑等间距的链牙,在布带上贴胶位置的两面连续进行贴胶;
S3、开槽:待贴胶凝固后,在贴胶位置开设十字槽;
S4、注塑上止和下止:在十字槽处沿着布带长度方向的两端分别注塑上止和下止;
S5、切断:将布带上十字槽处上止与下止之间进行切断。
通过采用上述技术方案,首先对布带进行定位,确定布带的待加工位置为注塑链牙的位置还是贴胶的位置,并根据定位的结构确定后续对布带进行注塑链牙的操作亦或是进行贴胶的操作,贴胶的位置即为相邻拉链之间的过渡位置,在相邻拉链之间进行贴胶处理,能够对相邻拉链之间的布带起到保护作用,避免相邻拉链之间的布带出现脱线的情况;然后在贴胶的位置开设十字槽,便于进行注塑上止和下止,最后再将十字槽的位置进行切断,有效避免对相邻拉链之间的过渡位置注塑链牙,从而避免了对相邻拉链之间多余的链牙进行切除的步骤,简化了拉链的生产过程,提高了塑料拉链的生产效率。
可选的,所述步骤S4注塑上止和下止之前在每段注塑链牙位置上均安装拉头。
通过采用上述技术方案,在注塑上止和下止之前在每段注塑链牙的位置上均安装拉头,即实现对每个拉链上拉头的安装过程,避免出现上止和下止注塑成型后拉头难以安装的情况。
可选的,所述步骤S3开槽前对贴胶位置进行烘干处理。
通过采用上述技术方案,在开槽前对贴胶的位置进行烘干,能够确保贴胶位置完全处于干燥状态,便于后续进行开槽处理以及注塑上止和下止,确保贴胶对布带的保护效果。
可选的,所述步骤S5切断后对拉链进行金属检测。
通过采用上述技术方案,在塑料拉链生产过程中,容易使金属碎屑混入拉链上,而金属的硬度远远大于塑料的硬度,在拉链使用时金属碎屑容易卡在链牙中而对塑料拉链裁成损坏。因此,在塑料拉链成型后对拉链进行金属检测处理,防止出现拉链中夹带金属碎屑的情况。
第二方面,本申请提供一种拉链生产工艺的生产设备,采用如下的技术方案:
一种拉链生产工艺的生产设备,包括定位系统、控制系统、输送系统以及沿着输送系统的输送方向依次设置的工作台、冲孔机、注塑机和切断机,工作台上转动连接有加工架,加工架的两侧分别设置有热熔机和贴胶机,定位系统用于对输送系统输送的布带上待加工位置进行定位,并将定位的结果反馈至控制系统,控制系统用于控制加工架在工作台上的转动以及热熔机、贴胶机的开机或停机。
通过采用上述技术方案,生产时,输送系统对布带进行输送,先将布带输送至工作台上,此时定位系统对布带进行定位,确保布带上待加工位置为需要注塑链牙的位置亦或是需要贴胶的位置;当布带上待加工位置为需要注塑链牙的位置时,控制系统控制加工架在工作台上转动,使热熔机转动至布带上待加工位置的上方,并通过热熔机对布带上注塑链牙;当布带上待加工位置为需要贴胶的位置时,控制系统控制加工架在工作台上转动,使贴胶机转动至布带上待加工位置的上方,并通过贴胶机对布带的两面进行贴胶;然后随着布带的输送过程使冲孔机对贴胶位置进行冲孔,使贴胶位置开设十字槽;再通过注塑机对十字槽的两侧分别注塑上止和下止,最后使切断机将十字槽处切断,实现对塑料拉链的生产过程,有效避免了切除相邻拉链之间多余的链牙,简化了拉链的生产过程,提高了生产效率。
可选的,所述定位系统包括:
第一长度检测模块,用于检测布带上注塑链牙位置的长度,当布带上注塑链牙位置的长度大于第一长度设定值时输出第一定长信号;
第二长度检测模块,用于检测布带上贴胶位置的长度,当布带上贴胶位置的长度大于第二长度设定值时输出第二定长信号;
定位控制模块,连接于第一长度检测模块和第二长度检测模块,响应于第一定长信号并输出第二计长信号,响应于第二定长信号并输出第一计长信号;
第一长度检测模块响应于第一计长信号,第二长度检测模块响应于第二计长信号。
通过采用上述技术方案,对布带上的待加工位置进行定位的过程中,当第一长度检测模块接收到定位控制模块输出的第一计长信号时,第一长度检测模块开始对布带上注塑链牙位置的长度进行检测,且控制系统控制热熔机转动至布带上待加工位置的上方,并对布带上注塑链牙;当布带上注塑链牙位置的长度大于第一长度设定值时输出第一定长信号并停止检测,定位控制模块接收到第一定长信号后输出第二计长信号,第二长度检测模块接收到第二计长信号时开始对布带上贴胶的位置的长度进行检测,且控制系统使贴胶机转动至布带上待加工位置的上方,并对布带的两面进行贴胶,当布带上贴胶位置的长度大于第二长度设定值时输出第二定长信号,定位控制模块接收到第二定长信号后再输出第一计长信号,从而实现对布带上待加工位置的定位过程。
可选的,所述控制系统包括:
驱动控制模块,连接于第一长度检测模块、第二长度检测模块、热熔机和贴胶机,响应于第一定长信号并输出控制信号,同时控制热熔机停机、贴胶机开机,响应于第二定长信号并输出控制信号,同时控制热熔机开机、贴胶机停机;
驱动件,连接于驱动控制模块和加工架,响应于控制信号并驱动加工架转动180°。
通过采用上述技术方案,当第一长度检测模块输出第一定长信号后,驱动控制模块接收到第一定长信号并输出控制信号,同时驱动控制模块控制热熔机停机、贴胶机开机,驱动件接收到控制信号后使加工架转动180°,从而使使贴胶机转动至布带上待加工位置的上方;当第二长度检测模块输出第二定长信号后,驱动控制模块接收到第二定长信号并输出控制信号,同时驱动控制模块控制热熔机停机、贴胶机开机,驱动件接收到控制信号后再使加工架转动180°,又使热熔机转动至布带上待加工位置的上方,实现对加工架转动的控制过程。
可选的,所述工作台与冲孔机之间还设置有烘干设备,烘干设备套设在布带上。
通过采用上述技术方案,在工作台与冲孔机之间设置烘干设备,当布带贴胶完毕后,布带会随着输送系统的输送作用进入烘干设备中,此时烘干设备对布带两面上贴胶位置进行烘干,确保开槽中布带上贴胶位置凝固成型。
可选的,所述输送系统包括若干个与布带输送方向垂直设置的输送辊以及驱动输送辊转动的驱动电机,布带绕设在若干个输送辊之间。
通过采用上述技术方案,输送时,驱动电机驱动输送辊转动,由于布带绕设在若干个输送辊之间,在输送辊的作用下会使布带沿着与输送辊垂直的方向进行输送,实现对布带的输送作用。
可选的,所述切断机远离注塑机的一侧设置有金属检测设备,切断机与金属检测设备之间固定设置有输送通道,输送通道靠近金属检测设备的一端低于另一端。
通过采用上述技术方案,当切断机将成型后的拉链切断为单独的若干个拉链后,拉链会沿着输送通道的倾斜方向滑落在金属检测设备上,此时金属检测设备会对成型后的拉链进行检测,避免成型后的拉链中夹带金属碎屑。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过对布带进行定位,并根据定位的结构确定后续对布带进行注塑链牙的操作亦或是进行贴胶的操作,避免对相邻拉链之间的过渡位置注塑链牙,从而避免了对相邻拉链之间多余的链牙进行切除的步骤,简化了拉链的生产过程,提高了塑料拉链的生产效率;
2.通过在开槽前对贴胶的位置进行烘干,能够确保贴胶位置完全处于干燥状态;
3.通过设置定位系统,实现对布带上待加工位置的定位过程,确定布带的待加工位置为注塑链牙的位置亦或是贴胶的位置。
附图说明
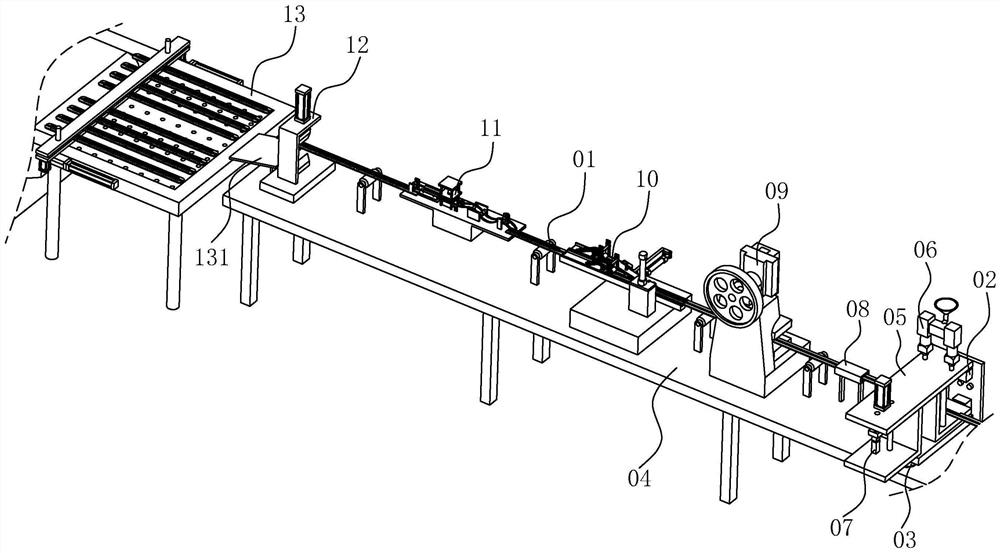
图1是本申请实施例的结构示意图;
图2是旨在显示定位系统和控制系统的局部结构示意图;
图3是本申请实施例的电路控制图。
附图标记说明:01、输送系统;011、输送辊;012、驱动电机;02、定位系统;021、第一长度检测模块;022、第二长度检测模块;023、定位控制模块;03、控制系统;031、驱动控制模块;032、驱动件;04、工作台;05、加工架;051、转动杆;052、安装架;06、热熔机;07、贴胶机;08、烘干设备;09、冲孔机;10、合链机;11、注塑机;12、切断机;13、金属检测设备;131、输送通道。
具体实施方式
以下结合附图1-3对本申请作进一步详细说明。
本申请实施例公开一种拉链生产工艺。
一种拉链生产工艺,包括以下步骤:
S1、定位:在布带输送过程中确定布带上待加工位置为注塑链牙位置亦或贴胶位置,其中注塑链牙位置与贴胶位置间隔设置。
S2、注塑链牙或贴胶:在布带上注塑链牙位置连续注塑等间距的链牙,在布带上贴胶位置的两面连续进行贴胶。
S3、开槽:然后对贴胶位置进行烘干处理,待贴胶凝固后,在贴胶位置开设十字槽。
S4、注塑上止和下止:在每段注塑链牙位置上均安装拉头,再在十字槽处沿着布带长度方向的两端分别注塑上止和下止。
S5、切断:将布带上十字槽处上止与下止之间进行切断,切断后对成型后的拉链进行金属检测。
本申请实施例还公开一种用于拉链生产工艺的生产设备。
一种用于拉链生产工艺的生产设备,参照图1,包括工作台04,工作台04上设置有输送系统01以及沿着输送系统01的输送方向依次设置的加工架05、烘干设备08、冲孔机09、合链机10、注塑机11和切断机12,切断机12远离注塑机11的一侧设置有金属检测设备13,加工架05与工作台04转动连接,加工架05的两侧分别设置有热熔机06和贴胶机07。
生产时,输送系统01对布带起到输送作用,加工架05上的热熔机06对布带上注塑链牙的位置注塑,形成链牙,或者加工架05上的贴胶机07对布带上贴胶位置的两面进行贴胶,然后烘干设备08对布带进行烘干处理,使布带上注塑链牙位置的链牙以及贴胶位置的贴胶快速凝固成型,然后冲孔机09对布带上贴胶位置开设十字槽,再通过合链机10在每段注塑链牙位置的链牙上安装拉头,然后通过注塑机11对十字槽沿着布带长度方向的两端分别注塑上止和下止,再通过切断机12将十字槽位置处上止与下止之间进行切断,形成若干个拉链,最后通过金属检测设备13对成型后的拉链进行金属检测,从而完成拉链的整个生产过程。
参照图2,输送系统01包括输送辊011和驱动电机012,输送辊011沿着布带的输送方向设置有若干个,输送辊011的长度方向与布带的输送方向垂直,布带绕设在若干个输送辊011之间,输送辊011与工作台04转动连接,驱动电机012与工作台04固定连接,驱动电机012的输出轴与其中一个输送辊011同轴设置且固定连接,并用于驱动输送辊011匀速转动。参照图1,烘干设备08呈矩形筒状,烘干设备08套设在布带上。切断机12与金属检测设备13之间固定设置有输送通道131,输送通道131靠近金属检测设备13的一端低于另一端。生产时,驱动电机012驱动与其固定的输送辊011在工作台04上转动,并在布带的作用下带动所有的输送辊011同时转动,从而实现对布带的输送过程。
参照图2,工作台04上还设置有定位系统02和控制系统03,定位系统02用于对输送系统01输送的布带上待加工位置进行定位,并将定位的结果反馈至控制系统03,控制系统03用于控制加工架05在工作台04上的转动以及热熔机06、贴胶机07的开机或停机。
定位系统02对布带进行定位,确定布带上待加工位置为需要注塑链牙的位置亦或是需要贴胶的位置,当布带上待加工位置为需要注塑链牙的位置时,控制系统03控制加工架05在工作台04上转动,使热熔机06转动至布带上待加工位置处,同时使热熔机06开机、贴胶机07停机,并通过热熔机06对布带上注塑链牙;当布带上待加工位置为需要贴胶的位置时,控制系统03控制加工架05在工作台04上转动,使贴胶机07转动至布带上待加工位置处,同时使热熔机06停机、贴胶机07开机,并通过贴胶机07对布带的两面进行贴胶。
参照图3,定位系统02包括第一长度检测模块021、第二长度检测模块022和定位控制模块023,第一长度检测模块021用于检测布带上注塑链牙位置的长度,当布带上注塑链牙位置的长度大于第一长度设定值时输出第一定长信号;第二长度检测模块022用于检测布带上贴胶位置的长度,当布带上贴胶位置的长度大于第二长度设定值时输出第二定长信号;定位控制模块023连接于第一长度检测模块021和第二长度检测模块022,响应于第一定长信号并输出第二计长信号,响应于第二定长信号并输出第一计长信号;且第一长度检测模块021响应于第一计长信号,第二长度检测模块022响应于第二计长信号。
参照图2,第一长度检测模块021为第一定时器,第二长度检测模块022为第二定时器,第一定时器和第二定时器均固定设置在工作台04上,定位控制模块023为第一控制器,第一控制器固定设置在工作台04上,并与第一定时器、第二定时器均连接。
当第一定时器接收到第一计长信号时开始计时,由于输送系统01使布带匀速进行输送,当第一定时器计时的时间刚刚大于第一定时器的设定值时,布带上注塑链牙位置的长度恰好大于第一长度设定值,此时第一定时器输出第一定长信号,第一控制器接收到第一定长信号后会输出第二计长信号,当第二定时器接收到第二计长信号时开始计时,当第二定时器计时的时间刚刚大于第二定时器的设定值时,布带上注塑链牙位置的长度恰好大于第二长度设定值,此时第二定时器输出第二定长信号,第一控制器接收到第二定长信号后会输出第一计长信号。
参照图3,控制系统03包括驱动控制模块031和驱动件032,驱动控制模块031,连接于第一长度检测模块021、第二长度检测模块022、热熔机06和贴胶机07,响应于第一定长信号并输出控制信号,同时控制热熔机06停机、贴胶机07开机,响应于第二定长信号并输出控制信号,同时控制热熔机06开机、贴胶机07停机;驱动件032连接于驱动控制模块031和加工架05,响应于控制信号并驱动加工架05转动180°。
参照图2,驱动控制模块031为第二控制器,第二控制器固定设置在工作台04上,并与第一定时器、第二定时器、热熔机06、贴胶机07均连接。驱动件032为步进电机,步进电机固定设置在工作台04上,加工架05包括安装架052和转动杆051,转动杆051竖直设置,转动杆051的底端与步进电机的输出轴同轴设置且固定连接,转动杆051的顶端与安装架052固定连接,热熔机06和贴胶机07分别固定设置在安装架052的两侧。
当第二控制器接收到第一定长信号后,会驱动步进电机使加工架05在工作台04上转动180°,并使贴胶机07转动至布带的待加工位置,同时使贴胶机07开机、热熔机06停机;当第二控制器接收到第二定长信号后,会驱动步进电机使加工架05在工作台04上再次转动180°,使热熔机06转动至布带的待加工位置,同时使热熔机06开机、贴胶机07停机。
本申请实施例一种用于拉链生产工艺的生产设备的实施原理为:生产时,定位系统02对布带进行定位,确定布带上待加工位置为需要注塑链牙的位置亦或是需要贴胶的位置,当布带上待加工位置为需要注塑链牙的位置时,控制系统03使热熔机06转动至布带上待加工位置处,并对布带上注塑链牙;当布带上待加工位置为需要贴胶的位置时,控制系统03使贴胶机07转动至布带上待加工位置处,并对布带的两面进行贴胶,从而避免对相邻拉链之间的过渡位置注塑链牙,从而避免了对相邻拉链之间多余的链牙进行切除的步骤,简化了拉链的生产过程,提高了塑料拉链的生产效率。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。