木材表面高分子材料涂覆防开裂设备
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及一种高分子材料领域,尤其涉及一种木材表面高分子材料涂覆防开裂设备。
背景技术
木材顺纹方向的导水性远远大于横纹方向,当木材干燥时,水分从端面的蒸发要比从侧面蒸发快得多,端部含水率低于中部,端部的收缩受中部木材的限制,因而在端部产生拉应力,当拉应力超过木材的横纹抗拉强度时,端面发生开裂;
矩形木材应用与传统家具的生产制造,因此对于木材的保护非常重要,现有技术利用薄木皮包裹在矩形木材的两端面,随后再加以固定纸胶带;这种做法对于木材的防开裂的作用不大,无法解决木材顺纹方向上的实质保护,导致木材在切削时极易出现开裂;同时木材在运输过程中会出现端部挤压,表面薄木皮的包覆无法很好地对挤压力实现缓冲,导致木材端部出现应力集中而发生开裂;
为了解决上述问题,现提出一种木材表面高分子材料涂覆防开裂设备。
发明内容
为了克服现有技术利用薄木皮包裹在矩形木材的两端面,随后再加以固定纸胶带;这种做法对于木材的防开裂的作用不大,无法解决木材顺纹方向上的实质保护,导致木材在切削时极易出现开裂;同时木材在运输过程中会出现端部挤压,表面薄木皮的包覆无法很好地对挤压力实现缓冲,导致木材端部出现应力集中而发生开裂的缺点,本发明的技术问题是:提供一种木材表面高分子材料涂覆防开裂设备。
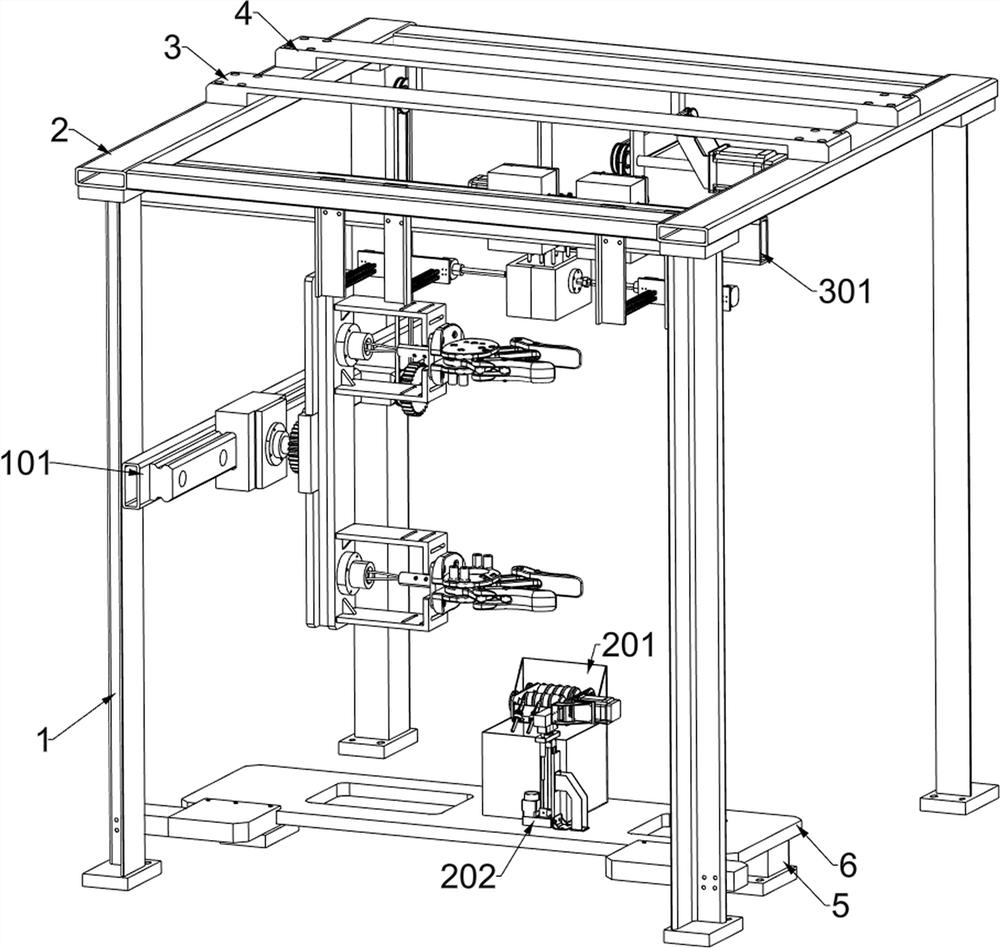
一种木材表面高分子材料涂覆防开裂设备,包括有支撑柱、顶架、第二连接板、第五连接板、底脚、工作台、端部处理系统和涂覆系统;顶架下方四个对角分别设置有一组支撑柱;顶架上方设置有第二连接板;顶架上方设置有第五连接板,且第五连接板位于第二连接板的后侧;顶架下方前侧安装有对矩形木材端面进行高分子材料填充的涂覆系统;工作台下方安装有两组底脚;工作台固接前侧两组支撑柱;工作台上端面设置有对矩形木材端面进行开槽孔的端部处理系统。
进一步说明,还包括有夹持旋转系统,夹持旋转系统包括有第一固定板、第一电动滑轨、第一滑套、第一连接板、第二固定板、第一平齿轮、第一电动夹具、第二电动夹具、第一动力电机、第一转轴、第一传动轮、第二传动轮、厚度检测辊、第三传动轮、第二转轴、第四传动轮、第五传动轮、第三转轴、第一连接块和第二平齿轮;第一固定板与支撑柱进行固接;第一固定板与第一电动滑轨进行固接;第一电动滑轨与第一滑套进行滑动连接;第一滑套与第一连接板进行固接;第一连接板与第二固定板进行转动连接;第二固定板与第一平齿轮进行固接;第二固定板右侧上方安装有第一电动夹具;第二固定板右侧下方安装有第二电动夹具;第一动力电机与第二连接板进行固接;第一动力电机与第一转轴进行固接;第一转轴与第一传动轮进行固接;第一传动轮为双轨道;第一转轴与第二连接板进行转动连接;第二传动轮与厚度检测辊进行固接;厚度检测辊与第二连接板进行转动连接;第一传动轮外环面通过皮带与第二传动轮进行传动连接;第三传动轮与第二转轴进行固接;第一传动轮外环面通过皮带与第三传动轮进行传动连接;第二转轴与第四传动轮进行固接;第四传动轮外环面通过皮带与第五传动轮进行传动连接;第五传动轮与第三转轴进行固接;第三转轴与第二平齿轮进行固接;第三转轴与第一连接块进行转动连接;第一连接块与第一固定板进行固接。
进一步说明,端部处理系统包括有收集箱、第一电动推杆、第二连接块、支撑架、第二动力电机、第一铰刀辊、第六传动轮、第七传动轮、第二铰刀辊、第一气体喷头和第二气体喷头;收集箱安装在工作台的上方;第一电动推杆与工作台进行固接;第一电动推杆移动端与第二连接块进行固接;第二连接块与支撑架进行固接;第二连接块与第二动力电机进行固接;第二动力电机与第一铰刀辊进行固接;第一铰刀辊与第六传动轮进行固接;第一铰刀辊与支撑架进行转动连接;第二铰刀辊与支撑架进行转动连接;第二铰刀辊与第七传动轮进行固接;第六传动轮外环面通过皮带与第七传动轮进行传动连接;支撑架与第一气体喷头进行固接;支撑架与第二气体喷头进行固接。
进一步说明,涂覆系统包括有第三固定板、第一连接架、第二电动推杆、第一收紧框、第二连接架、第三电动推杆、第二收紧框、第二电动滑轨、第二滑套、第三连接板、第三气体喷头、第三滑套、第四连接板、第四固定板、出胶头、第三动力电机、第四转轴、第八传动轮、第九传动轮、第五转轴、凸轮、第五固定板、弹簧复位杆和顶挤组件;第三固定板与顶架进行固接;第三固定板与第一连接架进行固接;第一连接架与第二电动推杆进行固接;第二电动推杆移动端与第一收紧框进行固接;第三固定板与第二连接架进行固接;第二连接架与第三电动推杆进行固接;第三电动推杆移动端与第二收紧框进行固接;第三固定板与第二电动滑轨进行固接;第二电动滑轨与第二滑套进行滑动连接;第二滑套与第三连接板进行固接;第三连接板端面上设置有三组第三气体喷头;第二电动滑轨与第三滑套进行滑动连接;第三滑套与第四连接板进行固接;第四连接板与第四固定板进行固接;第四固定板与出胶头进行固接;第四连接板与第三动力电机进行固接;第三动力电机与第四转轴进行固接;第四转轴与第四连接板进行转动连接;第四转轴与第八传动轮进行固接;第八传动轮、第九传动轮、第五转轴、凸轮和第五固定板均设置有两组;第八传动轮外环面通过皮带与第九传动轮进行传动连接;第九传动轮与第五转轴进行固接;第五转轴与凸轮进行固接;第五转轴与第五固定板进行转动连接;每组第五固定板下方各设置有两组弹簧复位杆;弹簧复位杆与顶挤组件进行固接。
进一步说明,厚度检测辊表面材质为砂轮。
进一步说明,第一收紧框和第二收紧框底部内侧安装有凸条。
进一步说明,出胶头为下小上大的棱台形。
进一步说明,顶挤组件上设置有六组顶杆。
本发明的有益效果为:(1)、本发明设计了涂覆系统,对开槽的木材端面进行高分子流体材料的涂覆,并将高分子流体材料进行冷空气降温,实现快速地凝固,凝固的高分子材料层对木材的端部进行保护,且由于木材端面事先已完成开槽,因此高分子材料可以改变顺纹受力的程度,达到防止开裂的效果;
(2)、本发明设计了端部处理系统,对木材的端部进行开槽,使得木材的顺纹方向之间形成高度差,为后续涂覆做准备;
(3)、本发明对木材加工和运输时的开裂现象进行处理,摒弃传统的端部包裹薄树皮的方法,避免木材在运输的过程中出现撞击无法缓冲而开裂,对木材的端部进行开槽并进行高分子材料的填充形成保护层,利用高分子材料微渗透的性能,从端部改变木材的纹路方向,达到对木材的端部进行保护的作用。
附图说明
图1为本发明的第一种立体结构示意图;
图2为本发明的第二种立体结构示意图;
图3为本发明的俯视图;
图4为本发明夹持旋转系统的立体结构示意图;
图5为本发明夹持旋转系统的侧视图;
图6为本发明G处的放大示意图;
图7为本发明端部处理系统的立体结构示意图;
图8为本发明F处的放大示意图;
图9为本发明涂覆系统的立体结构示意图;
图10为本发明H处的放大示意图;
图11为本发明涂覆系统的部分结构示意图;
图12为本发明涂覆系统的部分结构侧视图。
附图中的标记:1:支撑柱,2:顶架,3:第二连接板,4:第五连接板,5:底脚,6:工作台,101:第一固定板,102:第一电动滑轨,103:第一滑套,104:第一连接板,105:第二固定板,106:第一平齿轮,107:第一电动夹具,108:第二电动夹具,109:第一动力电机,1010:第一转轴,1011:第一传动轮,1012:第二传动轮,1013:厚度检测辊,1014:第三传动轮,1015:第二转轴,1016:第四传动轮,1017:第五传动轮,1018:第三转轴,1019:第一连接块,1020:第二平齿轮,201:收集箱,202:第一电动推杆,203:第二连接块,204:支撑架,205:第二动力电机,206:第一铰刀辊,207:第六传动轮,208:第七传动轮,209:第二铰刀辊,2010:第一气体喷头,2011:第二气体喷头,301:第三固定板,302:第一连接架,303:第二电动推杆,304:第一收紧框,305:第二连接架,306:第三电动推杆,307:第二收紧框,308:第二电动滑轨,309:第二滑套,3010:第三连接板,3011:第三气体喷头,3012:第三滑套,3013:第四连接板,3014:第四固定板,3015:出胶头,3016:第三动力电机,3017:第四转轴,3018:第八传动轮,3019:第九传动轮,3020:第五转轴,3021:凸轮,3022:第五固定板,3023:弹簧复位杆,3024:顶挤组件。
具体实施方式
下面结合具体实施例对本发明作进一步描述,在此发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。
实施例
一种木材表面高分子材料涂覆防开裂设备,如图1-3所示,包括有支撑柱1、顶架2、第二连接板3、第五连接板4、底脚5、工作台6、端部处理系统和涂覆系统;顶架2下方四个对角分别设置有一组支撑柱1;顶架2上方设置有第二连接板3;顶架2上方设置有第五连接板4,且第五连接板4位于第二连接板3的后侧;顶架2下方前侧安装有对矩形木材端面进行高分子材料填充的涂覆系统;工作台6下方安装有两组底脚5;工作台6固接前侧两组支撑柱1;工作台6上端面设置有对矩形木材端面进行开槽孔的端部处理系统。
装置在运行之前,工作人员检查装置中四组支撑柱1的固定情况,确认支撑柱1不会出现松动之后,工作人员将装置接通电源,并控制装置进行空运行,查看各系统及零部件之间的运行传动情况,确认顶架2上方的第二连接板3和第五连接板4不会出现异响之后,装置不发生运行问题之后将各系统调整至初始运行状态;外接矩形木材的输送装置,控制外接木材输送装置,使得木材定位至夹持旋转系统上,随后夹持旋转系统运行将矩形木材定位至端部处理系统,端部处理系统运行对木材的端部进行开槽,使得木材的顺纹方向之间形成高度差,随后夹持旋转系统运行将矩形木材进行一百八十度的翻转,使得开槽的端面朝上,并将木材定位至涂覆系统,涂覆系统运行对开槽的木材端面进行高分子流体材料的涂覆,并将高分子流体材料进行冷空气降温,实现快速地凝固,凝固的高分子材料层对木材的端部进行保护,且由于木材端面事先已完成开槽,因此高分子材料可以改变顺纹受力的程度,达到防止开裂的效果;最后完成表面层处理的端面在夹持旋转系统的运行之下完成表面厚度的均匀化,防止表面厚度不一而出现端面应力集中;本发明对木材加工和运输时的开裂现象进行处理,摒弃传统的端部包裹薄树皮的方法,避免木材在运输的过程中出现撞击无法缓冲而开裂,对木材的端部进行开槽并进行高分子材料的填充形成保护层,利用高分子材料微渗透的性能,从端部改变木材的纹路方向,达到对木材的端部进行保护的作用。
如图4-6所示,还包括有夹持旋转系统,夹持旋转系统包括有第一固定板101、第一电动滑轨102、第一滑套103、第一连接板104、第二固定板105、第一平齿轮106、第一电动夹具107、第二电动夹具108、第一动力电机109、第一转轴1010、第一传动轮1011、第二传动轮1012、厚度检测辊1013、第三传动轮1014、第二转轴1015、第四传动轮1016、第五传动轮1017、第三转轴1018、第一连接块1019和第二平齿轮1020;第一固定板101与支撑柱1进行固接;第一固定板101与第一电动滑轨102进行固接;第一电动滑轨102与第一滑套103进行滑动连接;第一滑套103与第一连接板104进行固接;第一连接板104与第二固定板105进行转动连接;第二固定板105与第一平齿轮106进行固接;第二固定板105右侧上方安装有第一电动夹具107;第二固定板105右侧下方安装有第二电动夹具108;第一动力电机109与第二连接板3进行固接;第一动力电机109与第一转轴1010进行固接;第一转轴1010与第一传动轮1011进行固接;第一传动轮1011为双轨道;第一转轴1010与第二连接板3进行转动连接;第二传动轮1012与厚度检测辊1013进行固接;厚度检测辊1013与第二连接板3进行转动连接;第一传动轮1011外环面通过皮带与第二传动轮1012进行传动连接;第三传动轮1014与第二转轴1015进行固接;第一传动轮1011外环面通过皮带与第三传动轮1014进行传动连接;第二转轴1015与第四传动轮1016进行固接;第四传动轮1016外环面通过皮带与第五传动轮1017进行传动连接;第五传动轮1017与第三转轴1018进行固接;第三转轴1018与第二平齿轮1020进行固接;第三转轴1018与第一连接块1019进行转动连接;第一连接块1019与第一固定板101进行固接。
外接的木材输送装置将木材定位至第一电动夹具107和第二电动夹具108处,第一电动夹具107和第二电动夹具108同时运行对木材进行夹紧,随后第一固定板101上的第一电动滑轨102运行带动第一滑套103进行移动,第一滑套103带动第一连接板104进行移动,第一连接板104带动第二固定板105进行移动,被夹紧的木材跟随移动并定位至端部处理系统,完成端部的开槽之后,接着第一电动滑轨102继续运行,跟随移动的第二固定板105带动第一平齿轮106啮合第二平齿轮1020,此时第一动力电机109运行带动第一转轴1010进行转动,第一转轴1010带动第一传动轮1011传动第三传动轮1014,第三传动轮1014带动第二转轴1015传动第四传动轮1016,第四传动轮1016传动第五传动轮1017带动第三转轴1018转动一百八十度,第三转轴1018在第一连接块1019上转动并带动第二平齿轮1020转动一百八十度,第二平齿轮1020带动第一平齿轮106转动一百八十度,因此被夹紧的矩形木材就在第二固定板105上转动一百八十度,实现换位;之后当木材的端面进行完高分子的涂覆之后,木材端面的厚度提高,因此当高分子材料层凝固之后,第一电动滑轨102运行带着木材横向移动,木材在经过厚度检测辊1013时,第一动力电机109运行实现第一传动轮1011快速转动,第一传动轮1011传动第二传动轮1012带动厚度检测辊1013进行高速转动,此时厚度检测辊1013转动的同时对木材的端部进行打磨,当高分子厚度超过界限时,则超出的部位就会被打磨平整。
如图7-8所示,端部处理系统包括有收集箱201、第一电动推杆202、第二连接块203、支撑架204、第二动力电机205、第一铰刀辊206、第六传动轮207、第七传动轮208、第二铰刀辊209、第一气体喷头2010和第二气体喷头2011;收集箱201安装在工作台6的上方;第一电动推杆202与工作台6进行固接;第一电动推杆202移动端与第二连接块203进行固接;第二连接块203与支撑架204进行固接;第二连接块203与第二动力电机205进行固接;第二动力电机205与第一铰刀辊206进行固接;第一铰刀辊206与第六传动轮207进行固接;第一铰刀辊206与支撑架204进行转动连接;第二铰刀辊209与支撑架204进行转动连接;第二铰刀辊209与第七传动轮208进行固接;第六传动轮207外环面通过皮带与第七传动轮208进行传动连接;支撑架204与第一气体喷头2010进行固接;支撑架204与第二气体喷头2011进行固接。
当木材的下端面定位至第一铰刀辊206正上方时,此时第一电动推杆202运行带动第二连接块203向上进行移动,第二连接块203带动支撑架204向上移动,此时跟随移动的第一铰刀辊206和第二铰刀辊209接触到木材的底部端面,随后控制第二动力电机205运行,第二动力电机205带动第一铰刀辊206进行高速转动,第一铰刀辊206带动第六传动轮207传动第七传动轮208,第七传动轮208带动第二铰刀辊209进行转动,此时第一电动推杆202继续向上移动,而第一铰刀辊206和第二铰刀辊209在转动的过程中对木材的上端面进行刨削,并刨削处两个半圆柱形的凹槽;同时第一气体喷头2010和第二气体喷头2011同时外接气体输送装置,刨削出的木头碎屑在第一气体喷头2010和第二气体喷头2011的喷气之下被吹至收集箱201内;完成对多余碎屑的收集。
如图9-12所示,涂覆系统包括有第三固定板301、第一连接架302、第二电动推杆303、第一收紧框304、第二连接架305、第三电动推杆306、第二收紧框307、第二电动滑轨308、第二滑套309、第三连接板3010、第三气体喷头3011、第三滑套3012、第四连接板3013、第四固定板3014、出胶头3015、第三动力电机3016、第四转轴3017、第八传动轮3018、第九传动轮3019、第五转轴3020、凸轮3021、第五固定板3022、弹簧复位杆3023和顶挤组件3024;第三固定板301与顶架2进行固接;第三固定板301与第一连接架302进行固接;第一连接架302与第二电动推杆303进行固接;第二电动推杆303移动端与第一收紧框304进行固接;第三固定板301与第二连接架305进行固接;第二连接架305与第三电动推杆306进行固接;第三电动推杆306移动端与第二收紧框307进行固接;第三固定板301与第二电动滑轨308进行固接;第二电动滑轨308与第二滑套309进行滑动连接;第二滑套309与第三连接板3010进行固接;第三连接板3010端面上设置有三组第三气体喷头3011;第二电动滑轨308与第三滑套3012进行滑动连接;第三滑套3012与第四连接板3013进行固接;第四连接板3013与第四固定板3014进行固接;第四固定板3014与出胶头3015进行固接;第四连接板3013与第三动力电机3016进行固接;第三动力电机3016与第四转轴3017进行固接;第四转轴3017与第四连接板3013进行转动连接;第四转轴3017与第八传动轮3018进行固接;第八传动轮3018、第九传动轮3019、第五转轴3020、凸轮3021和第五固定板3022均设置有两组;第八传动轮3018外环面通过皮带与第九传动轮3019进行传动连接;第九传动轮3019与第五转轴3020进行固接;第五转轴3020与凸轮3021进行固接;第五转轴3020与第五固定板3022进行转动连接;每组第五固定板3022下方各设置有两组弹簧复位杆3023;弹簧复位杆3023与顶挤组件3024进行固接。
当完成挖槽的木材端面重新定位至第一收紧框304的中心位置时,此时第一连接架302运行带动第二电动推杆303运行,第二电动推杆303运行带动第一收紧框304实现与矩形木材的接触,与此同时第二连接架305上的第三电动推杆306运行,第三电动推杆306带动第二收紧框307实现与矩形木材的接触,由于第一收紧框304和第二收紧框307的底部均设置有底部凸条,因此第一收紧框304和第二收紧框307将木材的上端面形成一个空隙空间,随后外接高分子流体材料输送装置将涂覆材料输送至出胶头3015,出胶头3015对木材端部的位置进行材料的输送,高分子材料在第一收紧框304和第二收紧框307内形成液体的流动包裹,此时控制第四连接板3013上的第三动力电机3016运行,第三动力电机3016带动第四转轴3017进行转动,第四转轴3017带动两组第八传动轮3018进行转动,两组第八传动轮3018各传动一组第九传动轮3019,第九传动轮3019带动第五转轴3020传动凸轮3021,凸轮3021在第五固定板3022上转动的过程中不断地推挤顶挤组件3024,由于顶挤组件3024上方安装有四组弹簧复位杆3023,因此顶挤组件3024不断地对高分子材料液体层进行推挤,在防止起泡的同时也增加了高分子材料层的附着性;使得高分子材料层能更快速地实现微渗透;保护高低错位的开槽位置实现木头顺纹位置的保护;当完成高分子材料的涂覆之后,第三固定板301上的第二电动滑轨308开始运行,此时第二滑套309和第三滑套3012同时开始移动,此时第二滑套309带动第三连接板3010定位至收紧框的位置,随后控制外接的送风设备运行,送风设备向第三气体喷头3011内送入冷风,流动的冷空气在高分子材料层的表面流动,对高分子材料层进行冷凝,加速凝固效率,简短木材处理的时间。
厚度检测辊1013表面材质为砂轮。
便于完成对木材端面凝固的高分子涂料层的厚度均一化。
第一收紧框304和第二收紧框307底部内侧安装有凸条。
防止高分子流体材料从木材侧面流失。
出胶头3015为下小上大的棱台形。
便于快速实现涂覆。
顶挤组件3024上设置有六组顶杆。
防止涂覆过程出现气泡。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。