一种扭力杆冷镦成型装置
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及一种扭力杆冷镦成型装置。
背景技术
扭力杆是汽车上常用的配件,在汽车制造里起着非常重要的作用,扭力杆和减震弹簧配合可以减小车辆转弯时的侧倾、改善乘坐舒适性。扭力杆多用弹性好的钢材制造,形式也有很大变化,其基本构造为较细的杆部和直径较杆部大的两端头。普通冷镦机,难以加工扭力杆,原因在与冷镦模具加工后无法顺利脱模,无法快速批量生产。
发明内容
本发明的目的是提供一种用于成型扭力杆的冷镦成型装置。
为了实现以上目的,本发明的一种扭力杆冷镦成型装置,包括成型模具,成型模具包括:
冲模,冲模包括冲模芯,冲模芯中设有型腔;和
凹模,凹模包括凹模芯,凹模芯中设有型腔;和
连接部,连接部包括孔,所述孔与扭力杆的杆部贴合,以及分离部,所述孔由可分离的若干个分离部组合形成;和
移动装置,用于带动分离部移动至冲模和凹模中间,并组合形成孔。
进一步的,所述凹模上端面外侧连接有阻拦板,所述冲模上连接与分离部配合的推压板,推压板的位置使得当推压板下压时推压部一侧与阻拦板抵触,另一侧推动分离部移动至冲模和凹模的中间并形成孔。
进一步的,所述分离部上设有定位部,所述冲模和凹模上设有与定位部配合的定位槽。
进一步的,所述凹模中设有顶孔,顶孔中设有顶针,顶孔的位置使得顶针与定位部配合通过移动顶针将定位部顶出。
上述的分离部中设有定位孔,所述定位部设在定位孔中,定位孔中设有复位装置,所述复位装置使得定位部整体隐藏在定位孔中,所述分离部还包括与定位孔连通的推移槽,推移槽中设有推移块,所述推移块设置成当推压板下移时推动定位部沿定位孔向外移动并与定位槽形成卡接,所述推移槽中设有复位装置。
进一步的,所述复位装置包括固定在定位部或推移块上的凸部和供凸部移动一定距离的凹槽以及安装在凸部和凹槽之间的压缩弹簧。
进一步的,包括连接阻拦板的后板和分离部的复位弹簧。
进一步的,所述分离部数量为2个。
进一步的,任一个所述分离部上设有若干个定位部,且所述定位部沿分离部的外周等间距分布。
进一步的,还包括预镦模具和单头成型模具,所述预镦模具用以预镦扭力杆的端部头型,所述单头成型模具用以成型扭力杆的一个端头。
本发明的有益技术效果是:
本发明包括成型模具,成型模具主要包括冲模、凹模和连接部,冲模和凹模中设有扭力杆的端部的型腔,连接部中设有供扭力杆杆部配合的孔,连接部可由两个对称的分离部组合而成,由于扭力杆有两个端头,且杆部较端头直径小,两端头成型后,脱模困难,本发明通过在凹模和冲模间设置连接部,其作用是连接部端面分别与凹模和冲模的型腔配合用以成型扭力杆的端部,和扭力杆配合的孔则防止杆部被镦粗,冷镦完成后,将分离部分离,则顺利取出成型后的扭力杆。
本发明还包括在连接部上设置定位部,用以分离部组合时,定位连接部与凹模和凸模的位置,该定位部的作用还包括限位作用,当分离部组合完成后,定位部和定位槽卡接,在镦制过程中,避免分离部移位。
本发明还包括自动组合和分离连接部的结构,包括设在冲模上的推压板,与推压板配合设在凹模外侧的阻拦板,连接在阻拦板和分离部之间的弹簧,冲模下压时,推压板推动分离部移动并将分离部的定位部卡入定位槽中,此时胚件被固定在凹模和连接部中,冲模继续下冲并完成扭力杆的端头的挤压成型。
附图说明
图1从右到左为经各道工序加工后从棒料、胚料、半成品到成品的示意图;
图2为预镦模具示意图;
图3为单头成型模具示意图;
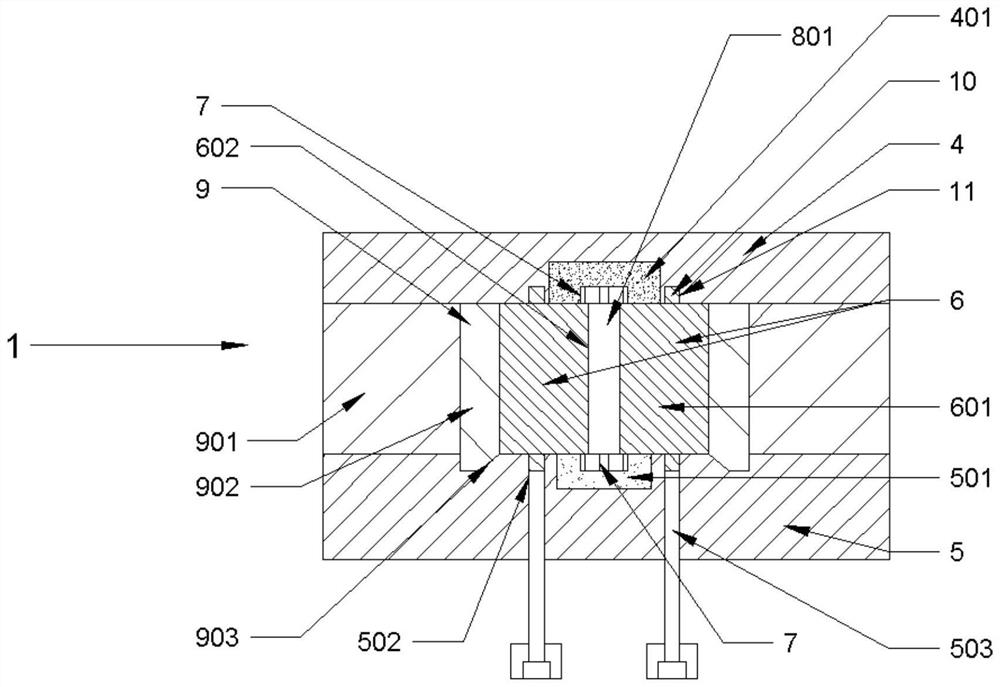
图4为本发明实施例1的示意图;
图5为图4中复位弹簧、阻拦板和分离部的关系示意图;
图6为连接部的示意图;
图7为本发明实施例2的示意图;
图8为图7复位装置的放大示意图。
附图标记说明:1、成型模具;2、预镦模具;3、单头成型模具;4、冲模;401、冲模芯;5、凹模;501、凹模芯;502、顶孔;503、顶针;6、连接部;601、分离部;602、孔;7、型腔;8、扭力杆;801、杆部;802、端部;9、移动装置;901、阻拦板;9011、侧板;9012、后板;902、推压板;903、斜面;904、复位弹簧;10、定位部;11、定位槽;12、定位孔;13、复位装置;131、凸部;132、凹槽;133、压缩弹簧;134、封口圈;14、推移槽;15、推移块。
具体实施方式
为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
参照图1、图4所示,本发明的一种扭力杆冷镦成型装置,包括成型模具1,成型模具1包括:冲模4、凹模5和连接部6,冲模4包括冲模芯401,冲模芯401中设有用于成型扭力杆8端部802的型腔7;凹模5包括凹模芯501,凹模芯501中设有用于置入扭力杆8另一端部802的型腔7;连接部6由两个镜像对称的分离部601组合而成,分离部601组合形成孔602,孔602与扭力杆8的杆部801贴合,当然连接部6可以由两个以上的分离部601组合而成;在本实施例中,还包括移动装置9,当扭力杆8的半成品被置入凹模5的型腔7中时,控制这些移动装置9驱动或带动分离部601向扭力杆8方向移动,并组合形成与扭力杆8杆部801贴合的孔602,扭力杆8被连接部6固定,连接部6下端面与凹模5上端面接触,冲模4下冲,直至冲模4与连接部6上端面接触,扭力杆8的端部802完成挤压成型,冲模4复位,控制分离部601向远离扭力杆8的方向移动,扭力杆8解除固定,扭力杆8可被顺利被顶出,完成脱模。
图6给出了本发明的一种连接部6的结构,分离部601截面为矩形和半圆形组合,两个上述分离部601组合形成了连接部6。
参照图4所示,本发明给出了上述的移动装置9的具体结构,凹模5上端面外侧连接有阻拦板901,冲模4上连接与分离部601配合的推压板902,推压板902的位置使得当冲模4下压时推压板902一侧与阻拦板901抵触,另一侧推动分离部601移动至冲模4和凹模5的中间并形成孔602,推压板902可设有与分离部601配合的斜面903。该结构实现了分离部601的自动组合以及对扭力杆8杆部801的固定。在本实施例中,阻拦板901包括侧板9011和后板9012,分离部601可沿着侧板9011移动,避免移动过程发生偏移。
参照图5所示,实施例1中,阻拦板901的后板9012和分离部601间连接复位弹簧904,复位弹簧904安装在阻拦板901和分离部601的两侧,推压板902则作用于阻拦板901和分离部601两侧的复位弹簧904之间的位置上,该结构的作用是当冲模4复位,连接在阻拦板901和分离部601间的复位弹簧904回弹带动分离部601回缩,扭力杆8解除固定,方便成品被顶出,该结构实现了连接部6的自动分离。
在上述实施例中,移动装置9还可以为与分离部601连接的液压装置或气缸等。
图4和图6示出了本发明实施例1的一种定位部10和与定位部10配合的定位槽11,分离部601两端设有定位部10,冲模4和凹模5上设有与定位部10配合的定位槽11,该结构至少具备定位和限位的作用,移动装置9带动分离部601向扭力杆8移动时,定位部10卡入定位槽11,使得连接部6与凹模5和冲模4准确定位,同时,定位部10卡入定位槽11形成卡接,防止冷镦挤压过程,分离部601移位。
在上述实施例1中,由于定位部10与定位槽11形成卡接,冲模4复位后,分离部601无法自动分离,参照图4所示,凹模5中设有顶孔502,顶孔502与定位槽11连通,顶孔502中设有顶针503,冲模4复位后,顶针503将定位部10顶出,此时,扭力杆8被分离部601所固定,扭力杆8被连接部6带出,然后分离部601在复位弹簧904作用下复位,扭力杆8解除固定,扭力杆8自动完成脱模。
参照图7所示,本发明的实施例2与实施例1基本相同,其区别仅在于,分离部601中设有定位孔12,定位部10设在定位孔12中,定位孔12中设有复位装置13,复位装置13使得定位部10整体隐藏在定位孔12中,所述分离部601还包括与定位孔12连通的推移槽14,推移槽14中设有推移块15,推移块15一端凸出于分离部601表面,另一部分则插入推移槽14中,推压板902向下推挤推移块15使推移块15沿推移槽14向内移动可挤压定位部10一端使得定位部10克服复位装置13的作用向定位孔12外伸出,并与定位槽11配合,推移槽14中也设有复位装置13,复位装置13使得推移块15在没有外力作用下复位,上述的复位装置13包括固定在定位部10或推移块15上的凸部131和供凸部131移动一定距离的凹槽132以及安装在凸部131和凹槽132之间的压缩弹簧133,凹槽132可以同时起到限制定位部10或推移块15的移动位置的作用。上述复位装置13的安装可先在分离部601上打孔或槽,将复位装置13、推移块15和定位部10装入后,再压入封口圈134完成复位装置13、推移块15和定位部10的安装。其工作原理如下:当冲模4下移,推压板902克服复位弹簧904的弹力,推动分离部601向扭力杆8移动,并使定位孔12对准定位槽11,推压板902继续下移至接触推移块15,推移块15在推压板902作用下克服压缩弹簧的弹力向推移槽14中移动,并推动定位部10克服压缩弹簧的作用伸出定位孔12并与定位槽11卡接,当冷镦完成,推压板902复位,推移块15在压缩弹簧作用下回弹,解除施加在定位部10上的力,定位部10在复位装置作用下缩回定位孔12,分离部601在复位弹簧904作用下远离扭力杆8,连接部6自动完成分离。
在上述实施例1和实施例2中,参照图6所示,任一个所述分离部601上设有若干个定位部10,且所述定位部10沿分离部601的外周等间距分布。
在上述实施例1和实施例2中,参照图1和图2所示,还包括预镦模具2和单头成型模具3,所述预镦模具2用以预镦扭力杆8的端部802头型,所述单头成型模具3用以成型扭力杆8的一个端部802。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。