汽车转向DP齿条淬火设备
文献发布时间:2023-06-19 19:38:38
技术领域
本发明涉及机械加工热处理技术领域,具体是一种汽车转向DP齿条淬火设备。
背景技术
热处理是指金属材料在固态下,通过加热、保温和冷却的手段,改变材料表面或内部的化学成分与组织,获得所需性能的一种金属热加工工艺。汽车转向齿条是一种表面具有齿形部的细长杆件,加工过程中,需要对转向齿条进行淬火热处理。
中国专利公开了一种汽车转向齿条的感应淬火装置(CN208748156U),包括装置本体以及设置于装置本体上的第一固定件、第一校正部件、第二校正部件和驱动部件。第一固定件用于固定齿条第一端部的非加工部分;第一校正部件用于固定齿条第二端部的非加工部分;第二校正部件与齿条第二端部的端面相抵接;驱动部件,通过第一校正部件在感应淬火过程中对齿条的第二端部施加径向方向的驱动力。上述方案,齿条的第一端部被固定,齿条的第二端部能够经由第一校正部件接收到驱动部件施加的径向方向的驱动力,进而能够在感应淬火的过程中对齿条的直线度进行校正。
上述现有技术存在的不足是:仅仅通过第一校正部件在感应淬火过程中对齿条的第二端部施加径向方向的驱动力,不能起到良好的矫正作用;另外,该设备对双面齿条的淬火效率低,该夹持结构对工件淬火部分有一定的限制。
发明内容
为解决上述现有技术的不足,本发明提供一种汽车转向DP齿条淬火设备。
本发明采用如下技术方案:一种汽车转向DP齿条淬火设备,包括机箱,所述机箱中底部回转安装有三爪卡盘,三爪卡盘中夹持有下顶针;所述下顶针的上方设置有与机箱上下滑动连接的液压缸,液压缸端部连接有与下顶针相对的上顶针;所述上顶针和下顶针之间定位工件;所述机箱中由上至下依次滑动安装有上校正装置、上感应装置、下感应装置和下校正装置;所述上校正装置与下感应装置结构相同,上感应装置与下感应装置结构相同;所述上校正装置包括一对上夹持板,上夹持板内侧面开设有与工件和上顶针配合的弧形槽;所述上感应装置包括套设在工件上的上感应器和上喷水器。
其进一步是:所述机箱三侧对应设置有第一支柱、第二支柱、第三支柱;所述液压缸、上校正装置与下校正装置安装在第一支柱上,上感应装置安装在第二支柱上,下感应装置安装在第三支柱上。
所述第一支柱上固定有第一滑轨;所述液压缸缸体连接有第一滑座,第一滑座滑动安装在第一滑轨上,第一电机通过丝杠螺母连接所述第一滑座;所述上校正装置包括第二滑座,第二滑座滑动安装在第一滑轨上,所述上夹持板安装在第二滑座上,第一气缸连接所述第二滑座;所述下校正装置包括第三滑座,第三滑座滑动安装在第一滑轨上,第三滑座上安装有下夹持板,第二气缸连接所述第三滑座。
所述第一滑座、第二滑座、第三滑座上均固定有封板,封板与机箱滑动连接。
所述第二支柱上固定有第二滑轨,第二滑轨上滑动安装有第四滑座,第二电机通过丝杠螺母连接所述第四滑座;所述第四滑座上安装有第一变压器,上感应器与第一变压器固定连接,上喷水器与上感应器连接为一体。
所述第三支柱上固定有第三滑轨;下感应装置包括滑动安装在第三滑轨上的第五滑座,第三电机通过丝杠螺母连接所述第五滑座;所述第五滑座上安装有第二变压器,下感应器与第二变压器固定连接,下喷水器与下感应器连接为一体。
所述第一变压器、第二变压器上均固定有封板,封板与机箱滑动连接。
本发明的有益效果在于:本发明增加三爪卡盘来转动工件,通过上下校正装置与感应装置随动,共同作用来矫正工件的变形,确保淬火回火后的工件垂直度加工精度;采用上下两台变压器,这样工件不需要调头就可以完成淬火和回火工序,方便快捷,大大提高了工件的热处理效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
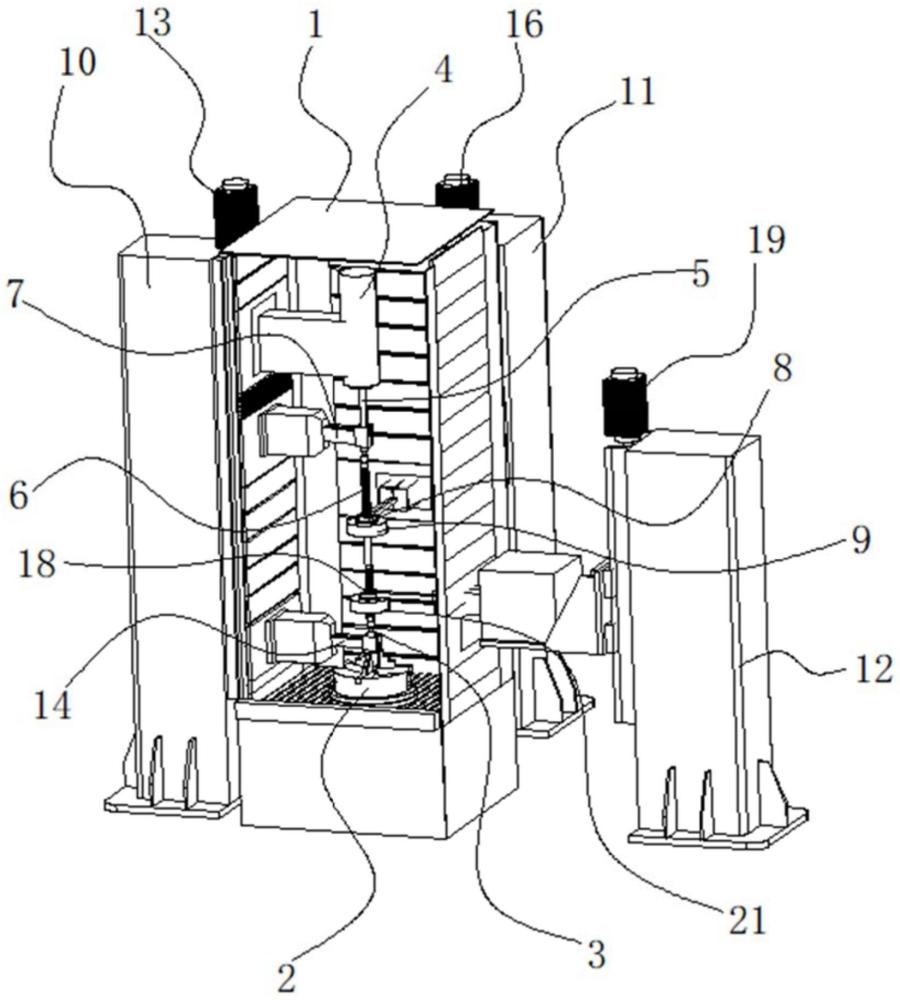
图1为本发明立体结构示意图。
图2为本发明内部结构示意图(图中省略机箱、第一支柱、第二支柱和第三支柱)。
图3为本发明工作时的加工时序图一。
图4为本发明工作时的加工时序图二。
附图标记说明:图中:1、机箱;2、三爪卡盘;3、下顶针;4、液压缸;401、第一滑座;5、上顶针;6、工件;7、上夹持板;8、上感应器;801、第四滑座;9、上喷水器;10、第一支柱;1001、第一滑轨;11、第二支柱;1101、第二滑轨;12、第三支柱;1201、第三滑轨;13、第一电机;14、下夹持板;1401、第三滑座;15、第二气缸;16、第二电机;17、第一变压器;18、下感应器;1801、第五滑座;19、第三电机;20、第二变压器;21、下喷水器;22、封板;23、第一气缸。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
结合图1和图2所示,一种汽车转向DP齿条淬火设备,包括机箱1,在机箱1的三侧对应设置有第一支柱10、第二支柱11、第三支柱12,第二支柱11、第三支柱12交错90°。
机箱1中底部回转安装有三爪卡盘2,三爪卡盘2中夹持有下顶针3。在下顶针3的正上方设置有上顶针5,上顶针5和下顶针3之间顶紧待加工的工件6。在上顶针5和下顶针3之间之间依次设置有上校正装置、上感应装置、下感应装置和下校正装置。其中上校正装置与下感应装置结构相同,上感应装置与下感应装置结构相同。
第一支柱10上固定有第一滑轨1001,第一滑座401滑动安装在第一滑轨1001。第一电机13固定于第一支柱10上,第一电机13通过丝杠螺母结构连接第一滑座401。液压缸4缸体连接在第一滑座401上,液压缸4活塞杆竖向朝下,活塞杆端固定上顶针5。通过第一电机13来带动第一滑座401的上下移动,进而实现上顶针5和下顶针3对顶夹紧工件6。
上校正装置包括第二滑座701,第二滑座701滑动安装在第一滑轨1001上。第一气缸23固定于第一支柱10上,第一气缸23连接第二滑座701。上夹持板7固定安装在第二滑座701上,上夹持板7内侧面开设有与工件6和上顶针5上下滑动配合的弧形槽。在第一气缸23的带动下,上夹持板7可以沿着工件6和上侧的上顶针5上下滑动。
同理,下校正装置包括第三滑座1401,第三滑座1401滑动安装在第一滑轨1001上,第三滑座1401上安装有下夹持板14,固定于第一支柱10上的第二气缸15连接第三滑座1401。在第二气缸15的带动下,下夹持板14可以沿着工件6和下侧的下顶针3上下滑动。
第二支柱11上固定有第二滑轨1101。上感应装置包括滑动安装在第二滑轨1101上的第四滑座801。第二电机16固定于第二支柱11上,第二电机16通过丝杠螺母结构连接第四滑座801。第四滑座801上安装有第一变压器17,上感应器8与第一变压器17固定连接,上喷水器9与上感应器8连接为一体。上感应器8和上喷水器9套设在工件6上。通过第二电机16来带动第四滑座801的上下移动,进而实现上感应器8和上喷水器9沿着工件6上下移动。
同理,第三支柱12上固定有第三滑轨1201。下感应装置包括滑动安装在第三滑轨1201上的第五滑座1801。第三电机19固定于第三支柱12上,第三电机19通过丝杠螺母结构连接第五滑座1801。第五滑座1801上安装有第二变压器20,下感应器18与第二变压器20固定连接,下喷水器21与下感应器18连接为一体。下喷水器21与下感应器18套设在工件6上。通过第三电机19来带动第五滑座1801的上下移动,进而实现下喷水器21与下感应器18沿着工件6上下移动。
优选的:第一滑座401、第二滑座701、第三滑座1401上均固定有封板22,第一变压器17、第二变压器20上也固定有封板22。封板22与机箱1滑动连接。
工作原理:
本实施例中汽车转向DP齿条淬火设备为立式单工位双变压器淬火及在线回火一体设备,在工作时,配备一台机械臂用于上下工件及工作时稳固工件所用。另外,配备用于运送和顶你为工件的传送带及齿面定位装置。
结合图3所示,对于双面齿条工件;
机械臂从齿面定位装置中取出定位好的工件6,并夹取工件6两齿中间位置,在把工件6放入工位之前,上、下感应器及上、下校正装置都先回到零点位置,既上感应器8和上校正装置回到最上方,下感应器18和下校正装置回到最下方,中间便于上下工件6;
然后机械臂把工件6放入工位,上、下顶针固定。然后上、下校正装置及上、下感应器就位,然后上感应器8依次淬火回火,在上感应器8回火时下感应器18开始淬火,并依次回火;
待回火都完成后机械臂取出工件6浸入冷却液中冷却,然后放到传送带,完成工件6的淬火和回火过程。
结合图4所示,对于单面齿条工件;
机械臂从齿面定位装置中取出定位好的工件6,并夹取工件6中间位置,在把工件6放入工位之前,上、下感应器及上、下校正装置都先回到零点位置,既上感应器8和上校正装置回到最上方,下感应器18和下校正装置回到最下方,中间便于上下工件6;
然后机械臂把工件6放入工位,上、下顶针固定,然后上校正装置及上感应器8就位,上感应器8依次完成淬火回火;
待回火完成后机械臂取出工件6浸入冷却液中冷却,然后放到传送带,完成工件6的淬火和回火过程。
上述实施例可以看出,本发明增加了三爪卡盘来转动工件,通过上下校正装置与感应装置随动,共同作用来矫正工件的变形,确保淬火回火后的工件垂直度加工精度;采用上下两台变压器,这样工件不需要调头就可以完成淬火和回火工序,方便快捷,大大提高了工件的热处理效率。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。