镂空齿、拉链及拉链加工方法
文献发布时间:2024-01-17 01:20:32
技术领域
本申请涉及拉链技术领域,特别涉及一种镂空齿。另外,本申请还涉及一种包含上述镂空齿的拉链,以及该拉链的加工方法。
背景技术
现有的拉链齿牙加工制造技术,在对相对复杂的齿牙形状进行加工量产时,其成本与加工难度是较难估计的。而且目前针对拉链牙型的现有技术,多是从以树脂材料进行生产出发,有较大的局限性。
目前现有以金属为基底材料进行设计的拉链齿齿牙型:例如专利号CN202130091795.2,此专利是通过在一个齿上不同侧分别加工出一个凸起与一个凹陷,通过一个齿的凸起与另一个齿的凹陷进行紧密啮合,通过在两条布带上将链牙等距排布,最终啮合形成一整条拉链,实现拉链开合效果。以专利CN202130091795.2玉米牙齿牙形状及型号衍生出的各类牙型,满足了针对齿牙外观与啮合方式上的改变,但同时也遗留下了一些亟待解决的问题:
1、现有的玉米牙齿型及其衍生齿型的齿牙啮合部位形状,是分别以两个的单点高配合相邻齿的点低以实现啮合。此方案会因为单点高的形状使得爆链的风险提升,因为点高是以单凸台形状设计,中间高四面低的特点会导致点高在脱离点低限制范围后使齿牙整体滑出,爆链风险较大;
2、玉米牙及其衍生牙型的齿牙活动范围较小,更小的排布距离,增加了平拉强力的同时也会使拉链开合所需的力更大,影响了开合体验。
因此,针对上述技术问题,如何提供一种爆链风险低,且具有顺滑拉合手感的镂空齿是本领域技术人员需要解决的技术问题。
发明内容
本申请的目的是提供一种镂空齿,镂空齿的点高部位于相邻镂空齿的点低部镂空结构内,齿牙的活动范围更大,减小了齿牙之间的摩擦,因此在较密的齿牙排布的情况下也能获得顺滑的拉合手感,同时降低爆链风险。
本申请的另一目的是提供一种包括上述镂空齿的拉链,上述镂空齿以相同间距分别线性排布到两条布带上,两条布带上的镂空齿较错相对,一条布带上的点高部与另一条布带上的点低部进行啮合,以达到拉链啮合效果。
本申请的还一目的是提供一种上述拉链的加工方法。
为实现上述目的,本申请提供一种镂空齿,包括啮合件,相邻两个所述啮合件能够相互啮合,所述啮合件包括点高部以及具有镂空结构的点低部,一个所述啮合件中的所述点高部活动设置在另一个与之相邻的所述啮合件中的所述点低部,且两个相邻的所述啮合件中的两个所述点高部碰撞干涉。
优选地,所述点高部在所述点低部形成的镂空范围内活动,且所述点高部与所述点低部的镂空范围边界碰撞干涉。
优选地,所述点高部外壁面分别设置有缓坡和陡坡,在相邻的所述啮合件啮合时,一个所述点高部通过所述缓坡挤压另一个与之相邻的所述点高部的所述缓坡,以使被挤压的所述点高部外翻;
两个相邻的所述啮合件中的两个所述点高部通过所述陡坡碰撞干涉。
优选地,镂空齿还包括沿所述点高部向所述点低部方向延展,并与所述啮合件连接的咬合件,所述咬合件用于咬合并夹紧带筋。
优选地,所述啮合件还包括与所述咬合件连接的连接件,所述点高部分别设置在所述连接件的对应的两个端面上,所述点低部的镂空结构开设于所述连接件上,且镂空结构位于所述点高部与所述咬合件之间。
优选地,所述连接件的厚度小于所述咬合件的厚度。
优选地,每一个所述点高部包括至少两个方牙,且两个或多个所述方牙并排设置,并在所述点低部形成的镂空范围内活动。
优选地,每一个所述方牙与所述连接件一体成型。
一种拉链,包括上述任一项所述的镂空齿。
优选地,多个所述镂空齿以相同间距分别线性排布到两条布带的带筋上,且两条所述带筋上的所述镂空齿交错设置,成型为所述拉链。
一种上述拉链的加工方法,包括以下步骤:
步骤a、金属圆线挤压加工出“X型”金属成型线,以中部横梁为分界,分为咬合上部和咬合下部;
步骤b、以模具通过对所述金属成型线的截面进行切断,以均匀、相同的厚度切出“X型”齿毛坯;
步骤c、通过挤压模具将所述咬合上部的两个金属脚对接,将所述咬合下部的两个金属脚咬合到拉链布带的带筋上,形成“A型”半成品毛坯;
步骤d、对所述咬合上部的金属脚挤压加工出所述点高部,成型为所述镂空齿;
步骤e、将所述镂空齿以相同间距分别线性排布到两条布带上,成型为所述拉链。
优选地,所述咬合上部的两个金属脚对接后,与所述中部横梁之间形成镂空结构的所述点低部。
一种拉链的加工方法,所述拉链采用注塑成型工艺形成所述啮合件。
相对于上述背景技术,本申请的镂空齿包括啮合件,啮合件包括点高部以及具有镂空结构的点低部,一个啮合件中的点高部活动设置在另一个与之相邻的啮合件中的点低部,且两个相邻的啮合件中的两个点高部碰撞干涉,从而达到啮合效果。相比于玉米牙及其衍生牙型,本发明齿牙的活动范围更大,因此对齿牙的排布距离有更大的可调整范围,排布距离越大,顺滑度越好。并且由于镂空结构的存在,减小了齿牙之间的摩擦,因此在较密的齿牙排布的情况下也能获得顺滑的拉合手感。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
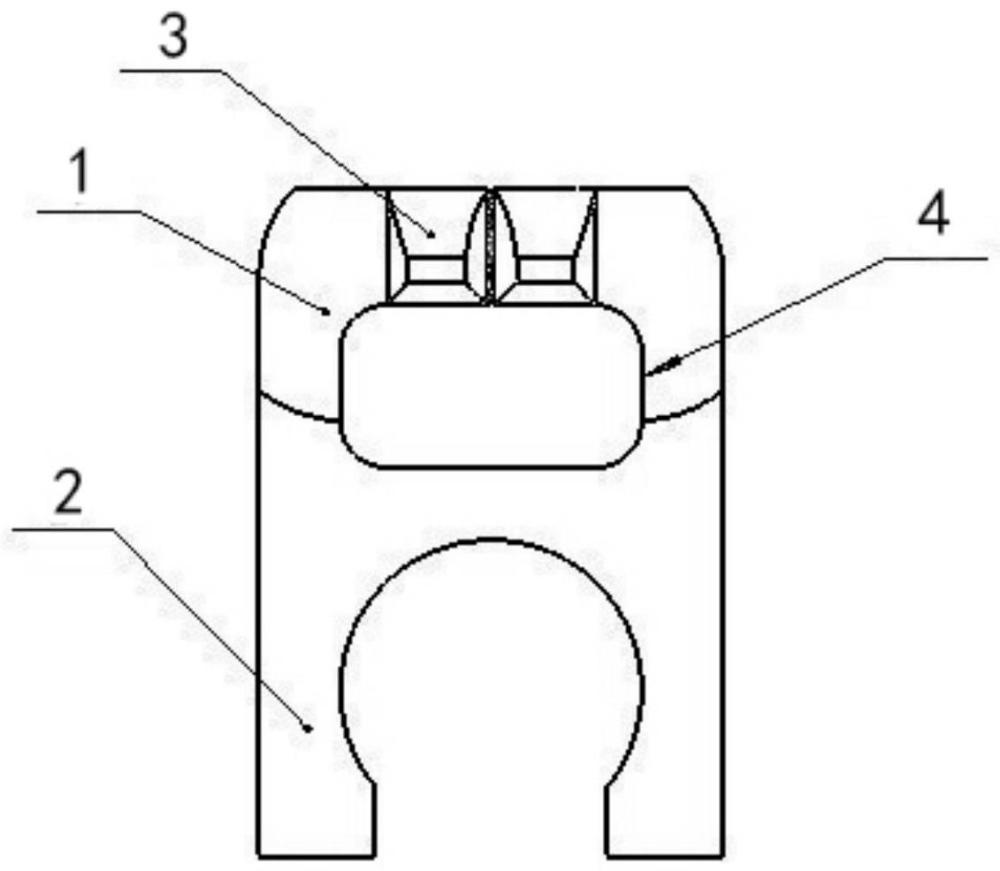
图1为本申请实施例所提供的镂空齿正面结构示意图;
图2为本申请实施例所提供的镂空齿侧面结构示意图;
图3为本申请实施例所提供的立体图;
图4为本申请实施例所提供的“X型”齿毛坯立体图;
图5为本申请实施例所提供的“A型”半成品毛坯正面结构示意图;
图6为本申请实施例所提供的“A型”半成品毛坯侧面结构示意图;
图7为本申请实施例所提供的拉链啮合结构示意图;
图8为本申请实施例所提供的镂空齿啮合时的点高部与点低部设置结构示意图。
图中:1-啮合件;2-咬合件;3-点高部;4-点低部;5-连接件;6-中部横梁;7-咬合上部;8-咬合下部;31-缓坡;32-陡坡。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
为了使本技术领域的技术人员更好地理解本申请方案,下面结合附图和具体实施方式对本申请作进一步的详细说明。
需要说明的是,在本实施例中,“上”、“下”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,“第一”、“第二”、“第三”、“第四”仅用于描述目的,而不能理解为指示或暗示相对重要性。
如图1至图3所示,在本实施例中,提供一种镂空齿,该镂空齿包括啮合件1,相邻两个啮合件1能够相互啮合,从而使相邻的两个镂空齿通过啮合件1实现啮合。具体地说,啮合件1包括点高部3和点低部4,这里的点高部3是指具有凸起结构的凸起物,点低部4是指具有凹陷结构的凹槽,其中,点低部4为镂空结构;当两个相邻的镂空齿啮合时,一个啮合件1中的点高部3活动设置在另一个与之相邻的啮合件1中的点低部4,且两个相邻的啮合件1中的两个点高部3碰撞干涉,从而实现啮合。
本申请的镂空齿相比于玉米牙及其衍生牙型,活动范围更大,因此对齿牙的排布距离有更大的可调整范围,排布距离越大,顺滑度越好。并且由于镂空结构的存在,减小了齿牙之间的摩擦,因此在较密的齿牙排布的情况下也能获得顺滑的拉合手感。
此外,相比于现有的以玉米牙为代表的齿牙点低设计,不能完全限制点高脱出点低范围,镂空齿的镂空结构汲取了方牙点低的特点,能使点高在点低形成的空心范围内活动,又因为点高会与镂空范围边界产生碰撞干涉,因此不会脱出镂空范围。
当然,对于镂空结构而言,也可以在点低部4中间部位冲压打孔出镂空的范围,但是此方案对材料的浪费较大,加工精度要求高,而且也会影响拉链加工的效率。
如图2所示,为了便于相邻镂空齿啮合,在点高部3外壁面分别设置有缓坡31,在相邻的啮合件1啮合时,一个点高部3通过其缓坡31挤压另一个与之相邻的点高部3的缓坡31,从而使被挤压的点高部3外翻,点高部3便能够伸入在点低部4处,从而实现相邻镂空齿的啮合。此外,在点高部3外壁面还设置有陡坡32,当相邻的啮合件1啮合时,两个点高部3便通过陡坡32碰撞干涉,防止脱落。
该镂空齿还包括沿点高部3向点低部4方向延展,并与啮合件1连接的咬合件2,咬合件2用于咬合并夹紧布带的带筋,从而形成稳定的齿牙结构。
需要说明的是,啮合件1还包括与咬合件2连接的连接件5,点高部3分别设置在连接件5的对应的两个端面上,点低部4的镂空结构开设于连接件5上,且镂空结构位于点高部3与咬合件2之间。
另外,为了方便相邻两个镂空齿啮合到位,这里的连接件5厚度小于咬合件2的厚度。具体如图7所示,E侧镂空齿的点高部3与F侧的点低部4啮合,由于点高部3为凸出的结构,因此会使F侧相邻的两个镂空齿之间产生一定间隔,当间隔较大时可能会影响拉链的拉合效果,因此这里通过改变减小连接件5的厚度,使F侧相邻的两个镂空齿之间的间隔变小,从而使拉链具有更稳定的拉合效果。当然,对于E侧的镂空齿也是同样方式设置。
在上述实施例的基础上,上述点高部3至少包括两个方牙,也就是说,由于镂空齿在啮合时,一个镂空齿两侧具有两个相邻的镂空齿,因此需要在镂空齿两侧均设置点高部3,而任一侧的点高部3均包括至少两个方牙,为了便于介绍,本申请以两个方牙作为点高部3展开叙述。如图7所示,E侧的点高部3能在F侧两个与之相邻的点低部4镂空空间中活动,并且双方牙的设计,也能保证在特殊情况下一边方牙失效时,避免拉链爆开。
另外,本申请还提供一种包括上述镂空齿的拉链,镂空齿以相同间距分别线性排布到两条布带上,两条布带上的镂空齿较错相对,一条布带上的点高部3与另一条布带上的点低部4进行啮合,以达到拉链啮合效果。
同时,本申请还提供一种上述拉链的加工方法,该方法包括以下步骤:
步骤a、金属圆线挤压加工出“X型”金属成型线,以中部横梁6为分界,分为咬合上部7和咬合下部8;
步骤b、以模具通过对金属成型线的截面进行切断,以均匀、相同的厚度切出“X型”齿毛坯;
步骤c、通过挤压模具将咬合上部7的两个金属脚对接,将咬合下部8的两个金属脚咬合到拉链布带的带筋上,形成“A型”半成品毛坯;
步骤d、对咬合上部7的金属脚挤压加工出点高部3,成型为镂空齿;
步骤e、将镂空齿以相同间距分别线性排布到两条布带上,成型为拉链。
需要说明的是,如图4所示,A和B分别代表咬合上部7两个金属脚的端面,本申请的啮合件1由两条金属脚的A、B面相对闭合成型而成。咬合上部7成型段即为本申请镂空齿中的连接件5;咬合下部8成型段即为本申请镂空齿中的咬合件2。
在镂空齿加工过程中,先是以模具通过对成型线的截面进行切断,以均匀、相同的厚度切出“X型”齿毛坯,然后通过挤压模具将咬合上部7的金属角的A、B面对接。将咬合下部8的两个金属脚咬合到拉链布带的带筋上,形成“A型”半成品毛坯,如图5所示。此时的点低部4已经形成,即咬合上部7的两个金属脚对接后,与中部横梁6之间形成镂空结构的点低部4。
在图5和图6中,C和D表示咬合上部7两侧的端面,对C面和D面进行挤压加工出点高部3,成型为镂空齿。通常来说可以采用挤压加工或冲压成型的方式,使点高部3一体成型,成型出正反面四个凸台状结构,作为齿牙的点高部3。成型出的凹陷部位与镂空部位作为齿牙的点低部4;这里的凹陷部位是指连接件5厚度低于咬合件2厚度而形成的阶梯状凹陷。在拉链加工过程中,带筋将穿过咬合下部8两条金属脚中间的空心部位,然后通过金属脚夹紧带筋,将镂空齿固定在布带带筋上,形成拉链。
此外,如图7所示,将镂空齿以相同间距分别线性排布到两条布带上,位于E、F侧的镂空齿交错相对,将E边镂空齿的点高部3与相邻的F边镂空齿的镂空部分进行啮合,以达到拉链啮合的效果,具体啮合结构请参考图8。
需要指出的是,镂空齿的加工工序可采用模具直接将单颗齿牙压铸成型,后续拉链加工的植齿工序可将齿牙的咬合下部8与待加工布带带筋进行咬合,将镂空齿以相同间距分别线性排布到两条布带上,以达到拉链啮合的效果。为提高压铸生产效率,可将镂空齿进行线性阵列分布,通过一个模具同时加工多颗齿。
此外,对于上述拉链,在加工时也可以采用注塑成型工艺,通过注塑工艺加工出啮合件1、咬合件2、点高部3、点低部4、连接件5、中部横梁6等,当然拉链需要通过咬合件2与布带咬紧,从而形成稳定的拉合效果。需要说明的是,对于金属材料或塑料等材质,具体的加工方法包括但不限于上述给出的两种实施方式,只要达到与本申请镂空齿或拉链相同的结构形式便落入本申请保护范围。
综合上述实施例,本申请能解决以玉米牙及其衍生牙型因为排布过紧,牙头活动部分小导致的顺滑度不佳以及容易爆链的问题。同时,点低部4具有镂空结构后,也能让化学氧化着色工艺的试剂与基底金属接触更充分,因为非镂空结构的点低与点高较紧接触后,氧化试剂不能完全覆盖牙头,导致着色不充分,镂空结构就能能让试剂进入镂空部位,与齿牙充分接触,保证了着色工艺的质量。此外,同侧双点高部3设计使在极端力学测试环境下对齿牙之间的啮合性能有保障,且点低的镂空设计相比于同规格玉米牙及其衍生牙型节省原材料。且上述加工方法成型线加工的金属齿相比扁线加工,减少了在齿牙毛坯切断成型阶段所造成的原材料浪费。
需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
本文中应用了具体个例对本申请的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本申请的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本申请原理的前提下,还可以对本申请进行若干改进和修饰,这些改进和修饰也落入本申请权利要求的保护范围内。