一种柴油机气门锁夹的装配工装
文献发布时间:2024-01-17 01:23:17
技术领域
本申请涉及柴油机装配技术领域,具体而言,涉及一种柴油机气门锁夹的装配工装。
背景技术
传统的柴油机气门锁夹装配方法是由一名装配工人利用现有的压装工装顶住气门的上弹簧座,然后下压,将气门弹簧压缩;再由另一装配工人再将涂有黄油的气门锁夹粘连在裸露在外的气门杆上,然后由该名装配工人用双手同时将气门锁夹压到气门的锁夹槽中。此种装配方法需两个装配工人方可操作,操作不便,且因手工压装,给装配工人带来较大的劳动强度,生产效率低。
引证申请号为201921007743.6、名称为一种柴油机气门锁夹的装配工装的一件已授权的中国专利申请,本发明公开了一种柴油机气门锁夹的装配工装,涉及柴油机装配的技术领域,解决了需两名装配工人进行装配,劳动强度大、生产效率低的技术问题。它包括底板、支撑架压柄、连接杆和压杆,所述底板和支撑架连接,所述支撑架与压柄铰接连接,所述连接杆滑动安装于压柄上,所述压杆与连接杆铰接连接,所述压杆的底部设有一压套,所述压套还对称设有用于容纳气门锁夹的通槽,所述压杆上设有一长槽孔,所述长槽孔内设有一弹性压装装置。本发明可快速的对气门锁夹进行装配,操作简单,仅需一名装配工人即可完成装配,生产效率高,且有效的降低了装配工人的劳动强度。
上述专利申请操作时将压接架10下压以带动压装板102对准气门锁夹的端面下压,此过程中弹簧进行拉伸,松开压接架10,通过弹簧拉伸后的反作用力,以使得压接架10复位,而在装配工装长时间的使用过程中,反复按压压接架10易造成弹簧疲劳,而上述专利申请中的弹簧为焊接设置,不能进行拆卸而更换新的弹簧,从而影响了装配工装长久稳定有效的工作,具有一定的局限性。
发明内容
为了弥补以上不足,本申请提供了一种柴油机气门锁夹的装配工装,旨在改善上述所提出的问题。
本申请实施例提供了一种柴油机气门锁夹的装配工装,包括底板和调节机构,所述底板顶部设置有支撑架,所述支撑架顶部铰接有压柄,所述压柄上滑动安装有连接杆,所述连接杆底部铰接有压板,所述压板上设置有条形槽,所述压板底部设置有压套,所述压套内部对称设置有用于容纳气门锁夹的通槽,所述调节机构包括移动板、旋转件、压紧部与弹簧,所述移动板滑动设置于所述条形槽内部,所述压板上设置有用于升降所述移动板的所述旋转件,所述移动板底部设置有第一圆环,所述压紧部顶部设置有第二圆环,所述弹簧位于所述条形槽内部,所述弹簧顶部和底部均设置有挂钩,两个所述挂钩分别穿过所述第一圆环与所述第二圆环。
在一种具体的实施方案中,所述压板内部对称设置有第一滑槽和第二滑槽,所述条形槽两侧分别与所述第一滑槽和所述第二滑槽连通,所述旋转件包括螺杆和转手,所述螺杆转动安装于所述第二滑槽内部,所述转手设置于所述压板侧部,所述转手与所述螺杆传动连接,所述移动板一侧设置有第一移动块,所述第一移动块螺纹套接于所述螺杆。
在一种具体的实施方案中,所述转手一端伸入所述第二滑槽内部且连接有第一斜齿轮,所述第一斜齿轮啮合有第二斜齿轮,所述第二斜齿轮固定套接于所述螺杆。
在一种具体的实施方案中,所述压板内部且对应所述转手外部设置有轴承,所述转手外圈与轴承内圈相固定。
在一种具体的实施方案中,所述第一滑槽内部固定设置有限位杆,所述移动板远离所述第一移动块的一端设置有第二移动块,所述第二移动块滑动套接于所述限位杆。
在一种具体的实施方案中,所述压紧部包括顶板和长条板,所述顶板设置于所述条形槽内部,所述长条板设置有两个,两个所述长条板分别设置于所述顶板底部的前端和后端,两个所述长条板均位于所述条形槽外部。
在一种具体的实施方案中,所述压套内部设置有呈阶梯状的第一内孔和第二内孔,所述第一内孔和所述第二内孔均与所述通槽连通,所述压柄内部且对应所述连接杆外部设置有可供所述连接杆滑动的贯穿孔。
在一种具体的实施方案中,所述连接杆顶部外壁设置有限位块,所述限位块底部与所述压柄顶部相接触。
在一种具体的实施方案中,所述压柄一端表面设置有橡胶垫。
本申请实施例的优点是:
1、装配时,通过压套将气门的上弹簧座包裹,下压压柄以将其下压,露出气门杆,通过通槽将气门锁夹粘连在气门杆的侧面,之后将压紧部上的长条板对准气门锁夹的端面并进行下压,此时弹簧进行拉伸,将气门锁夹下压到位,即完成了气门锁夹的装配,当工装使用久了弹簧产生疲劳后,因为移动板底部设置有第一圆环,压紧部顶部设置有第二圆环,弹簧顶部和底部均设置有挂钩,两个挂钩分别穿过第一圆环与第二圆环,所以使得两个挂钩分别脱离第一圆环与第二圆环,即可取下条形槽内部的弹簧,以便重新更换新的弹簧,从而使得压紧部可有效保持弹性拉伸的状态,以便装配工装稳定高效的进行工作。
2、转动转手以带动螺杆转动,因为移动板一侧的第一移动块螺纹套接于螺杆,所以根据螺纹传动原理,螺杆转动以带动第一移动块进行竖向移动,进而带动移动板在条形槽内部进行升降,通过移动板位置的升降,即可使得移动板底部所连的弹簧进行升降,从而使得弹簧底部所连的压紧部进行升降,此时即可下压压紧部较短的距离即可将气门锁夹下压到位,转动转手以带动第一斜齿轮转动,进而带动第二斜齿轮内侧的螺杆进行转动,通过转手外圈与轴承内圈相固定的设置,以使得转手可在压板内部进行平稳的转动,通过两个长条板所处位置的设置,以便长条板向下移动时压紧气门锁夹的端面,通过贯穿孔的设置,以实现连接杆在压柄内部的滑动过程(贯穿孔图中未画出)。
附图说明
为了更清楚地说明本申请实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
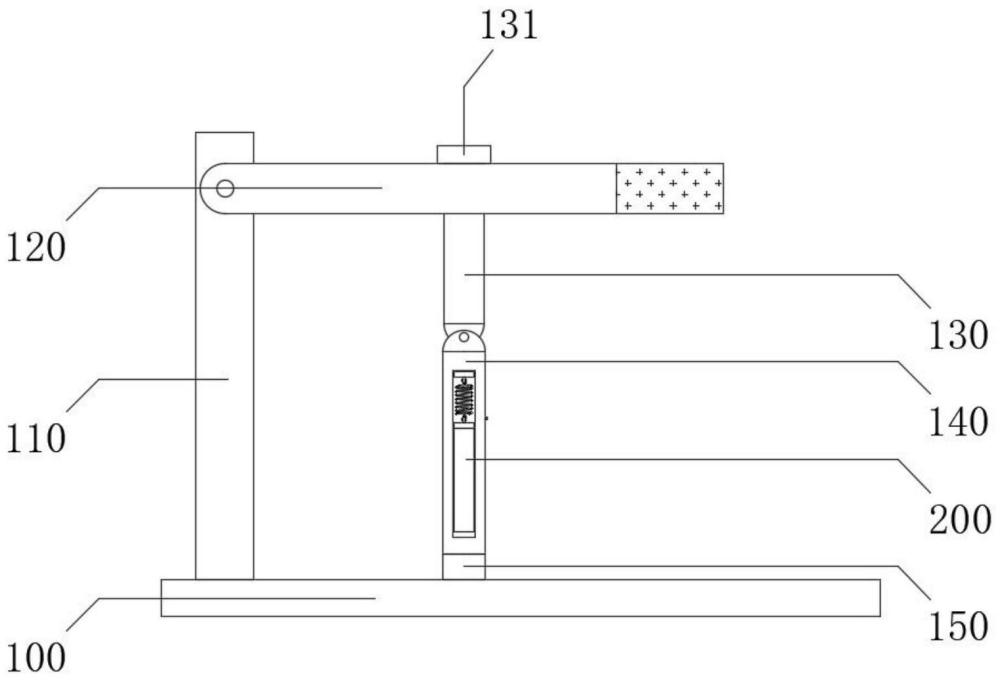
图1是本申请实施方式提供的一种柴油机气门锁夹的装配工装的结构示意图;
图2为本申请实施方式提供的压板的结构示意图;
图3为本申请实施方式提供的图2中压板部分结构的正面剖视图;
图4为本申请实施方式提供的图3中A处的放大图;
图5为本申请实施方式提供的压板的侧视图;
图6为本申请实施方式提供的压板的侧视剖面图。
图中:100-底板;110-支撑架;120-压柄;130-连接杆;131-限位块;140-压板;141-条形槽;142-第一滑槽;1421-限位杆;143-第二滑槽;150-压套;151-通槽;152-第一内孔;153-第二内孔;200-调节机构;210-移动板;211-第一圆环;212-第一移动块;213-第二移动块;220-旋转件;221-螺杆;222-转手;2221-第一斜齿轮;2222-第二斜齿轮;230-压紧部;231-顶板;232-长条板;233-第二圆环;240-弹簧;241-挂钩。
具体实施方式
本申请实施例中的技术方案的总体思路如下:
实施例1:
请参阅图1-6,本申请提供一种柴油机气门锁夹的装配工装,包括底板100和调节机构200,底板100顶部设置有支撑架110,支撑架110顶部铰接有压柄120,压柄120上滑动安装有连接杆130,连接杆130底部铰接有压板140,压板140上设置有条形槽141,压板140底部设置有压套150,压套150内部对称设置有用于容纳气门锁夹的通槽151,调节机构200包括移动板210、旋转件220、压紧部230与弹簧240,移动板210滑动设置于条形槽141内部,压板140上设置有用于升降移动板210的旋转件220,移动板210底部设置有第一圆环211,压紧部230顶部设置有第二圆环233,弹簧240位于条形槽141内部,弹簧240顶部和底部均设置有挂钩241,两个挂钩241分别穿过第一圆环211与第二圆环233。
压板140内部对称设置有第一滑槽142和第二滑槽143,条形槽141两侧分别与第一滑槽142和第二滑槽143连通,旋转件220包括螺杆221和转手222,螺杆221转动安装于第二滑槽143内部,转手222设置于压板140侧部,转手222与螺杆221传动连接,移动板210一侧设置有第一移动块212,第一移动块212螺纹套接于螺杆221,转动转手222以带动螺杆221转动,因为移动板210一侧的第一移动块212螺纹套接于螺杆221,所以根据螺纹传动原理,螺杆221转动以带动第一移动块212进行竖向移动,进而带动移动板210在条形槽141内部进行升降,通过移动板210位置的升降,即可使得移动板210底部所连的弹簧240进行升降,从而使得弹簧240底部所连的压紧部230进行升降,此时即可下压压紧部230较短的距离即可将气门锁夹下压到位。
转手222一端伸入第二滑槽143内部且连接有第一斜齿轮2221,第一斜齿轮2221啮合有第二斜齿轮2222,第二斜齿轮2222固定套接于螺杆221,转动转手222以带动第一斜齿轮2221转动,进而带动第二斜齿轮2222内侧的螺杆221进行转动。
压板140内部且对应转手222外部设置有轴承,转手222外圈与轴承内圈相固定,通过转手222外圈与轴承内圈相固定的设置,以使得转手222可在压板140内部进行平稳的转动。
第一滑槽142内部固定设置有限位杆1421,移动板210远离第一移动块212的一端设置有第二移动块213,第二移动块213滑动套接于限位杆1421,通过此种设计,以使得第二移动块213只可进行竖向移动,从而对移动板210进行竖向移动,以避免螺杆221转动时移动板210产生旋转。
压紧部230包括顶板231和长条板232,顶板231设置于条形槽141内部,长条板232设置有两个,两个长条板232分别设置于顶板231底部的前端和后端,两个长条板232均位于条形槽141外部,通过两个长条板232所处位置的设置,以便长条板232向下移动时压紧气门锁夹的端面。
压套150内部设置有呈阶梯状的第一内孔152和第二内孔153,第一内孔152和第二内孔153均与通槽151连通,压柄120内部且对应连接杆130外部设置有可供连接杆130滑动的贯穿孔,通过贯穿孔的设置,以实现连接杆130在压柄120内部的滑动过程(贯穿孔图中未画出)。
连接杆130顶部外壁设置有限位块131,限位块131底部与压柄120顶部相接触,通过限位块131位置的设置,以避免压柄120摆动时连接杆130不易脱离压柄120。
压柄120一端表面设置有橡胶垫,通过橡胶垫的防滑性,以便人手接触橡胶垫而较好的下压压柄120。
本申请使用时:装配时,通过压套150将气门的上弹簧座包裹,下压压柄120以将其下压,露出气门杆,通过通槽151将气门锁夹粘连在气门杆的侧面,之后将压紧部230上的长条板232对准气门锁夹的端面并进行下压,此时弹簧240进行拉伸,将气门锁夹下压到位,即完成了气门锁夹的装配,当工装使用久了弹簧240产生疲劳后,因为移动板210底部设置有第一圆环211,压紧部230顶部设置有第二圆环233,弹簧240顶部和底部均设置有挂钩241,两个挂钩241分别穿过第一圆环211与第二圆环233,所以使得两个挂钩241分别脱离第一圆环211与第二圆环233,即可取下条形槽141内部的弹簧240,以便重新更换新的弹簧240,从而使得压紧部230可有效保持弹性拉伸的状态,以便装配工装稳定高效的进行工作。
需要说明的是,压套150具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
以上所述仅为本申请的实施例而已,并不用于限制本申请的保护范围,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
以上所述,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应所述以权利要求的保护范围为准。