采矿机机身长螺杆组件的松动检测方法和检修方法
文献发布时间:2023-06-19 11:35:49
技术领域
本发明涉及一种以判断采矿机机身长螺杆组件是否松动为核心的长螺杆组件检修方法。
背景技术
目前井工开采采矿机工况恶劣,采矿机机身(包含左牵引部、中间电控箱、右牵引部)一般采用若干组不同长度的长螺杆组件拉紧,长螺杆组件分布在机身四周,防止采矿机在工作过程中因受到截割反力导致机身三段之间松动出现安全事故。
现有的长螺杆组件中,长螺杆的长度普遍达4m~6m,长螺杆两端为较大直径的螺纹段(如M36、M42、M64、M72、M80等),长螺杆一端连接普通螺母,另一端连接液压螺母,长螺杆的中间段与机身之间不接触。
由于液压螺母需要拧紧力矩较大,一般通过专用工具超高压手动泵手动从0MPa一直打压液压螺母到150MPa进行拉紧长螺杆组件。机身三段受到所有长螺杆组件拉紧力在1500kN以上,一旦某根长螺杆组件松动,采矿机工作时,机身受到巨大的弯曲应力、拉应力等复杂应力,各组长螺杆受力不均,容易导致长螺杆断裂,甚至导致机身壳体开裂等严重故障,容易出现安全事故,影响矿方生产。由于无法判断长螺杆是否松动,矿方必须每日通过专用工具紧固所有长螺杆组件,工作量巨大,效率低。
发明内容
本发明的目的是提供一种采矿机机身长螺杆组件的松动检测方法和检修方法,以便有针对性地只对松动的长螺杆组件进行检修维护,减少紧固长螺杆组件的工作量,提高工作效率。
本发明的主要技术方案有:
一种采矿机机身长螺杆组件的松动检测方法,针对每一组用于连接紧固采矿机机身的长螺杆组件实施如下步骤:
步骤S1:在长螺杆组件首次安装到采矿机机身上以后、采矿机进行开采以前,第一次测定该长螺杆组件的固有频率,并将该固有频率作为初始固有频率;
步骤S2:在采矿机进行了一段时间的矿料开采后,再次测定该长螺杆组件的固有频率,并将该固有频率作为变动固有频率;
步骤S3:针对每组长螺杆组件,将其变动固有频率与初始固有频率进行对比分析,当初始固有频率与变动固有频率的差值超出允许范围时,认定为相应组长螺杆组件发生了松动。
测定每组长螺杆组件的固有频率的方法为:在被测长螺杆组件中的长螺杆上沿轴向均匀布置若干个三向加速度传感器,通过敲击该长螺杆产生激励源,采集所有三向加速度传感器的输出信号并进行频谱分析,以频谱分析结果中的一阶固有频率作为该长螺杆组件的固有频率。
所述三向加速度传感器优选采用磁铁吸附式三向加速度传感器,其通过吸附的方式固定在被测长螺杆组件中的长螺杆上。
所述三向加速度传感器优选布置在被测长螺杆组件中的长螺杆的径向的底部。
通过使用金属棒手动低频敲击相应长螺杆的径向的底部产生激励源,敲击位置避开所述三向加速度传感器。
所述三向加速度传感器的信号输出端接入一个数据采集分析系统的数据采集装置,所述数据采集分析系统中设有频谱分析模块和显示装置。
每组长螺杆组件的固有频率的测定频次优选根据长螺杆组件的检修周期确定。
一种采矿机机身长螺杆组件的检修方法,按照所述采矿机机身长螺杆组件的松动检测方法对连接紧固采矿机机身的每组长螺杆组件进行检测,仅对被认定为发生了松动的长螺杆组件,采用超高压手动泵打压液压螺母进行紧固。
按照检修周期进行定期检修。
更换长螺杆组件后、采矿机进行开采前,仅针对更换后的长螺杆组件进行初始固有频率的测定。
本发明的有益效果是:
本发明提出的采矿机机身长螺杆组件的松动检测方法,可以快速检测并判断出每组长螺杆组件是否发生了松动,这样就可以有针对性的对松动的长螺杆组件进行紧固,可大大减少检修工作量,避免无用的长螺杆组件紧固工作,节省工时,减少停机时间,提高工作效率。
本发明具有操作便捷、检测精准和用户体验好等优点。
附图说明
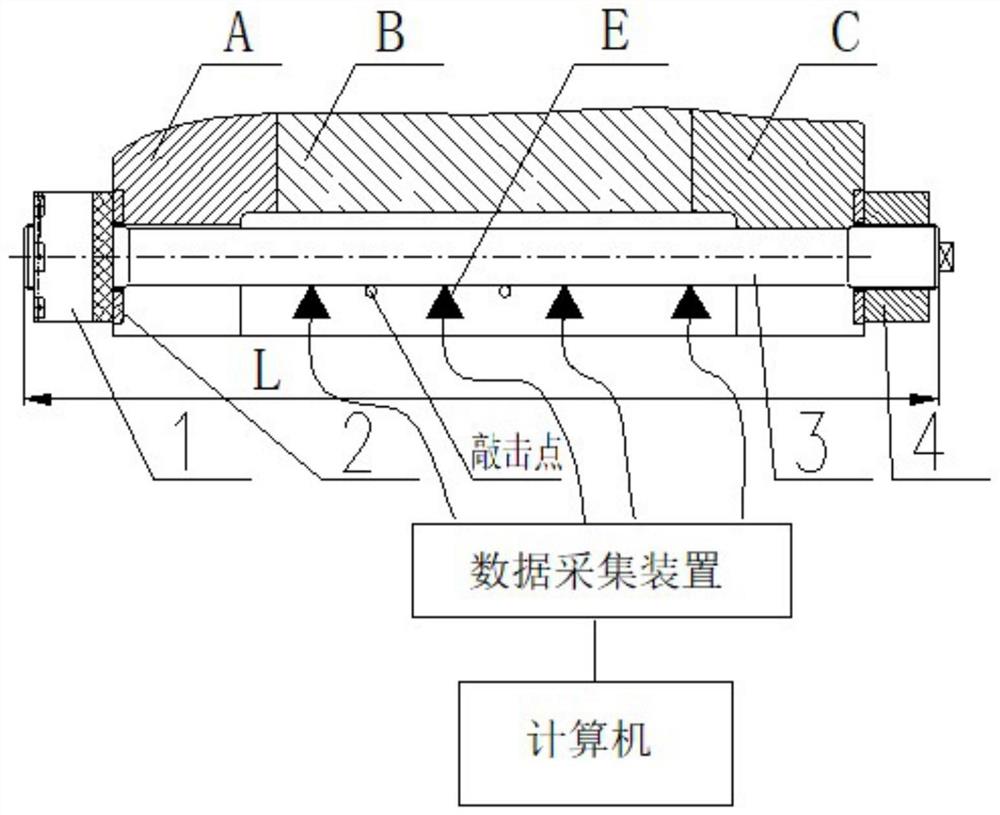
图1为采矿机机身处长螺杆组件连接示意图;
图2为用于紧固采矿机机身的若干组长螺杆组件分布示意图(机身侧视方向);
图3为采用本发明的检测方法测得的被测长螺杆组件的频谱图。
附图标记:
A.左牵引部;B.中间电控箱;C.右牵引部;D1-D4.四组长螺杆组件;E.三向加速度传感器;1.液压螺母;2.厚垫圈;3.长螺杆;4.机械螺母。
具体实施方式
本发明公开了一种采矿机机身长螺杆组件的松动检测方法,针对每一组用于连接紧固采矿机机身的长螺杆组件实施如下步骤:
步骤S1:在长螺杆组件首次安装到采矿机机身上以后、采矿机进行开采以前,第一次测定该长螺杆组件的固有频率,并将该固有频率作为初始固有频率f0;
步骤S2:在采矿机进行了一段时间的矿料开采后,再次测定该长螺杆组件的固有频率,并将该固有频率作为变动固有频率f1;
步骤S3:针对每组长螺杆组件,将其变动固有频率f1与初始固有频率f0进行对比分析,当初始固有频率与变动固有频率的差值超出允许范围(设定范围)Δ时,说明长螺杆组件的状态因受到采矿机复杂工况冲击振动载荷影响发生了较大改变,因此认定为相应组长螺杆组件发生了松动。
初始固有频率f0和变动固有频率f1是被测长螺杆组件处于不同时间、不同状态时的固有频率,测定方法相同。
测定每组长螺杆组件的固有频率的方法可以是:在被测长螺杆组件中的长螺杆上沿轴向均匀布置若干个三向加速度传感器,通过敲击该长螺杆产生激励源,采集所有三向加速度传感器的输出信号并进行频谱分析,以频谱分析结果中的一阶固有频率作为该长螺杆组件的固有频率。三向加速度传感器优选设置3-5个,既能保证测试精度,又不至于增加过多的工作量。
所述允许范围(设定范围)Δ主要根据经验值确定,该经验值主要来源于实测得出的固有频率与液压螺母的打压压力之间的对应关系,也与长螺杆组件允许松动对应的最低拉紧力有关。例如正常打压压力到150MPa,此时固有频率达到12Hz,当液压螺母松动后相应液压压力降低,如果130MPa为最低允许的液压压力值(对应最大可承受的松动程度),而130MPa时对应的固有频率为11Hz,则允许范围设定为1Hz,意为当初始固有频率f0与变动固有频率f1的差值超过1Hz时,就认为液压螺母松动,需要通过打压对液压螺母进行紧固了。
结合测量误差和装配误差等因素,所述允许范围(设定范围)Δ还可以在前述基础上进行微调。
所述三向加速度传感器优选采用磁铁吸附式三向加速度传感器,其通过吸附的方式固定在被测长螺杆组件中的长螺杆上,这样检测操作中传感器的安装拆卸更方便快捷,省时省力。
所述三向加速度传感器优选布置在被测长螺杆组件中的长螺杆的径向的底部。由于长螺杆组件下方空间较大,将三向加速度传感器安装在长螺杆的径向的底部,更方便安装操作。
通过使用金属棒手动低频敲击相应长螺杆的径向的底部产生激励源,使被测长螺杆组件产生振动,敲击位置避开所述三向加速度传感器。针对一组长螺杆组件的一次检测,敲击位置通常是长螺杆轴向上的多个点。测定同一组长螺杆组件的固有频率和初始固有频率时敲击位置可以相同也可以不同,如果敲击位置相同,即始终固定在几个点上,测试结果的准确性更高。
所述三向加速度传感器的信号输出端接入一个数据采集分析系统的数据采集装置,所述数据采集分析系统中设有频谱分析模块和显示装置,频谱分析模块的核心是频谱分析软件系统,能进行实时采样和滤波,以及对采样结果的实时频谱分析和处理,得出被测长螺杆组件的多阶频率。可以将前4阶谱图显示在显示装置上。所述数据采集分析系统的主体可以是计算机,显示装置是计算机的硬件组成部分,频谱分析模块可以是计算机的软件程序。数据采集装置的输出线接入所述计算机。
每组长螺杆组件的固有频率的测定频次优选根据长螺杆组件的检修周期确定。
本发明还公开了一种采矿机机身长螺杆组件的检修方法,按照前述采矿机机身长螺杆组件的松动检测方法对连接紧固采矿机机身的每组长螺杆组件进行检测,仅对被认定为发生了松动的长螺杆组件,采用超高压手动泵打压液压螺母进行紧固。由于不需要对未松动的长螺杆组件进行紧固,大大降低了检修工作量。
按照检修周期进行定期检修,不必每日进行长螺杆组件的紧固工作,减少工作量,还有利于提高检修质量。
当有长螺杆组件被更换时,更换长螺杆组件后、采矿机进行开采前,仅需要针对更换后的长螺杆组件进行初始固有频率的测定,其他未更换的长螺杆组件的初始固有频率不变。
图1-3所示是所述采矿机机身长螺杆组件的检修方法的一个实施例。该实施例中,采矿机机身包括左右依次布置的左牵引部A、中间电控箱B和右牵引部C几部分,它们之间通过四组长螺杆组件D1-D4连接成为一体。长螺杆组件包含液压螺母1、厚垫圈2、长螺杆3、机械螺母4。液压螺母1和机械螺母4的螺纹规格相同,且螺纹直径较大,例如M36、M42、M64、M72、M80等。由于长螺杆组件需要很大的预紧力,液压螺母1和机械螺母4手动拧紧后,拆掉液压螺母1上的接头,接入专用工具超高压手动泵,打压液压螺母压力达到150MPa对长螺杆组件进行拉紧。长螺杆的长度L一般在4m~6m范围内,组与组之间长螺杆的长度可能相同也可能不同,具体与不同组长螺杆组件的安装位置处采矿机机身的左右方向长度长短有关。
在井下用长螺杆组件将采矿机机身组装拼接好之后,先测定每组长螺杆组件的初始固有频率f0,具体是沿着每根长螺杆轴向均匀分布3~5个磁铁吸附式三向加速度传感器E,三向加速度传感器布置在长螺杆的底部,即长螺杆截面的下象限点。三向加速度传感器有线端连接到数据采集分析系统的数据采集装置,数据采集装置输出线接入到安装有频谱分析模块的计算机。
用金属棒敲击法产生激励源的方式不断敲击长螺杆,且沿着长螺杆轴向、三向加速度传感器之间敲击一段距离并通过数据采集装置采集三向加速度传感器的数据。
通过安装有频谱分析模块的计算机对从数据采集装置输出的数据进行频谱分析,可视化显示被测长螺杆组件的前4阶频谱图,并以第一个尖峰值对应的一阶频率作为初始固有频率f0。
按照上述方法依次得到其余所有长螺杆组件的初始固有频率。
采矿机工作开采物料并到达一个检修周期时,再按照测量初始固有频率的方式实测每根长螺杆组件的变动固有频率f1。针对每组长螺杆组件,将相应的变动固有频率f1与初始固有频率f0进行对比分析,当两者差值(f0-f1)>Δ(设定值,例如1Hz),即超出允许范围时,说明此组长螺杆组件受工作面工况冲击振动载荷影响较大,认定该组长螺杆组件发生了松动。对所有被认定为发生了松动的长螺杆组件,将超高压手动泵连接到液压螺母1上,打压150MPa,对长螺杆组件进行紧固。反之,当两者差值(f0-f1)≤Δ(设定值,例如1Hz),认为相应的长螺杆组件未发生松动,无需进行紧固。
由于操作便捷、检测精准,降低工作强度,本发明的方法可获得更好的用户体验。
- 采矿机机身长螺杆组件的松动检测方法和检修方法
- 双螺杆挤出机螺杆组件及双螺杆挤出机