一种铝合金车厢成型工艺
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及汽车制造技术领域,具体为一种铝合金车厢成型工艺。
背景技术
在当今发动机技术提升难度日益加大、动力电池效率不尽如人意的背景下,不论对传统燃油汽车,还是新能源汽车,轻量化技术都是一项共性的基础技术。汽车轻量化已然成为汽车工业发展的必然趋势,而大量使用铝合金和高强度钢等先进轻量化材料是解决汽车轻量化的重要手段之一,在铝合金车厢加工生产中多采用焊接工艺和冷金属过渡CMT的焊接方式成型。
例如申请号:CN201010157393.9本发明公开了一种列车车厢铝合金板的制造方法,包括将铝合金所用材料混合经熔炼、过滤后浇铸成坯、均匀化处理、将均匀化处理后的铸锭毛坯依次进行热轧成型、冷轧达到设计厚度和稳定化处理步骤,本发明在内控成分的同时,采用合理的制造工艺,使成品板材抗拉强度达到495MPa以上,屈服强度达到425MPa以上,硬度达到HB161以上,超过现有列车车厢板材的指标,断后延伸率达到11%以上,由于添加Ti和Zr并产生包晶反应,使本发明生产的板材具有较好的耐腐蚀特性。
基于上述,现有的焊接成型工艺主要应用于车体较薄的铝板或支架焊接,CMT也属于铝熔化焊方式,容易产生质量缺陷,主要应用在一些强度要求不高的地方,焊接后对材料的性能影响较大、铝材料的线性热膨胀系数大,在挤压、焊接等热加工工序变形控制较难,铝材料在冲压、弯曲、焊接等加工中更容易出现裂纹。铝合金材料在焊接后会形成热影响区,热影响区的力学性能下降到母材强度的60%~70%;因此,不满足现有的需求,对此我们提出了一种铝合金车厢成型工艺。
发明内容
本发明的目的在于提供一种铝合金车厢成型工艺,以解决上述背景技术中提出的现有的焊接成型工艺主要应用于车体较薄的铝板或支架焊接,CMT也属于铝熔化焊方式,容易产生质量缺陷,主要应用在一些强度要求不高的地方,焊接后对材料的性能影响较大、铝材料的线性热膨胀系数大,在挤压、焊接等热加工工序变形控制较难,铝材料在冲压、弯曲、焊接等加工中更容易出现裂纹。铝合金材料在焊接后会形成热影响区,热影响区的力学性能下降到母材强度的60%~70%的问题。
为实现上述目的,本发明提供如下技术方案:
一种铝合金车厢成型工艺,包括车厢骨架组件;
右覆盖件组件,所述右覆盖件组件固定连接在所述车厢骨架组件的右侧;
左覆盖件组件,所述左覆盖件组件固定连接在车厢骨架组件的左侧;
车厢底板组件,所述车厢底板组件固定连接在车厢骨架组件的顶部;
隔板组件,所述隔板组件固定安装在右覆盖件组件和左覆盖件组件之间,且隔板组件的底部与车厢底板组件固定连接;
后挡板组件,所述后挡板组件铰链连接在车厢骨架组件的后方,且后挡板组件的左右两侧分别与右覆盖件组件和左覆盖件组件插接连接。
优选的,所述右覆盖件组件还包括有:
侧隔舱门,侧隔舱门为下翻式结构并通过空气弹簧支撑连接,右覆盖件组件和左覆盖件组件的外侧端面均设置有两组侧隔舱门;
后隔舱门,后隔舱门为上翻式机构,右覆盖件组件和左覆盖件组件的左端面设置有一组后隔舱门。
优选的,所述车厢骨架组件、右覆盖件组件、左覆盖件组件、隔板组件、后挡板组件的支撑框架均为DL590方管框架结构。
优选的,所述右覆盖件组件、侧隔舱门、后隔舱门、左覆盖件组件、车厢底板组件、隔板组件、后挡板组件的外覆盖件均为7075-T651铝合金板状结构。
优选的,车厢成型工艺包括以下步骤:
1、对车厢骨架组件加工,车厢骨架组件通过DL590方管焊接成型;
2、对右覆盖件组件和左覆盖件组件加工,然后分别将右覆盖件组件、左覆盖件组件装配到步骤1完成后的车厢骨架组件的顶部左右两侧;
3、对车厢底板组件加工,将车厢底板组件安装到步骤2完成后车厢骨架组件的中部;
4、对隔板组件加工,将隔板组件安装到步骤3完成后的车厢底板组件的中部上端面;
5、对后挡板组件加工,将后挡板组件安装到步骤4完成后的车厢骨架组件后部。
优选的,步骤2中右覆盖件组件和左覆盖件组件通过自冲铆接工艺与车厢骨架组件安装连接。
优选的,步骤3中车厢底板组件通过自冲铆接工艺与车厢骨架组件安装连接,车厢底板组件两侧分别通过自冲铆接工艺与右覆盖件组件和左覆盖件组件安装连接。
优选的,步骤4中隔板组件通过自冲铆接工艺与车厢底板组件固定连接,隔板组件通过自冲铆接工艺分别与左右两侧与右覆盖件组件和左覆盖件组件固定连接。
优选的,步骤5中后挡板组件与合页之间通过螺钉固定连接,合页与车厢骨架组件之间通过螺钉固定连接。
与现有技术相比,本发明的有益效果是:
本发明通过自冲铆接工艺代替了以往的焊接工艺和CMT冷金属过渡焊接工艺,加工部位不会形成热区,能有效的控制铝材料的性能下降、热变形等质量缺陷,且加工工序简单,生产过程中不产生灰尘、噪音等,极大的提高了工艺的安全性和工作环境的清洁性,降低了对工作人员身体的伤害,符合未来绿色工业的发展趋势。
附图说明
图1为本发明的主视结构示意图;
图2为本发明的左视结构示意图;
图3为本发明的俯视结构示意图;
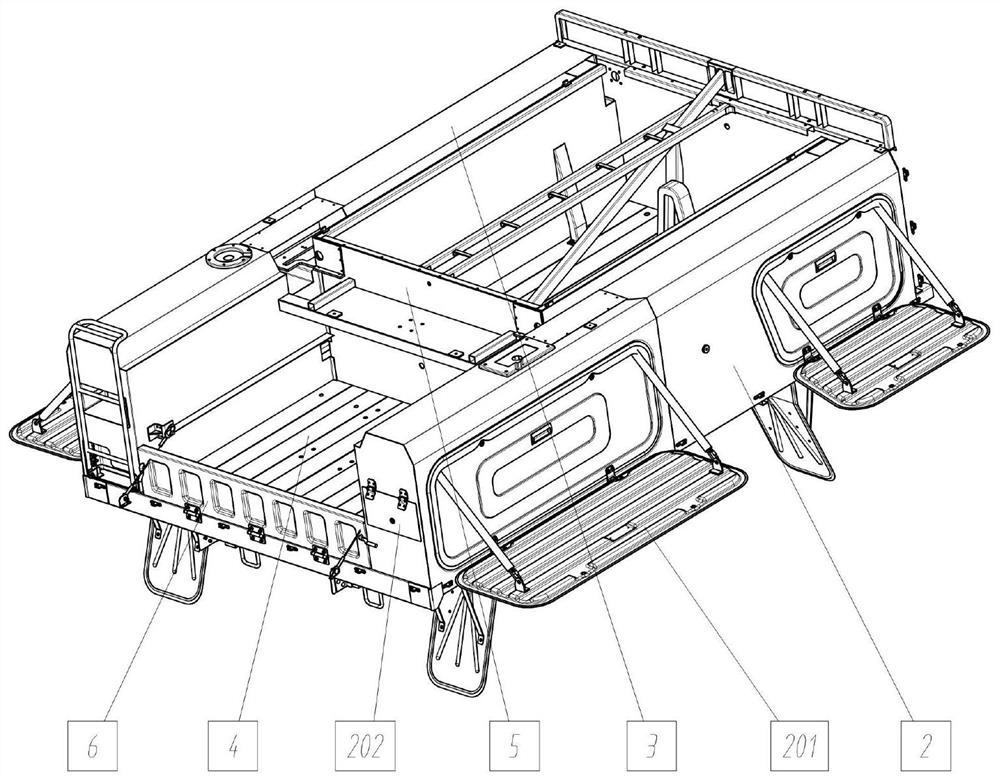
图4为本发明的轴侧结构示意图;
图中:1、车厢骨架组件;2、右覆盖件组件;201、侧隔舱门;202、后隔舱门;3、左覆盖件组件;4、车厢底板组件;5、隔板组件;6、后挡板组件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
请参阅图1至图4,本发明提供的一种实施例:一种铝合金车厢成型工艺,包括车厢骨架组件1;
右覆盖件组件2,右覆盖件组件2固定连接在车厢骨架组件1的右侧;
左覆盖件组件3,左覆盖件组件3固定连接在车厢骨架组件1的左侧;
车厢底板组件4,车厢底板组件4固定连接在车厢骨架组件1的顶部;
隔板组件5,隔板组件5固定安装在右覆盖件组件2和左覆盖件组件3之间,且隔板组件5的底部与车厢底板组件4固定连接;
后挡板组件6,后挡板组件6铰链连接在车厢骨架组件1的后方,且后挡板组件6的左右两侧分别与右覆盖件组件2和左覆盖件组件3插接连接。
进一步,右覆盖件组件2还包括有:
侧隔舱门201,侧隔舱门201为下翻式结构并通过空气弹簧支撑连接,右覆盖件组件2和左覆盖件组件3的外侧端面均设置有两组侧隔舱门201;
后隔舱门202,后隔舱门202为上翻式机构,右覆盖件组件2和左覆盖件组件3的左端面设置有一组后隔舱门202,在使用中,通过侧隔舱门201和后隔舱门202实现在右覆盖件组件2和左覆盖件组件3内部存放物品,提高了使用的便利性。
进一步,车厢骨架组件1、右覆盖件组件2、左覆盖件组件3、隔板组件5、后挡板组件6的支撑框架均为DL590方管框架结构。
进一步,右覆盖件组件2、侧隔舱门201、后隔舱门202、左覆盖件组件3、车厢底板组件4、隔板组件5、后挡板组件6的外覆盖件均为7075-T651铝合金板状结构。
进一步,车厢成型工艺包括以下步骤:
1、对车厢骨架组件1加工,车厢骨架组件1通过DL590方管焊接成型;
2、对右覆盖件组件2和左覆盖件组件3加工,然后分别将右覆盖件组件2、左覆盖件组件3装配到步骤1完成后的车厢骨架组件1的顶部左右两侧;
3、对车厢底板组件4加工,将车厢底板组件4安装到步骤2完成后车厢骨架组件1的中部;
4、对隔板组件5加工,将隔板组件5安装到步骤3完成后的车厢底板组件4的中部上端面;
5、对后挡板组件6加工,将后挡板组件6安装到步骤4完成后的车厢骨架组件1后部。
进一步,步骤2中右覆盖件组件2和左覆盖件组件3通过自冲铆接工艺与车厢骨架组件1安装连接。
进一步,步骤3中车厢底板组件4通过自冲铆接工艺与车厢骨架组件1安装连接,车厢底板组件4两侧分别通过自冲铆接工艺与右覆盖件组件2和左覆盖件组件3安装连接。
进一步,步骤4中隔板组件5通过自冲铆接工艺与车厢底板组件4固定连接,隔板组件5通过自冲铆接工艺分别与左右两侧与右覆盖件组件2和左覆盖件组件3固定连接。
进一步,步骤5中后挡板组件6与合页之间通过螺钉固定连接,合页与车厢骨架组件1之间通过螺钉固定连接。
工作原理:
车厢成型工艺:
1、对车厢骨架组件1加工,车厢骨架组件1通过DL590方管焊接成型;2、对右覆盖件组件2和左覆盖件组件3加工,然后分别将右覆盖件组件2、左覆盖件组件3装配到步骤1完成后的车厢骨架组件1的顶部左右两侧,右覆盖件组件2和左覆盖件组件3通过自冲铆接工艺与车厢骨架组件1安装连接;3、对车厢底板组件4加工,将车厢底板组件4安装到步骤2完成后车厢骨架组件1的中部,车厢底板组件4通过自冲铆接工艺与车厢骨架组件1安装连接,车厢底板组件4两侧分别通过自冲铆接工艺与右覆盖件组件2和左覆盖件组件3安装连接;4、对隔板组件5加工,将隔板组件5安装到步骤3完成后的车厢底板组件4的中部上端面,隔板组件5通过自冲铆接工艺与车厢底板组件4固定连接,隔板组件5通过自冲铆接工艺分别与左右两侧与右覆盖件组件2和左覆盖件组件3固定连接;5、对后挡板组件6加工,将后挡板组件6安装到步骤4完成后的车厢骨架组件1后部,后挡板组件6与合页之间通过螺钉固定连接,合页与车厢骨架组件1之间通过螺钉固定连接。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 一种铝合金车厢成型工艺
- 一种可消除铝合金黑线的成型工艺以及一种铝合金型材