磁性化妆品刷具
文献发布时间:2023-06-19 12:21:13
本发明涉及根据相应独立权利要求的前序部分的化妆品刷具和根据方法权利要求的前序部分的制造这种刷具的方法。
背景技术
人们从根本上实际需要提供一种化妆品刷具用于刷涂糊状或粘稠的化妆品,并具有大容量储存能力且因此能应对整个施用,例如将睫毛膏完全涂抹到一个完整的睫毛弓上而无需将其浸入化妆品容器,将其从化妆品容器中拔出并再擦干。
已经提出包括磁性芯的化妆品刷具来解决所述问题,为此在该刷具中集成有一个或多个永磁体。
如果将这样的刷具与具有磁吸颗粒如铁粉的化妆品一起使用,则即使刷毛已像可能需要的那样被小心擦干,也有更多的化妆品被直接储存在芯表面上,其可在整个应用过程中被逐步施用。这样做的原因通常是,尽管擦拭器确实在擦拭时强烈使刷毛倒伏且在很大程度上移除附着在其表面的任何物质,但擦拭器仍与刷毛根部,尤其与芯的圆柱表面保持一定距离,以避免在擦拭时弯曲且因而快速损坏刷毛。
但是,将由例如标准材料制成且具有一定尺寸的条形磁体嵌入刷毛托座中的在先做法并不令人满意。这是因为该刷毛托座由此被制成完全刚性的。总体上或至少在触觉上,涂抹性能和进而产品接受度被削弱。
除此之外,在制造直径较小刷具如睫毛膏刷时,这种设计很易损坏。
如已经在内部测试的那样,由填充有磁性小颗粒的塑料来注塑成型整个刷具芯也是不可接受的。如果为此就像为了形成刷毛所需要的那样采用具有足够弹性的塑料,则微裂纹形成经常发生在邻近高挠性的基材形成塑料与完全刚性的磁性小颗粒之间的表面的界面处。根据当前标准,所述问题在卫生方面是不可接受的。
发明目的
本发明的目的是要提供一种刷具,其具有并未过分坚硬的磁性刷毛托座且进而耐破损许多,符合更严格的卫生要求。
根据本发明的解决方案
可以通过权利要求1的特征提供根据本发明的解决方案。
相应地提出一种塑料制的化妆品刷具,其具有刷毛托座和以一件形式与之整体连接的若干刷毛。根据本发明,刷毛托座是永磁体,而刷毛本身是非磁性的。刷毛托座由此包含由填充有磁性颗粒的第一塑料制成的芯。该芯至少在其外周形成界面。该界面最好完全地或基本完全地被由非磁性的第二塑料制成的层包围。由此,第一塑料和第二塑料优选彼此接合。第二塑料优选比(这样的)第一塑料更软和/或更具弹性。第二塑料被一体连接至刷毛。
以这种方式制造一种具有磁性芯的刷毛托座。该芯通常是永磁体并吸引填充有磁吸颗粒的化妆品或睫毛膏物质(下称化妆品物质),使得该物质越来越多地粘附在刷毛根部中,并且即使在通过刮片时也没有被100%地被擦去。准确地说,与非磁性的刮片相比,化妆品物质形成增多的化妆品储备物。所述储备物可以在涂抹期间根据需要来接近,因为待处理的区域或毛发或睫毛在刷毛之间被任意更深位地引导,以便随即吸纳以磁性方式保存在刷毛托座上刷毛根部区域中的化妆品物质。
根据本发明,在睫毛和刷具的刷毛之间的接触得以改善。这是通过将在磁场影响下被可磁化化妆品物质润湿的睫毛逐步拉入刷毛储备物中并拉扯向芯来做到的(如果刷具已被相应磁化,最好是这种情况)。
因为刷毛托座的芯不是由刚性的磁体制成,而是由通过弹性塑料被粘结在一起的许多永磁性颗粒(一般超过200个)制成,故该芯所具有的固有韧性使得其芯的断裂得到阻止。这通常也改善该芯的施用性能(至少是触觉)。
同时,刷毛托座在卫生方面是完美无瑕的。存在于磁性颗粒和粘结磁性颗粒且在刷毛托座反复弯曲过程中伸展的塑料材料之间的微裂纹不是问题。这是因为具有磁性颗粒的刷毛托座芯至少在芯的周围被第二塑料包围,由此被保护以免受化妆品物质的影响。
如果相对于第一塑料适当地选择第二塑料,则包围具有基本均匀分散于其中的永磁性颗粒的芯的外管也提供了显著的支承效果。
另一发明目的
本发明的一个替代目的或进一步目的涉及特定应用。发明目的是提供一种具有磁性刷毛托座的刷具,该刷毛托座不具有过分的刚性并提供更强的化妆品物质存留能力。
根据本发明的另一解决方案
根据本发明,后一个目的通过权利要求2的特征来实现,对此,既与权利要求1相独立地,也与权利要求1组合地寻求保护。
因此,提出一种塑料制的化妆品刷具,它具有刷毛托座和以一件形式与刷毛托座整体连接的若干刷毛。根据本发明,该刷毛托座是永磁体,而这样的刷毛至少基本上是非磁性的。该刷毛托座由此包括由填充有磁性颗粒的第一塑料制成的芯。该芯呈管状。芯的中心填充有或衬有非磁性塑料。刷毛由此由该芯的塑料填充物或衬里制成。刷毛作为整体件与之连接,做法是所述刷毛穿过管状芯和在径向上在其外周包围所述芯的可选涂层并且径向朝外地突出穿过该芯。
可通过这种方式生产具有吸引力很强的磁场的刷具,因为其磁性区域在外部区域中并且直接延伸到要借助磁性保持力来保持化妆品物质的表面。
因为刷毛托座的芯不是由刚性磁体制成,而是由通过弹性塑料被粘结在一起的多个,通常超过200个的硬质磁性颗粒制成,并且因为所述芯不是绝大部分地由塑料和磁性颗粒的混合物制造,而是塑料和磁性颗粒的混合物形成中空管,其可选地填充有高弹性塑料,故该芯保留下固有韧性。由此,至少改善了触觉刷涂性能。
同时,存在支承芯,其可防止刷毛托座过度弯曲。结合权利要求1所应对的微裂问题因此也可由此得到解决和改善。为此,支承芯的尺寸被确定为在正确使用下在刷具使用寿命期间仅发生刷毛托座的这种弹性变形,该弹性变形不会(或基本上没有)导致在支承塑料材料与嵌入的磁性颗粒之间的粘结被克服和不可接受的微裂纹的形成。
发明优选实施例
以下实施例选项是合理的并且适用于本发明的上述两个实施例。
已经发现特别有利的是,该芯由高度填充的塑料制成。高度填充的塑料尤其是如下塑料,其含有至少60重量%的,优选至少80重量%的磁性颗粒。这种塑料产生相当于非弹性的单件式铁氧体磁体的吸力的磁力。在某些条件下,这种高度填充的材料确实可能高度倾向于形成微裂纹。但根据本发明,如果在周面上设有由未填充有磁性颗粒的塑料制成的外护管或通常呈膜状的外护层,则这得到补偿。
理想地,磁性颗粒对准方向地位于芯内。所述颗粒在塑料材料硬化之前形成在注塑成型期间所建立的磁场。这样一来,所述颗粒随后在本身通过施加相应强的成形磁场而变为磁性后可以形成准确满足当前要求的特定磁场。
特别有利的是,该芯包括多个磁极,每个磁极由彼此分离且嵌入在塑料材料中的一组,即多个磁性颗粒构成。例如可能合理的是,成组的无数磁性颗粒在其被最终嵌入塑料材料之后被磁化,从而所述颗粒例如形成2到6个,优选是3到6个南极以及2到6个,优选是3到6个北极。取决于存在于化妆品物质中的磁性颗粒的类型,可以形成如下的刷毛托座区域,在该区域中储备更多的化妆品物质,而在其它区域中储备较少的化妆品物质。
理想地,所述芯包括至少两个不同的具有大外径的磁极段,它们通过具有小外径的连接段彼此连接。所述磁极段均在其彼此背对的端面处也通过具有较小外径的连接段与刷具的余部相连接。通过这种方式,可以将或多或少加强的磁性区域施加到刷毛托座上。
特别优选的是,所述芯呈空心圆柱形并且芯的中心填充有或衬有第二或第三非磁性塑料。要用第二或第三塑料填充的芯可以为外部区域提供支承效果,所述外部区域是磁性的,因为第一塑料和磁性颗粒在那里混合,并且可使将具有磁性颗粒的第一塑料的外部区域稳定。以这种方式,所述芯和进而整个刷毛托座保持弹性。触觉涂刷性能由此得到改善。然而,该芯或内衬的支承效果也能防止所述芯或刷毛托座在正常使用中承受过大载荷且形成微裂纹或甚至完全断裂。
可以可选地在外周设置第二塑料或第三塑料,其以管或膜的形式在周围包围第一塑料和磁性颗粒,由此密封它们。然后,内衬或填充物也由所述第二塑料或另一塑料,即第三塑料制成。
特别有利的是刷毛由形成磁性区域的中心或衬里的第二塑料或第三塑料制成。这样,刷毛作为整体件被连接到磁性区域中心或填充或衬于磁性区域中心的塑料。为此,该刷毛穿透该磁性区域和包围其外周的可选的管状涂层或膜状涂层。
由第一塑料和混有第一塑料的磁性颗粒制造的区域理想地包括凹部或凹槽或狭槽,用于形状配合地固定被模制于第一塑料外周面的第二塑料或其它塑料。
从以下对基于附图的具体实施例的描述中得到根据本发明的其它的可能实施例、效果和优点或者本发明的变型。
附图说明
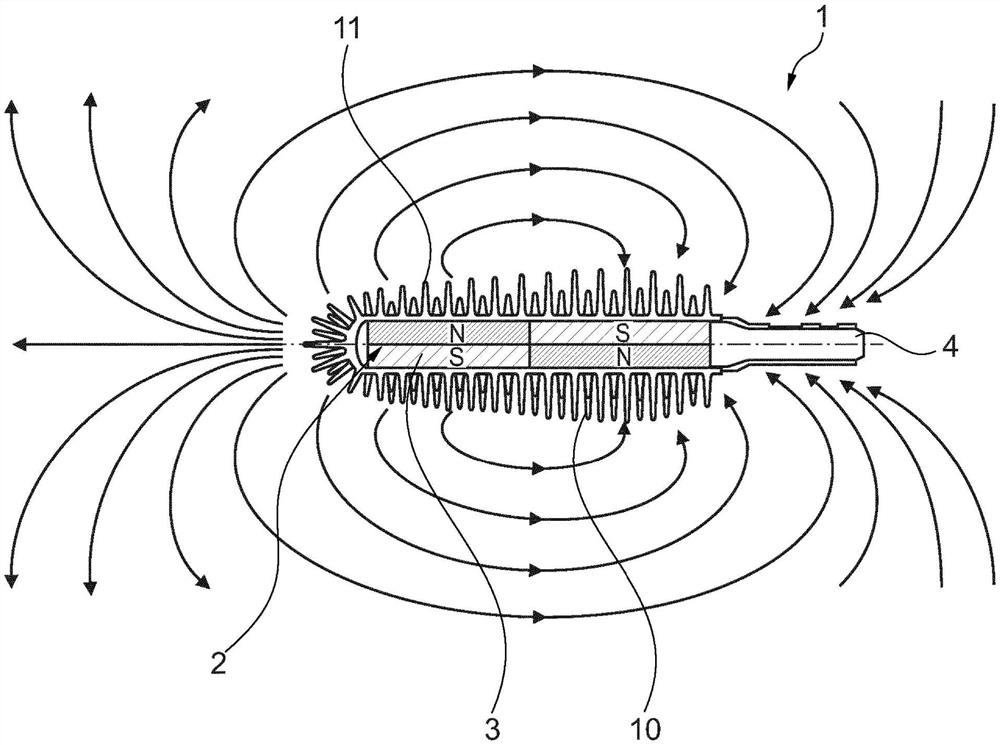
图1示出根据本发明的刷具的基础例子。
图2示出图1所示的刷具的生产过程。
图2a示出在抽出芯且注入含磁性颗粒的塑料材料之后的根据图2的生产过程。
图3示出根据图1的刷具的侧视图。
图4示出根据图3的刷具的中心纵截面。
图5示出替代的刷具的生产过程,其中磁性芯3在外部。
实施例
例1
图1提供对本发明的清楚总览,示出了根据本发明的刷具1的一般示例。
清楚明白的是,刷具1包括刷毛托座2。刷毛托座2由磁性芯3制成。磁性芯3又由填充有嵌入在第一塑料材料中的超过100个硬磁性颗粒的所述第一塑料材料制成。磁性芯3的外表面,优选也是其暴露的端面由第二塑料材料10构成。第二塑料材料优选为热塑性弹性体材料,即TPE。所述第二塑料材料10通常被焊接到或至少层状粘合到第一塑料材料上。在此基础上,可以说刷毛托座是一件式制造的。为此,理想地采用化学相容的塑料材料。
第二塑料材料10通常也以一件形式整体形成刷毛11。这可如图1清楚所示地完成。刷毛托座2还优选包括接合部分4。理想地,接合部分4由与刷毛相同的材料制造,参见图1。对于其它应用,接合部分4由与磁芯相同的材料制造是更为有利的,见图4。
如在这里可以很清楚看到地,嵌入在第一塑料材料中的硬磁性颗粒已被磁化,以便局部实现多个不同的磁性南极和北极。通过这种方式,可以获得强磁场。
各种方法被用来制造这种刷具。
优选例如如图2所示来制造如图1所示的刷具。
在此如粗线所示的第二塑料首先被注入相应的注塑模具5中,注塑模具5包括用于刷毛托座的中心型腔6和从其开始的用于模制刷毛的多个型腔7。由此优选使用模具型芯8,其首先保持刷毛托座2的中心区域没有材料。这样一来,首先注塑成型通常致密的管状形状,刷毛作为单一材料自此一体伸出。
如果在任何情况下,即使在因为仅注入了减少量的塑料而未用到模具型芯时,所述型芯未保持不受限,该型芯随即被抽出。然后,给留在中心区域中的型腔注入第一塑料,所述塑料填充有磁性颗粒9且嵌入并保持磁性颗粒,参见图2。在注入过程中,磁性颗粒最好仍未磁化以避免由磁场造成的聚结或不规则。
优选如此进行生产过程,即,随后的磁性颗粒在非磁化状态下与“支承”塑料材料混合,然后被注入模具中。
在注入过程中,或更好地在注入后,和在磁性颗粒的通过携带它们的塑料固化而固定之前立即施加磁场。它被用于将在携带它们的塑料中的优选呈针状的磁性颗粒对准方向。磁场通常在后期被调整和/或施加,使得磁性颗粒本身可以在塑料材料中被对准方向,但不会完全移位和分离或聚结。
随后,通常将磁性颗粒暴露于磁场作用下,该磁场使它们完全或基本完全消磁。这确保了刷具可以无障碍地批量运输或处理,而不会彼此磁吸附且难以分离。
然后,通常在进一步处理或组装和固定在刷具手柄中之后,刷具被再次暴露在磁场作用下。该磁场是如此强,以致它以期望形式将硬磁性颗粒感生出永磁性,即,具有决定施用特性的场线分布。
图3和图4示出了以这种方式制成的处于成品状态的刷具的外观。在此容易看到由第一塑料制成的芯3和完全包围芯的刷毛托座2的第二塑料10。特别是在图4中还容易看出,刷毛11被整体连接到包围磁性芯3并以一件形式由第二塑料10制成的管状套上。
值得注意的是,芯3包括在此具有较大的外径的多个不同的磁极段12。所述磁极段12均通过具有较小外径的连接段13彼此连接。还可以容易看出,每个磁极段12优选通过具有较小直径的连接段13在彼此背向的端面处被连接至刷具的余部。
如可以看出,磁极段12和连接段13可以相互作用并且形成周向槽,也导致由第二塑料制成的套管在由第一塑料制成且包含磁性颗粒的芯上的更好的形状配合固定。
例2
图5示出根据本发明的刷具的替代制造方法。在这种情况下,首先由含磁性颗粒的第一塑料制成管状形状14,其在此用作磁性芯。所述管状形状还可以在其外周表面处通过由第二或第三塑料制成的膜状或管状密封层15被包覆。然后,所述管状形状14被放置在注塑模具5中,它在其外周面具有刷毛型腔7。然后,第二塑料材料在高压下从内侧被注入管状形状14的高中心区域中。管状形状14在任何地方都没有与注塑模具完全表面接触、而是越过刷毛型腔7的开口区域,该管状形状14被第二塑料材料穿透,然后所述材料在其另一侧进入刷毛型腔7。通过这种方式,刷毛与由第二塑料制成的芯以一体单件形式制成。
因此,如在图5中的阴影线所示的中心区域可被完全注入,或者如果使用相应的模具型芯,可以仅描绘管状覆层。
关于优选制造方法的进一步细节
根据本发明的注塑磁体是典型的复合材料,其源自将硬质铁氧体或稀土磁粉嵌入热塑性塑料中。磁性粉末数量比例决定了磁性和机械性能。
填充水平优选在84%至94%的磁性粉末(质量百分比)之间变化。
优选以聚酰胺6(PA6)、聚酰胺12(PA12)和聚苯硫醚(PPS)作为塑料基材。
在塑料粘结的注塑磁体的生产过程中,首先生产磁性化合物。为此,塑料颗粒和磁性粉末在热混合器或双螺杆挤出机中被混合,然后被挤出和造粒。下一步是在改进的注塑机中的复合材料加工。当注塑成型任意各向异性的磁体时,可以在注塑过程中或在开始硬化后,在轴向、径向、径向对置方向或多极方向上附加施加磁场,而磁性颗粒在仍然柔软的塑料中仍具有一定运动自由度,并且磁性材料的优选方向可以平行于特定方向来产生。否则,仅在冷却后才施加磁场以赋予磁性颗粒以硬磁性,即永磁。
与塑料粘结的压制磁体相比,塑料粘结的注塑磁体更具弹性。但由于高度填充,故所述磁体不能完全获得工程塑料的机械性能。
一般实施例
也要求单独地和/或与在先所列权利要求一起地保护根据以下段落中的至少一个段落的刷具。
一种化妆品涂敷器,其至少在其外周形成界面,界面被由第二非磁性塑料制成的层包围,其中,第一和第二塑料优选彼此接合且第二塑料优选比(这样的)第一塑料更柔软或更有弹性,第二塑料以一件形式被整体连接至刷毛。
根据在前段落之一所述的化妆品刷具,其特征在于,所述芯呈空心圆柱形并且芯的中心被填充或衬有第二或第三非磁性塑料。
根据本章节的在前段落的化妆品刷具,其特征在于,所述刷毛由形成所述磁性区域的中心的第二或第三塑料制成并以一件形式与之整体连接,其中所述刷毛穿透所述磁性区域和包围其外周的可选的涂层。
根据本章节的在前段落的化妆品刷具,至少在其外周形成界面,该界面优选完整地或基本完整地被由第二非磁性塑料制成的层包围,其中第一和第二塑料优选彼此接合且第二塑料优选比第一塑料硬,并且第二塑料以一件形式被整体连接至刷毛。
根据本章节的在前段落的化妆品刷具,其特征在于,所述芯呈空心圆柱形,并且芯的中心被填充或衬有第二或第三非磁性塑料。
根据本章节的在前段落的化妆品刷具,其特征在于,所述刷毛由形成所述磁性区域的中心的第二或第三塑料制成并且以一件形式与之整体连接,其中所述刷毛穿透所述磁性区域和包围其外周的可选的涂层。
根据本章节的在前段落的化妆品刷具,其特征在于,所述刷毛托座包括由填充有磁性颗粒的塑料制成的芯。
根据本章节的在前段落的化妆品刷具,其特征在于,所述芯由高度填充的塑料制成,所述塑料包括至少70重量%,优选至少80重量%的一定比例的磁性颗粒。
根据本章节的在前段落所述的化妆品刷具,其特征在于,所述芯由第一塑料制成并且至少在其外周形成界面,所述界面被由第二非磁性塑料形成的层包围,其中第一塑料和第二塑料最好彼此接合。
根据本章节的在前段落的化妆品刷具,其特征在于,该塑料涂层以一件形式与刷毛整体连接。
根据本章节的在前段落的化妆品刷具,其特征在于,所述芯呈空心圆柱形,并且该芯的中心被填充或衬有第二或第三非磁性塑料。
根据本章节的在前段落的化妆品刷具,其特征在于,所述刷毛由形成所述磁性区域的中心的第二或第三塑料制成并且以一件形式与之整体连接,其中所述刷毛穿透所述磁性区域和包围其外周的可选的涂层。
根据本章节的在前段落的化妆品刷具,其特征在于,所述磁性芯由塑料材料制成,其中所述磁性颗粒被压在该塑料中而不是被注入其中。
可选地但也是独特地根据本章节的在前段落的化妆品刷具,其特征在于,所述磁性芯由具有磁性颗粒的第一塑料材料制成,第一塑料材料在第二塑料仍是液态或被塑化时已被注入第二塑料的中心区域中,所述第二塑料在生产过程中首先被注入模具中,其中第二塑料形成刷毛,所述刷毛被整体连接至由第二塑料材料围绕具有嵌入的磁性颗粒的第一塑料材料形成的管或套管或膜状套管上。
一般而言应注意,术语“磁性颗粒”应通篇优选被理解为“可磁化颗粒”,因为优选使用铁磁性颗粒,其中仅在刷具已制造之后可通过施加外磁场来赋予其硬磁性。
附图标记清单
1刷具
2刷毛托座
3磁性芯
4接合段
5注塑模具
6注塑模具的中心型腔
7注塑模具的刷毛型腔
8模具型芯
9磁性颗粒
10第二塑料
11刷毛
12磁极段
13连接段
14管状形状
15密封层
L中心纵轴线
S南极
N北极
- 磁性化妆品刷具
- 用于清洁机的刷具、清洁机和用于制造刷具的方法