一种注浆修复性能标准化室内试验方法
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及检验检测技术领域,尤其涉及一种注浆修复性能标准化室内试验方法。
背景技术
裂缝是各种道路结构最常见的病害,半刚性基层沥青路面裂缝的注浆处治效果的室内试验评价是对注浆修复效果评价的重要手段,现有的室内试验试件成型方法主要有“劈裂法”和“切割法”,成型出带裂缝的试件后,再用浆液进行粘结,对粘结后的试件进行试验,来对修复效果进行评价。
其中“劈裂法”一般采用由压力机破坏产生裂缝的方式,所产生的裂缝较为接近实际路面所产生的裂缝形状,但是由于压力机对试件的破坏较为随机,同一批次的不同试件缺乏对比性,导致试验结果离散型较大。
而“切割法”通过对完好的水稳试件进行切割,所产生的裂缝较为规则,试验结果相对稳定,但是,一方面切割过程中损耗较大,部分试件可能出现不规则破坏;另一方面则因为切割裂缝过于规则,与实际路面产生的裂缝相差较大,导致试验结果缺乏说服力。
公开于该背景技术部分的信息仅仅旨在加深对本发明的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
发明内容
本发明提供了一种注浆修复性能标准化室内试验方法,从而有效解决背景技术中的问题。
为了达到上述目的,本发明所采用的技术方案是:一种注浆修复性能标准化室内试验方法,包括如下步骤:
制作试件成型模具,用于填充混合料并养护成型为标准试件;
在所述试件成型模具内插入断面板,所述断面板将所述试件成型模具内空间,分割成水平方向两端的两个部分;
在所述试件成型模具内填充混合料,并养护成型;
取出所述断面板,形成两分体试件,两所述分体试件之间为模拟裂缝;
使用注浆修复工艺,对两所述分体试件进行粘结;
将粘结后的试件进行试验,测试其性能,并对修复性能进行评价。
进一步地,所述断面板为平板,所述断面板竖直设置于所述试件成型模具中间。
进一步地,所述断面板为波浪板,所述断面板竖直设置于所述试件成型模具中间。
进一步地,所述使用注浆修复工艺前,还包括对两所述分体试件进行密封和固定,具体为:
使用胶水对两所述分体试件沿所述模拟裂缝,将底面及侧面进行密封;
使用防水胶布将两所述分体试件底面和侧面进行固定,限制两所述分体试件的分离。
进一步地,所述使用注浆修复工艺包括:
在试件顶面中心位置进行钻孔,形成注浆孔;
对注浆孔内进行清理,清除灰尘与石屑;
在所述注浆孔内预埋注浆针头;
将手持式注浆枪与所述注浆针头连接,对所述模拟裂缝注浆修复。
进一步地,在所述注浆孔内预埋注浆针头后,通过胶水将所述注浆针头固定于所述注浆孔内,并对所述注浆孔顶部进行密封。
进一步地,所述注浆针头包括若干混合切割重组结构,对浆液进行混合。
进一步地,对两所述分体试件进行密封时,在底面和侧面的模拟裂缝处,至少形成设定阈值厚度的胶膜。
本发明的有益效果为:本发明通过在试件成型模具中插入断面板,从而将试件成型模具内的空间分割成两份,使得成型的试件也由于断面板的存在,而形成两个分体试件,而断面板为薄板结构,在两个分体试件之间即存在一个模拟裂缝,通过后续注浆修复工艺,来将两个分体试件粘结,并对修复性能进行评价,与传统的“劈裂法”相比,可以保证试件的裂缝都相同,减少干扰,保证试验结果的准确性;与传统的“切割法”相比,可以有效的减少切割过程中的损耗,且可通过对断面板形状和表面进行处理,防止形成的裂缝非常规则,更贴近于实际路面形成的裂缝。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
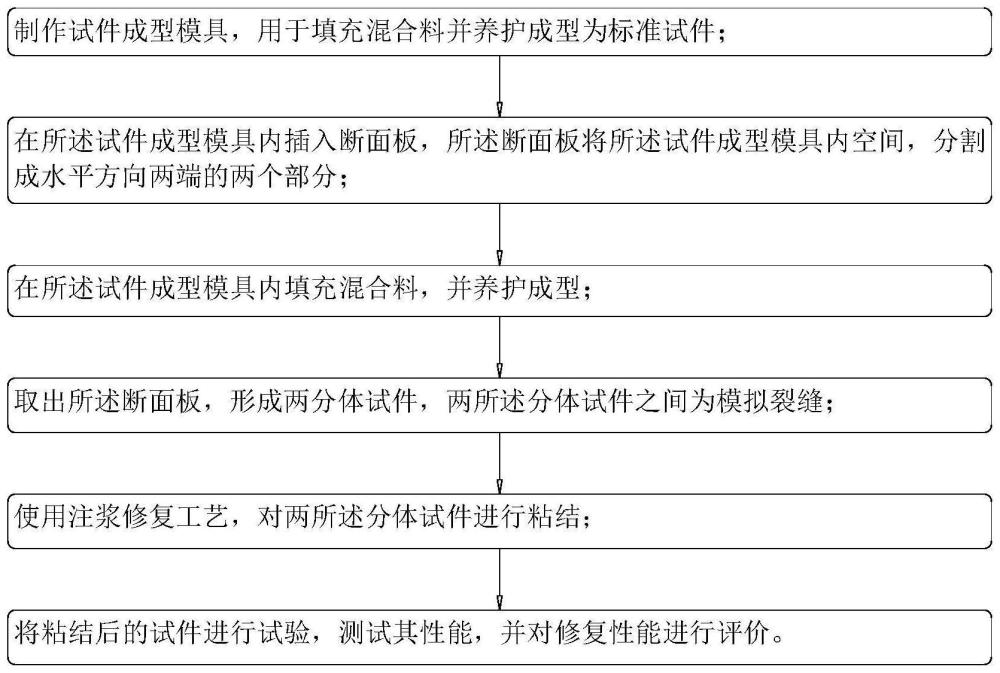
图1为本发明方法的流程图;
图2为其中一种实施例中断面板的结构示意图;
图3为另一种实施例中断面板的结构示意图;
图4为分体试件的结构示意图;
图5为对分体试件进行密封和固定的示意图;
图6至9为注浆修复工艺的流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要说明的是,属于“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或者位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如可以是固定连接,也可以是可拆卸连接,或一体式连接;可以是机械连接,也可以是电连接;可以是直接连接,也可以是通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
如图1所示:一种注浆修复性能标准化室内试验方法,包括如下步骤:
制作试件成型模具,用于填充混合料并养护成型为标准试件;
在试件成型模具内插入断面板,断面板将试件成型模具内空间,分割成水平方向两端的两个部分;
在试件成型模具内填充混合料,并养护成型;
取出断面板,形成两分体试件,两分体试件之间为模拟裂缝;
使用注浆修复工艺,对两分体试件进行粘结;
将粘结后的试件进行试验,测试其性能,并对修复性能进行评价。
通过在试件成型模具中插入断面板,从而将试件成型模具内的空间分割成两份,使得成型的试件也由于断面板的存在,而形成两个分体试件,而断面板为薄板结构,在两个分体试件之间即存在一个模拟裂缝,通过后续注浆修复工艺,来将两个分体试件粘结,并对修复性能进行评价,与传统的“劈裂法”相比,可以保证试件的裂缝都相同,减少干扰,保证试验结果的准确性;与传统的“切割法”相比,可以有效的减少切割过程中的损耗,且可通过对断面板形状和表面进行处理,防止形成的裂缝非常规则,更贴近于实际路面形成的裂缝。
如图2所示,在本实施例中,断面板为平板,断面板竖直设置于试件成型模具中间。通过将断面板设置为平板,从而形成的裂缝更贴近于切割法形成的裂缝,但是能够有效的减少切割过程中产生的损耗,并避免试件在切割过程中可能出现的不规则破坏。
或者如图3和4所示,在另一实施例中,断面板为波浪板,断面板竖直设置于试件成型模具中间。
通过将断面板设置为波浪板,从而形成的裂缝更贴近于劈裂法形成的裂缝,而且能够保证生产出的试件裂缝一致,减少干扰项,增加修复性能评价的准确性。
如图5所示,使用注浆修复工艺前,还包括对两分体试件进行密封和固定,具体为:
使用胶水对两分体试件沿模拟裂缝,将底面及侧面进行密封;
使用防水胶布将两分体试件底面和侧面进行固定,限制两分体试件的分离。
通过将两分体试件进行密封和固定,来保证后续注浆修复过程中,浆液跑出,及浆液无法注满裂缝等情况,提高注浆修复性能的准确性。
如图6至9所示,在本实施例中,使用注浆修复工艺包括:
在试件顶面中心位置进行钻孔,形成注浆孔;
对注浆孔内进行清理,清除灰尘与石屑;
在注浆孔内预埋注浆针头;
将手持式注浆枪与注浆针头连接,对模拟裂缝注浆修复。
在注浆孔内预埋注浆针头后,通过胶水将注浆针头固定于注浆孔内,并对注浆孔顶部进行密封。
其中,注浆针头包括若干混合切割重组结构,对浆液进行混合,保证浆液从注浆针头注入时,充分的混合。
对于浆液的填充方式,相较于传统刷涂法,小型手持式注浆枪具有以下优点:
浆液饱满度高,可充满试件整个断面;
浆液均匀性好,可均匀地分散在整个断面;
稳定性高,可避免传统的刷涂法在操作过程中造成的浆液损失;
无需提前对浆液的两种组分进行混合搅拌,利用注浆针头中的混合切割重组结构,对两种组分进行混合,保证两种组分进行充分反应,工况也更加符合实际现场注浆效果。
作为上述实施例的优选,对两分体试件进行密封时,在底面和侧面的模拟裂缝处,至少形成设定阈值厚度的胶膜。
实施例2:
本实施例中包括:
① 适用范围
适用于通过注浆材料进行裂缝修复后的无机结合料稳定材料无侧限抗压强度、间接抗拉强度、地推直剪强度等试验的圆柱形试件。
② 仪器设备
2.1试模:试模的直径*高=150mm x150mm。裂缝模具:用于成型裂缝的波浪形钢板,厚度2mm,长150mm,宽149±0.5mm;
2.2 电动脱模器。
2.3反力架:反力为400kN以上。
2.4液压千斤顶:200 ~ 1 000OkN。
2.5钢板尺:量程200mm或300mm,最小刻度1mm。
2.6游标卡尺:量程200mm或300mm。
2.7电子天平:量程15kg,感量0.1g;量程4 000g,感量0.01g。
2.8压力试验机:可替代千斤顶和反力架,量程不小于2 000kN,行程、速度可调。
2.9手持注浆枪:容量50~60ml。
2.10空压机:需配备直径不大于2cm的橡胶管。
2.11手持式电钻:需配备直径不大于2cm,长度不小12cm的钻头。
③ 试验准备
按《公路工程无机结合料稳定材料试验规程》(JTG E51—2009)中T 0834的要求进行试验准备;
④ 试验步骤
4.1 调试成型所需要的各种设备,检查是否运行正常;将成型用的模具擦拭干净,并涂抹机油。上、下垫块及裂缝成型模具应与试模筒相配套,上下垫块能够刚好放入试筒内上下自由移动(一般来说,上下垫块直径比试筒内径小约0.2mm)且上下垫块完全放入试筒后,试筒内未被上下块占用的空间体积能满足径高比为 1:1的设计要求。
4.2 至少应该制备12个试件。
4.3 根据击实结果和无机结合料的配合比按式(T 0843-1)计算每份料的加水量无机结合料的质量。
4.4 将称好的土放在长方盘(约400mm x600mmx70mm)内。向土中加水拌料闷料,将拌和均匀后的试料放在密闭容器或塑料袋(封口)内浸润备用。
4.5 在试件成型前1h内,加入预定数量的水泥并拌和均匀。在拌和过程中,应将预留的水(1% ~2% )加入土中,使混合料达到最佳含水量。拌和均匀的加有水泥的混合料应在1h内按下述方法制成试件,超过1h的混合料应该作废。其他结合料稳定材料,混合料虽不受此限,但也应尽快制成试件。
4.6 用反力架和液压千斤顶,或采用压力试验机制件。
将试模配套的下垫块放入试模的下部,但外露2cm左右。将称量的规定数量的稳定材料混合料分2~3次灌入试模中,每次灌人后用夯棒轻轻均匀插实。
4.7 将整个试模(连同上下块)放到反力架内的千斤顶上(千斤顶下应放一扁球座)或压力机上,以1mm/min 的加载速率加压,直到上下压柱都压人试模为止。维持压力2min。
4.8 解除压力后,取下试模,并放到脱模器上将试件顶出。2~6h后脱模。
4.9 在脱模器上取试件时应用双手抱住试件侧面的中下部然后沿水平方向轻轻旋转,待感觉到试件移动后,再将试件轻轻捧起,放置到试验台上。切勿直接将试件向上捧起。
4.10 称试件的质量,精确至0.1g。然后用游标卡尺测量试件高度,精确至0.1mm。检查试件的高度和质量,不满足成型标准的试件作为废件。
4.11 试件称量后应立即放在塑料袋中封闭,并用潮湿的毛巾覆盖,移放至养生室。
4.12 待养生期达到后,取出波浪形钢板。
4.13 密封试件:利用A、B胶沿裂缝对试件的底面及两个侧面进行密封,形成0.5mm左右厚的胶膜,然后使用防水胶布进一步对试件底面及侧面进行固定,保证后续进行注浆操作时,浆液受压力作用可由下至上充满整个断面。
4.14 钻孔:利用手持式电钻在试件顶面中心位置进行钻孔,钻孔深度148mm左右,孔径10mm左右。
4.15 清孔:利用空压机对注浆孔进行清理,将钻孔时所产生了灰尘与石屑清空,保证浆液与试件断面的有效接触。
4.16 预埋注浆针头:清孔完毕后,将注浆针头插入注浆孔内,并用AB胶将注浆针头进行固定与密封。
4.17 注浆:待注浆针头固定后,连接注浆针头与手持式注浆枪,利用手持式注浆枪进行裂缝注浆。
4.18 试件制备完毕。
本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。