制造紧固件的加工方法以及制造紧固件的加工装置
文献发布时间:2024-01-17 01:13:28
技术领域
本申请涉及镭焊加工的领域,尤其涉及一种制造紧固件的加工方法以及制造紧固件的加工装置。
背景技术
因运动产品市场发展需求除美观和性能方面,主要倾向于在产品上设置紧固件且要方便穿戴和脱除;故紧固件出现在生活中的很多方面,例如衣服,鞋子,佩戴形等具有弹性的柔性产品等。目前市面上主要采用钩子片(Hook Pad)粘接柔性产品以制造紧固件并进行固定或开合的功能,但对于钩子片与柔性产品之间的粘接区域几乎都没有任何加工,而缝纫本身属于高难度工艺,外观只有一面可以展示,另一面则采用另一钩子片进行遮蔽;现有技术的钩子片与柔性产品之间的粘接是采用缝纫或镭焊等方式进行加工,在精密性和外观管控严格的情况下,钩子片的粘接一般采用镭焊的方式。
钩子片镭焊要求柔性产品具有平整的表面,但现有技术中柔性产品的表面不平整造成钩子片粘接时因钩子片变形而影响整体的镭焊效果,致使钩子片与柔性产品之间的粘接力不均匀而容易脱落,严重影响柔性产品的外观以及功能性。
发明内容
有鉴于上述现有技术的不足,本申请的主要目的在于提供一种制造紧固件的加工方法以及制造紧固件的加工装置,通过对产品的黏接表面进行加工,使钩子片与柔性产品间的接触面具有均匀且优异的粘接力以提升产品的质量,使柔性产品具有良好的外观以及优异的功能性。
为达成上述目的,本申请所采取的一技术手段是提供前述制造紧固件的加工方法,所述加工方法包括以下步骤:
提供一第一载具;
在所述第一载具上设置一柔性产品;
执行一热压工序,对所述柔性产品完成热压使所述柔性产品的表层构成规整的一平整面;
将一个以上的钩子片设置在所述柔性产品的所述平整面上;
在所述钩子片与所述柔性产品间设有一焊接辅剂;
执行一镭焊工序,熔融所述焊接辅剂使所述钩子片粘接在所述柔性产品的所述平整面上。
较佳的,当完成「执行一热压工序,对所述柔性产品完成热压使所述柔性产品的表层构成规整的一平整面」的步骤,在所述步骤后加入一冷却工序以移除完成热压工序的所述柔性产品的热量。
较佳的,当前述方法执行到「将一个以上的钩子片设置在所述柔性产品的所述平整面上」的步骤,所述加工方法更包括以下子步骤:
提供一第二载具;
提供一钩子载板与多个离形膜;
所述钩子片的一面贴合离形膜,另一面喷涂所述焊接辅剂;
通过所述钩子载板与所述离形膜使所述钩子片设置在所述柔性产品的所述平整面上。
较佳的,所述热压工序、所述镭焊工序以及所述冷却工序的工艺条件如下:
所述热压工序的设定温度100摄氏度(℃)至230摄氏度(℃)、设置压力30公斤(Kg)至50公斤(Kg)、保压时间大于或等于(≧)60秒(s);
所述冷却工序的设定温度5摄氏度(℃)至15摄氏度(℃)、设置时间40秒(s)至80秒(s);
所述镭焊工序的镭焊能量180瓦特(W)~220瓦特(W)、焊接速度300毫米/秒(mm/s)~400毫米/秒(mm/s)、光斑直径1.3毫米(mm)~1.5毫米(mm)。
较佳的,所述热压工序加工所述柔性产品的表层以清除产品表层的凸起以及凹陷,使所述柔性产品的表层通过所述热压工序而构成所述平整面。
通过前述方法,对所述柔性产品热压以改变其表层的形态,热压后再进行镭焊使所述钩子片与所述柔性产品间具有均匀且优异的粘接力,所述热压工序可提升镭焊后的产品质量,赋予一紧固件良好的外观以及优异的功能性。
为达成上述目的本申请所采取的又一技术手段是提供前述制造紧固件的加工装置,所述制造紧固件的加工装置包括:
一柔性产品;
一第一载具,其上表面可置放所述柔性产品;
一热压件,其设置在所述第一载具的上方,且所述第一载具与所述热压件之间提供一间隙使一柔性产品可穿过所述间隙;
一第二载具,其上表面可置放所述柔性产品;
一钩子载板,其设置在所述第二载具上且所述第二载具与所述钩子载板之间具有另一间隙使所述柔性产品可穿过另一间隙;
一镭射镜头,其远离所述第二载具且设置在所述钩子载板的上方。
较佳的,所述制造紧固件的加工装置更包括:
一第一固定件,其远离所述热压件,设置在所述第一载具的上表面;
多个第一固定孔,其为所述第一载具的上表面朝下凹陷构成的凹口,所述第一固定件与所述第一固定孔连接;
一第二固定件,其远离所述钩子载板,设置在所述第二载具的上表面;
多个第二固定孔,其为所述第二载具的上表面朝下凹陷构成的凹口,所述第二固定件与所述第二固定孔连接;
一压板,其设置在所述钩子载板的顶面,所述压板由透明的材料制作而成;
多个定位柱,其垂直贯通所述钩子载板以及所述压板的上表面以及下表面。
较佳的,所述钩子载板具有多个内侧边框,所述内侧边框贯通所述钩子载板的上表面以及下表面。
较佳的,所述钩子载板更包括:
多个离形膜,其外周缘邻接所述内侧边框的侧面;
多个钩子片,其平行设置在所述离形膜的下表面;
多个焊接辅助层,其贴合所述钩子片的下表面设置。
较佳的,所述第二载具更包括多个定位槽,所述定位槽从所述第二载具的上表面朝下凹陷而构成,所述定位柱的底端垂直邻接所述定位槽的内底面,且所述定位柱的顶端从所述定位槽的内底面向上延伸凸出。
通过前述构造,所述热压件接触所述第一载具上的所述柔性产品以热压所述柔性产品,所述镭射镜头发射激光以熔融一焊接辅剂,通过所述焊接辅剂粘接所述第二载具上的所述柔性产品与所述钩子片而得到一紧固件,设置所述第一载具与所述第二载具以乘载所述柔性产品以提升加工后的产品质量,使所述紧固件具有良好的外观以及优异的功能性。
附图说明
图1是本申请的制造紧固件的加工方法的流程图;
图2是本申请的制造紧固件的加工方法的另一流程图;
图3是本申请的制造紧固件的加工装置的立体分解图;
图4是本申请的制造紧固件的加工装置的另一立体分解图;
图5是本申请的制造紧固件的加工装置的示意图;
图6是本申请的制造紧固件的加工装置的另一示意图;
图7是图4的A-A’线段的剖视图;
图8是本申请的制造紧固件的加工装置的又一示意图;
图9是本申请的制造紧固件的加工装置的又一示意图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
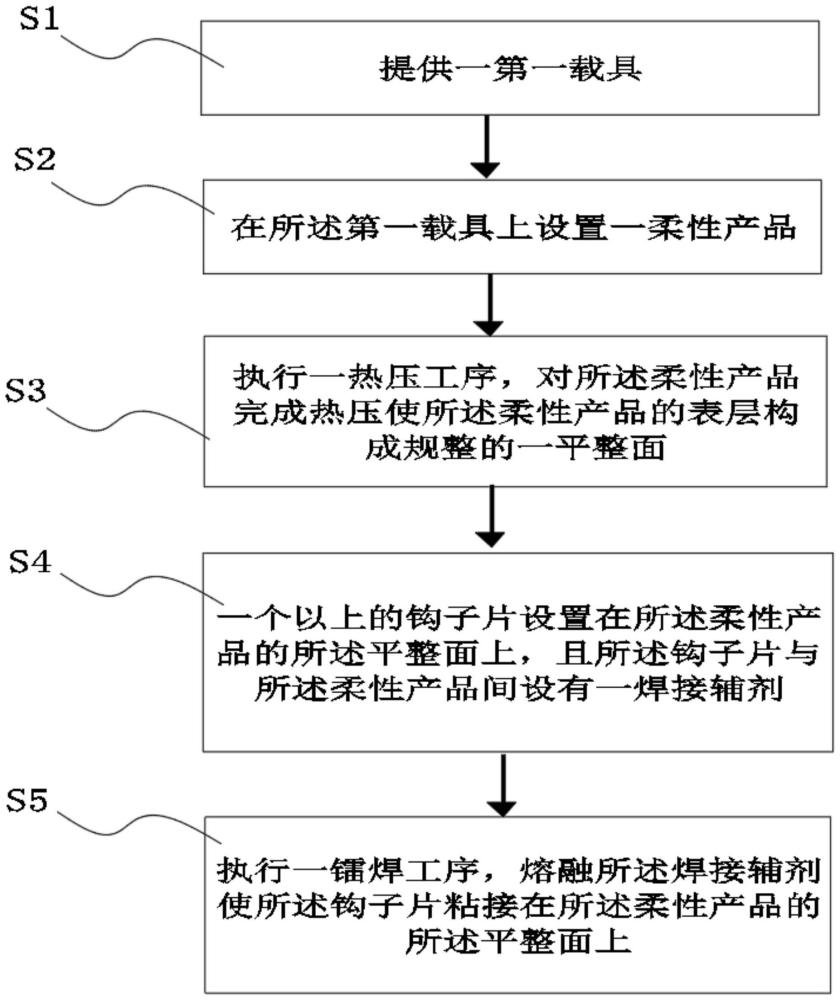
关于本申请的制造紧固件的加工方法的较佳实施例,如图1所示,所述加工方法包括以下步骤:
提供一第一载具(S1);
在所述第一载具上设置一柔性产品(S2);
执行一热压工序,对所述柔性产品完成热压使所述柔性产品的表层构成规整的一平整面(S3);
一个以上的钩子片设置在所述柔性产品的所述平整面上,且所述钩子片与所述柔性产品间设有一焊接辅剂(S4);
执行一镭焊工序,熔融所述焊接辅剂使所述钩子片粘接在所述柔性产品的所述平整面上(S5)。
在本实施例中,当前述方法执行到「执行一热压工序,对所述柔性产品完成热压使所述柔性产品的表层构成规整的一平整面(S3)」的步骤,在所述步骤后加入一冷却工序,且所述热压工序、所述镭焊工序以及所述冷却工序的工艺条件如下:
所述热压工序的工艺条件:设定温度100摄氏度(℃)至230摄氏度(℃),设置压力30公斤(Kg)~50公斤(Kg),保压时间大于或等于(≧)60秒(s)。
所述镭焊工序的工艺条件:镭焊能量180瓦特(W)~220瓦特(W),焊接速度300毫米/秒(mm/s)~400毫米/秒(mm/s),光斑直径1.3毫米(mm)~1.5毫米(mm)。
所述冷却工序的工艺条件:设定温度5度(℃)~15度(℃),设置时间40秒(s)~80秒(s)。
具体来说,通过所述冷却工序移除所述平整面在所述热压工序积累的热量,以避免所述柔性产品在后续的所述镭焊工序中熔融变形,造成产品质量异常。
进一步的,所述焊接辅剂在所述镭焊工序中接收一激光,所述焊接辅剂因接收所述激光使所述焊接辅剂的温度升高而具有较多的热量,此时所述焊接辅剂的热量朝邻接的所述钩子片与所述柔性产品转移,当热量转移至所述钩子片与所述柔性产品的所述平整面时,若所述柔性产品的所述平整面在完成所述热压工序而未完成所述冷却工序的条件下执行所述镭焊工序,则所述柔性产品在所述镭焊工序积累的热量加总所述热压工序中积累的热量,在所述柔性产品内构成一总热量,若所述总热量使所述柔性产品的温度升高,若所述柔性产品的实际温度高于所述柔性产品的熔融温度,则所述柔性产品出现熔融而失去功能性,且所述平整面因熔融而凹凸不平或卷曲。
更进一步的,所述柔性产品的熔点需高于所述柔性产品上升的温度,故,通过在所述热压工序后加入所述冷却工序使所述柔性产品在镭焊前降温,移除在所述热压工序中积累的热量以降低所述总热量,因所述总热量降低,所述镭焊工序可选用较大的焊接能量以及更慢的焊接速度以粘接所述钩子片在所述柔性产品的表面,以避免粘接力不均匀甚至粘接力度小致使所述钩子片脱落。
在本实施例中,当前述方法执行到「一个以上的钩子片设置在所述柔性产品的所述平整面上,且所述钩子片与所述柔性产品间设有一焊接辅剂(S4)」的步骤,如图2所示,更包括以下子步骤:
提供一第二载具,在所述第二载具上设置完成热压的所述柔性产品(S40);
提供一钩子载板与多个离形膜,所述离形膜根据所述钩子载板的多个内侧边框而设置在所述钩子载板中(S41);
所述钩子片的一面贴合所述离形膜,另一面喷涂所述焊接辅剂(S42);
通过所述钩子载板与所述离形膜使所述钩子片设置在所述柔性产品的所述平整面上(S43)。
在本实施例中,因所述热压工序给予所述柔性产品的热量由所述热压工序的设定温度以及保压时间决定,故,当所述柔性产品执行所述热压工序时会在所述柔性产品内积累热量而使所述柔性产品的温度上升,若所述柔性产品的实际温度高于所述柔性产品的熔融温度,则所述柔性产品出现熔融而无法得到规整的所述平整面。
在本实施例中,所述热压工序加工所述柔性产品的表层以清除产品表层的凸起以及凹陷,使所述柔性产品的表层通过所述热压工序而构成所述平整面。
进一步的,因所述柔性产品的表层可使用多种不同的材料以及多种不同的工艺制造而成,因使用不同材料或不同的工艺制造的所述柔性产品具有不同长度的毛边或不同直径的编织线使所述柔性产品的表层具有不同的构形,如毛边的凸起长度不同、编织线的排列方向不同以及编织线的直径不同使所述柔性产品的表层构成凹陷或凸起,故,需使用所述热压工序对所述柔性产品的表层进行加工,通过所述热压工序消除毛边以及编织线在所述柔性产品的表层的构形,使所述柔性产品的表层具有相同纵向高度的所述平整面,并通过所述镭焊工序加工所述平整面以得到具有均匀粘接力的一紧固件。
另外,当前述方法执行到「一个以上的钩子片设置在所述柔性产品的所述平整面上,且所述钩子片与所述柔性产品间设有一焊接辅剂(S4)」的步骤时,在所述步骤后可加入一固定工序:
提供透明的一压板,其设置在所述钩子载板上;
所述压板在镭焊过程中对所述钩子片与所述柔性产品施以一固定压力避免所述钩子片或所述柔性产品在镭焊过程中出现位移;
工艺条件:固定压力50公斤(Kg)~55公斤(Kg)。
具体来说,当执行所述热压工序时,所述热压工序的设定温度100摄氏度(℃)至230摄氏度(℃),但在热压时测量所述柔性产品的实测温度是75摄氏度(℃)至105摄氏度(℃),且实测温度在没有达到所述柔性产品熔融的条件下,可增加设定温度以提升实测温度,以缩短所述柔性产品的所述平整面被定形的保压时间,若所述柔性产品的熔融温度较低则在固定实测温度的条件下适当增加保压时间通过较长的保压时间以构成所述平整面。
进一步的,造成所述柔性产品表层不平整的因素,如灰尘、毛边以及缝纫线凸出,使所述柔性产品的表层在所述热压工序中因受热柔化而被下压使所述柔性产品的表层构成规整的所述平整面。当执行所述镭焊工序时,因规整的所述平整面使镭焊对所述钩子片与所述柔性产品间的焊接次数仅需一次,避免重复镭焊在所述平整面积累过多的热量造成所述柔性产品熔融以节省加工成本。
更进一步的,不同材料制造的所述柔性产品具有不同的熔融温度,而所述镭焊工序的焊接能量以及焊接速度使所述柔性产品的所述平整面在镭焊过程中积累热量,焊接能量越大或焊接速度越慢则所述平整面积累的热量越多,若焊接能量过小或焊接速度过快使所述焊接辅剂熔融不完全则所述钩子片与所述柔性产品间无法完整粘结,故,在镭焊过程中需根据所述柔性产品以及所述焊接辅剂的熔融条件调节所述镭焊工序的焊接能量以及焊接速度。
另外,本申请进一步归纳用于前述制造紧固件的加工装置,如图3、图4、图5以及图6所示,所述制造紧固件的加工装置包括:
一第一载具1,其是执行一热压工序时使用的平台,其上表面可置放所述柔性产品P;
一热压件2,其设置在所述第一载具1的上方,且所述第一载具与所述热压件之间提供一间隙使一柔性产品P可穿过所述间隙且所述柔性产品P平行设置在所述第一载具1与所述热压件2之间,并贴合所述第一载具1的上表面,使所述柔性产品P经过热压工序加工后,成为所述柔性产品P’,故,所述柔性产品P’为经过热压工序加工后的所述柔性产品P;
一第二载具3,其是执行一镭焊工序时使用的平台,其上表面可置放所述柔性产品P’;
一钩子载板4,其设置在所述第二载具3上;将经过热压工序加工的所述柔性产品P’设置在所述第二载具3与所述钩子载板4之间具有另一间隙使所述柔性产品P’可穿过另一间隙并设置在所述第二载具3与所述钩子载板4之间,所述第二载具3、所述钩子载板4以及所述柔性产品P’彼此平行贴合;
一镭射镜头5,其远离所述第二载具3且设置在所述钩子载板4的上方,本实施例中的所述柔性产品P’具有一平整面S。
在本实施例中,再如图3、图4、图5以及图6,所述制造紧固件的加工装置更包括:
一第一固定件61,其远离所述热压件2,设置在所述第一载具1的上表面,且所述第一固定件61的底面贴合柔性产品P;
多个第一固定孔11,其为所述第一载具1的上表面朝下凹陷构成的凹口,所述第一固定孔11与所述第一固定件61连接,具体来说,所述第一固定件61的两侧边凸出所述柔性产品P边缘并弯折朝下延伸进入所述第一固定孔11;
一第二固定件62,其远离所述柔性产品P’的所述平整面,设置在所述第二载具3的上表面,且所述第二固定件62的底面贴合所述柔性产品P’;
多个第二固定孔31,其为所述第二载具3的上表面朝下凹陷构成的凹口,所述第二固定孔31与所述第二固定件62连接,具体来说,所述第二固定件62的两侧边凸出所述柔性产品P’边缘并弯折朝下延伸进入所述第二固定孔31;
一压板7,其设置在所述钩子载板4的上表面,且所述压板7是透明塑胶材料构成;
多个定位柱8,其垂直贯通所述钩子载板4以及所述压板7的上表面以及下表面而构成多个通孔81,所述定位柱8连接所述通孔81使所述钩子载板4以及所述压板7固定在所述柔性产品P’上且彼此贴合。
在本实施例中,所述钩子载板4具有多个内侧边框41,所述内侧边框41贯通所述钩子载板4的上表面以及下表面。
另外,所述柔性产品P以及所述柔性产品P’在接近外周缘的表面具有不同颜色,根据颜色的差异在所述柔性产品P以及所述柔性产品P’的表面构成多个分界线L。
在本实施例中,如图7所示,且图7是图4的A-A’线段的剖视图,所述钩子载板4,更包括:
多个离形膜42,其为具有粘性的透明薄膜,所述离形膜42的外周缘黏附所述内侧边框41的侧面;
多个钩子片H,其平行设置在所述离形膜42的下表面,所述离形膜42的表面边长大于所述钩子片H的表面边长;
多个焊接辅助层43,其为一焊接辅剂喷涂在所述钩子片H的下表面而构成,所述焊接辅助层43的上表面贴合所述钩子片H的下表面。
详细来说,如图8所示,所述钩子片H可为透明的材质构成,当一激光R投射在所述钩子片H的表层,透明的所述钩子片H使激光R以折射方式进入所述钩子片H以熔融所述焊接辅助层43,如图9所示,所述钩子片H可为深色的材质构成,深色的所述钩子片H使所述激光R可穿透所述钩子片H以熔融所述焊接辅助层43,深色的所述钩子片H可吸收所述激光R的能量以降低所述激光R进入深色的所述钩子片H的热量耗损,使所述激光R抵达所述焊接辅助层43时,仍具有对所述焊接辅助层43熔融的热量,所述离形膜42以及所述压板7需选用所述激光R可穿透的材料制作。
进一步的,所述离形膜42贴合所述钩子片H后,所述离形膜42的外周缘沿所述内侧边框41与所述钩子片H的外周缘构成透明的一间隙D,通过俯视所述钩子载板4并从所述间隙D看见所述钩子载板4下方的所述柔性产品P’的所述平整面S。
具体来说,通过所述间隙D与所述分界线L将所述钩子载板4定位在所述柔性产品P’的所述平整面S上,当所述钩子片H粘接在所述柔性产品P’的表面后,得到所述紧固件,若所述间隙D与所述分线接L之间的定位偏移则所述紧固件将不符合产品所规定的外观规格,所述钩子载板4的所述内侧边框41中设置有所述离形膜42、所述钩子片H以及所述焊接辅助层43。
在本实施例中,所述第二载具3更具有多个定位槽32,其邻接所述柔性产品P’的两侧边,并从所述第二载具3的上表面向下凹陷设置,所述定位槽32平行所述柔性产品P’的侧边,所述定位柱8的底端邻接所述定位槽32使所述定位柱8垂直贴合所述定位槽32的内底面,所述定位柱8从所述定位槽32的内底面向上延伸凸出且贯通所述钩子载板4以及所述压板7。
进一步的,当完成所述钩子载板4与所述柔性产品P’之间的定位时,将所述压板7置放在所述钩子载板4的上表面,以所述定位柱8通过所述定位孔81垂直贯通所述压板7以及所述钩子载板4以固定所述柔性产品P’在所述第一载具1或所述第二载具3的表面,所述离形膜42、所述钩子片H以及所述焊接辅助层43在镭焊过程中固定在所述第二载具3上,避免在镭焊过程中因前述组件的位移而造成所述激光R在所述镭焊工序中偏移而未对一定点进行熔融。
更进一步的,当完成所述钩子载板4与所述柔性产品P’的定位时,可将所述钩子载板4拆除然后通过所述压板7抵压所述离形膜42的表面使所述离形膜42、所述钩子片H以及所述焊接辅助层43固定在所述柔性产品P’的表面。根据不同类型的所述柔性产品P’以及设置在所述柔性产品P’上的所述钩子片H的数量,调节所述定位柱8设置在所述定位槽32中的位置,故所述定位槽32需为一线性凹槽使所述定位柱8在平行所述线性凹槽的方向上移动以方便进行定位。
接着,当所述钩子片H定位完成且被固定在所述柔性产品P’上时,所述镭射镜头5朝下方发出所述激光R,所述激光R穿通所述压板7、所述离形膜42以及所述钩子片H以熔融所述焊接辅助层43,使所述钩子片H粘接在所述柔性产品P’上以得到所述紧固件。
综上所述,将所述柔性产品P放在所述第一载具1上以所述热压件2执行所述热压工序以得到规整的所述平整面S,将所述柔性产品P’放在所述第二载具3上以所述钩子载板4将所述钩子片H定位在所述平整面S上,通过所述镭射镜头5发出所述激光R使所述钩子片H粘接在所述柔性产品P上以得到紧固件,通过在所述镭焊工序前设置所述热压工序使紧固件具有均匀的粘接力以及良好的外观,同时提升紧固件的粘接力以具有优异的功能性。