一种高分子环保材料可降解餐盒及其制备工艺
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及一种高分子环保材料可降解餐盒及其制备工艺。
背景技术
传统的泡沫餐盒和塑料餐盒由于难以降解和其的使用会对环境造成污染和破坏而逐渐被淘汰,取而待之的有纸制餐盒,纸制餐盒虽然易于降解和其的使用比较环保,但目前的纸制餐盒均存在防水效果差和容易变形等技术问题亟待解决。但不管是泡沫餐盒、塑料餐盒,还是纸制餐盒,其均不具有保鲜和抑菌的功能。
以废纸、木浆或其它植物纤维为原料的可降解餐盒,制备所有的混料浆浓度不够,造成餐盒纸板强韧度弱,易折损,材料纤维受环境潮湿的影响程度大,不利于长时间存放。因此,针对上述问题提出一种高分子环保材料可降解餐盒及其制备工艺。
发明内容
本发明的目的就在于为了解决上述问题而提供一种高分子环保材料可降解餐盒及其制备工艺。
本发明通过以下技术方案来实现上述目的,一种高分子环保材料可降解餐盒,由盒体和包覆在盒体表面的双防隔膜组成;
所述盒体以重量比例数计,由以下成分组成:甘蔗浆:20~30%、竹浆:30~40%、木浆:30~40%;
所述双防隔膜以重量比例数计,由以下成分组成:食用级防水剂:3~6%、食用级防油剂:3~6%。
优选的,所述高分子环保材料可降解餐盒的制备工艺如下:
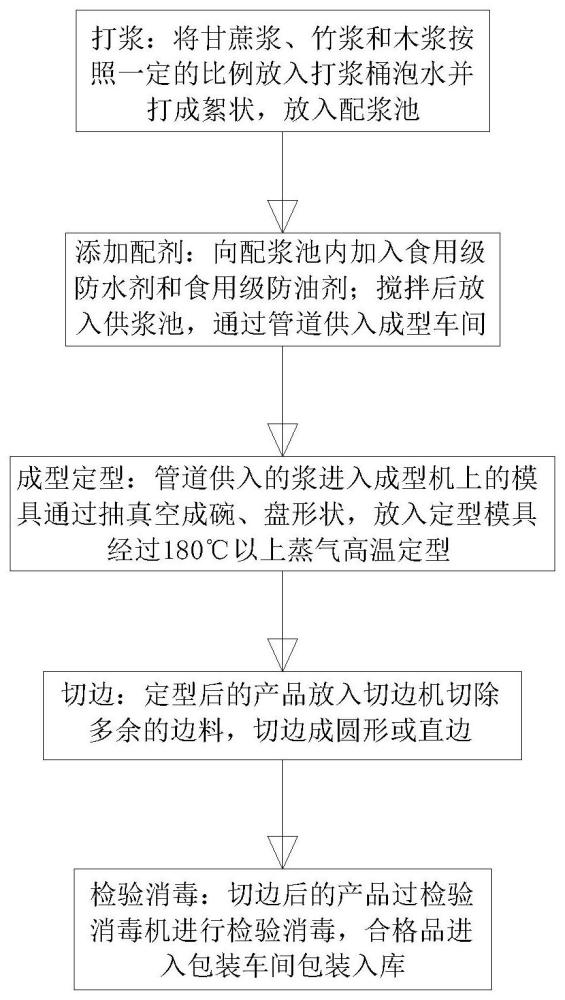
步骤一、打浆:将甘蔗浆、竹浆和木浆按照一定的比例放入打浆桶泡水并打成絮状,放入配浆池;
步骤二、添加配剂:向配浆池内加入食用级防水剂和食用级防油剂;搅拌后放入供浆池,通过管道供入成型车间;
步骤三、成型定型:管道供入的浆进入成型机上的模具通过抽真空成碗、盘形状,放入定型模具经过180℃以上蒸气高温定型;
步骤四、切边:定型后的产品放入切边机切除多余的边料,切边成圆形或直边;
步骤五、检验消毒:切边后的产品过检验消毒机进行检验消毒,合格品进入包装车间包装入库。
优选的,在所述步骤一中,木浆、甘蔗浆和竹浆之间的比例为3~4:2~3:3~4形成混合浆料,对混合浆料的打浆转速控制在500rpm~2000rpm,打浆时间为5min~10min,混合浆料:94%~97%。
优选的,在所述步骤一中,打浆桶内的絮状浆浓度经浓缩蒸发器控制在3.5%wt%~4.0%wt%,浓度达标的絮状浆中含水量为3%-6%。
优选的,在所述步骤二中,添加配剂中还含有食品保鲜剂溶液,食品保鲜剂溶液成分组成包括宁檬酸溶液和海藻酸纳溶液中的一种或二种以上之混合。
优选的,在所述步骤二中配浆池内的搅拌转速控制在500rpm~2000rpm,搅拌环境温度为175~178℃。
本发明的有益效果是:采用甘蔗浆、竹浆和木浆混合生产出来的纸浆模塑餐盒能够达到高效降解的环保需求,完全做到无污染,同时水分调控混合浆料的浓度在3.5%wt%~4.0%wt%,增强成品餐盒纸板的强韧性,基于30~40%竹浆中竹纤维的抑菌特征,确保了餐盒更好的抑菌性能,添加各3~6%的食用级防水剂和食用级防油剂,以达到在盒体表面形成防水防油的耐高温双防膜,解决餐盒受潮形变及发霉的存放问题。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
图1为本发明的高分子环保材料可降解餐盒的制备工艺流程图。
具体实施方式
为使得本发明的发明目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
在本发明的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
请参阅图1所示,一种高分子环保材料可降解餐盒,由盒体和包覆在盒体表面的双防隔膜组成;
所述盒体以重量比例数计,由以下成分组成:甘蔗浆:20~30%、竹浆:30~40%、木浆:30~40%;
所述双防隔膜以重量比例数计,由以下成分组成:食用级防水剂:3~6%、食用级防油剂:3~6%。
优选的,所述高分子环保材料可降解餐盒的制备工艺如下:
步骤一、打浆:将甘蔗浆、竹浆和木浆按照一定的比例放入打浆桶泡水并打成絮状,放入配浆池;
步骤二、添加配剂:向配浆池内加入食用级防水剂和食用级防油剂;搅拌后放入供浆池,通过管道供入成型车间;
步骤三、成型定型:管道供入的浆进入成型机上的模具通过抽真空成碗、盘形状,放入定型模具经过180℃以上蒸气高温定型;
步骤四、切边:定型后的产品放入切边机切除多余的边料,切边成圆形或直边;
步骤五、检验消毒:切边后的产品过检验消毒机进行检验消毒,合格品进入包装车间包装入库。
进一步地,在所述步骤一中,木浆、甘蔗浆和竹浆之间的比例为3~4:2~3:3~4形成混合浆料,对混合浆料的打浆转速控制在500rpm~2000rpm,打浆时间为5min~10min,混合浆料:94%~97%。
进一步地,在所述步骤一中,打浆桶内的絮状浆浓度经浓缩蒸发器控制在3.5%wt%~4.0%wt%,浓度达标的絮状浆中含水量为3%-6%。
进一步地,在所述步骤二中,添加配剂中还含有食品保鲜剂溶液,食品保鲜剂溶液成分组成包括宁檬酸溶液和海藻酸纳溶液中的一种或二种以上之混合。
进一步地,在所述步骤二中配浆池内的搅拌转速控制在500rpm~2000rpm,搅拌环境温度为175~178℃。
该种高分子环保材料可降解餐盒及其制备工艺的有益之处在于:采用甘蔗浆、竹浆和木浆混合生产出来的纸浆模塑餐盒能够达到高效降解的环保需求,完全做到无污染,同时水分调控混合浆料的浓度在3.5%wt%~4.0%wt%,增强成品餐盒纸板的强韧性,基于30~40%竹浆中竹纤维的抑菌特征,确保了餐盒更好的抑菌性能,添加各3~6%的食用级防水剂和食用级防油剂,以达到在盒体表面形成防水防油的耐高温双防膜,解决餐盒受潮形变及发霉的存放问题。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的得同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。