一种铝制收纳箱及其生产方法
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及铝箱制造技术领域,特别涉及一种铝制收纳箱及其生产方法。
背景技术
目前铝合金箱包生产市场上,箱体的构造通常是是上下盖分别由5个面多种尺寸板通过组装形成,即需要5个尺寸的10张板进行生产,造成了很多拼接位置以及多达20多次工序才能完成生产,而生产铝箱的高人工成本就是源于传统的生产工艺很多零件没有集成化,需要很多的铆合加工,导致传统的铝箱工具箱生产需要大量工人,是人工密集型产业。另一方面,工序过多对于产品品质来说很难控制,出现生产故障的概率更高,影响生产效率。
发明内容
本发明的目的在于提供一种铝制收纳箱的生产方法及其方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明的一方面提供如下技术方案:
一种铝制收纳箱,所述铝制收纳箱包括:
上盖,所述上盖由一块铝材折弯成型;
下盖,所述下盖包括折弯成型的前面板、后面板以及左右面和底面一体板组装而成,所述上盖和所述下盖的一侧铆接有转动合页,另一侧铆接有锁扣。
优选地,所述上盖和所述下盖相贴合处分别铆接有上下盖接触铝材。
优选地,所述上盖和所述下盖的四角分别铆接有箱体包角。
优选地,所述铝制收纳箱的底部四角分别设置万向轮,顶部和侧面分别设置有提手,背面设置有伸缩拉杆。
本发明的另一方面提供了一种铝制收纳箱的生产方法,用于生产如前文所述的铝制收纳箱,包括以下步骤:
S1、箱体铝板加工:在铝板原材料上切割出上盖板材和下盖板材,经冲孔机加工孔位和折弯机折弯成型,等待氧化处理;
S2、上下盖接触铝材加工:将铝板原材料切割至需要的长度,通过冲孔机加工出锁孔和安装孔位,然后通过折弯机折弯成型,等待氧化处理;
S3、氧化处理:将折弯成型的上盖板材、下盖板材以及上下盖接触铝材送氧化厂氧化处理;
S4、机械打钉铆合:通过铆钉机将氧化处理后的上盖板材、下盖板材以及上下盖接触铝材铆接组装半成品箱体;
S5、半成品质检:对半成品箱体进行质检,合格后转后续工序;
S6、内里加工:对质检合格的半成品箱体按生产要求把箱内生产完成;
S7、成品包装:对成品的铝制收纳箱进行包装,集中转运仓库。
优选地,步骤S1中所述在铝板原材料上切割出上盖板材和下盖板材,经冲孔机加工孔位和折弯机折弯成型包括以下步骤:
S11、按设计图纸在在铝板原材料上切割出4块箱体铝板,其中1块属上盖板材,另外3块属下盖板材;
S12、对上盖板材和下盖板材分别通过冲孔机加工出安装孔位;
S13、对切好的上盖板材的四边利用R19折弯模具通过折弯机折弯成型得到上盖;
S14、对切好的下盖板材的前面板和后面板上远离上盖板材的长边利用R19折弯模具通过折弯机折弯成型,两个宽边利用R30折弯模具通过折弯机折弯成型;
S15、对切好的上盖板材的左右面和底面一体板利用R19折弯模具通过折弯机折弯成型。
优选地,步骤S1还包括:
S16、对左右面和底面一体板的外侧面通过拉杆孔模加工出拉杆孔。
优选地,步骤S4中所述通过铆钉机将氧化处理后的上盖板材、下盖板材以及上下盖接触铝材铆接组装半成品箱体包括:
S41、通过铆钉机将上盖和上下盖接触铝材铆合;
S42、将前面板、后面板以及左右面和底面一体板通过铆钉机铆合得到下盖,通过铆钉机将下盖和上下盖接触铝材铆合;
S43、通过铆钉机将箱体包角、万向轮分别铆合于上盖和下盖的对应位置;
S43、将转动合页和锁扣分别铆合于上盖和下盖的两侧,组装为半成品箱体;
S44、在半成品箱体的顶面和侧面安装提手,背面安装伸缩拉杆。
与现有技术相比,本发明的有益效果是:
本发明的实施方式提供的一种铝制收纳箱的上盖采用一块板材折弯成型,下盖则采用三块板材组成成型,相对于传统的铝箱节省了板材的数量,减少了板材的切割工序,相应地也减少了更多铆接和拼装工序,从而简化了生产工艺,不仅节省了人力付出和人工成本,降低了产品成本,同时也直接提高了生产品质可控性,有利于提高铝箱的生产效率和生产质量。
附图说明
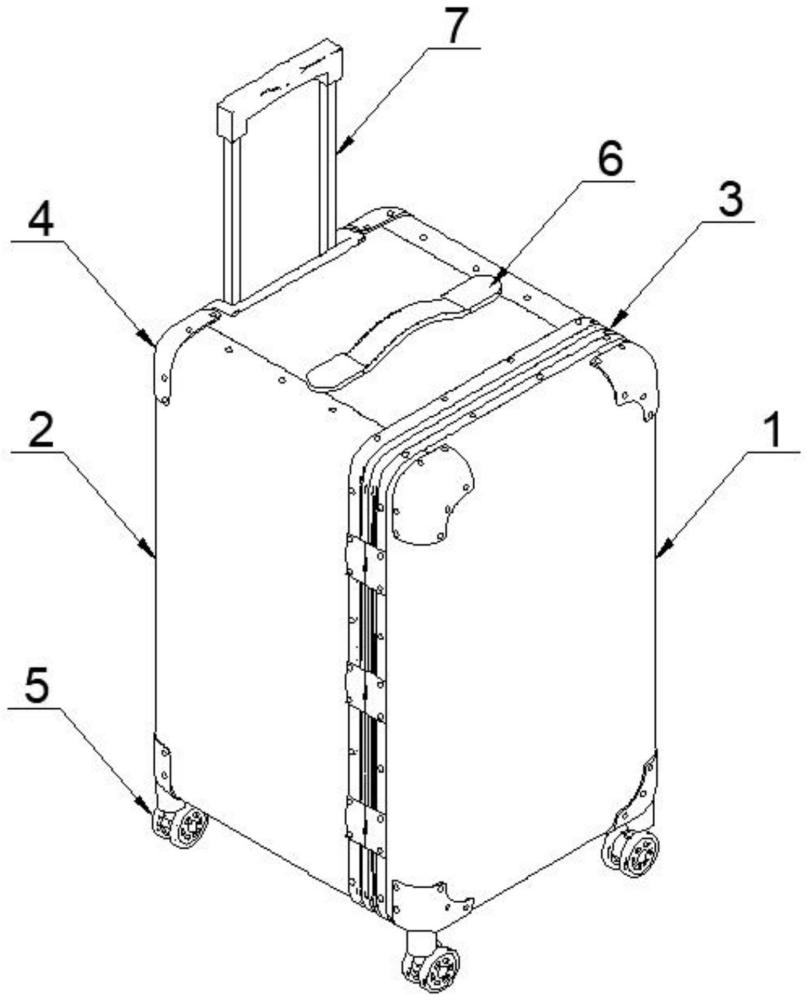
图1为本发明的实施方式提供的一种铝制收纳箱的结构示意图;
图2为本发明的实施方式提供的一种铝制收纳箱的零件图;
图3为本发明的实施方式提供的一种铝制收纳箱的生产方法的流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
图1为本发明的实施方式提供的一种铝制收纳箱的结构示意图,图2为本发明的实施方式提供的一种铝制收纳箱的零件图。本发明的实施方式提供了一种铝制收纳箱,如图1和图2所示,该铝制收纳箱可以包括:
上盖1,上盖1由一块铝材折弯成型;
下盖2,下盖2包括折弯成型的前面板21、后面板22以及左右面和底面一体板23组装而成,上盖1和下盖2的一侧铆接有转动合页,另一侧铆接有锁扣。此处的“前”、“后”、“左”、“右”、“底”指的是下盖2加工时的方位。
本发明的实施方式提供的一种铝制收纳箱的上盖1采用一块板材折弯成型,下盖2则采用三块板材组成成型,相对于传统的铝箱节省了板材的数量,减少了板材的切割工序,相应地也减少了更多铆接和拼装工序,从而简化了生产工艺,不仅节省了人力付出和人工成本,降低了产品成本,同时也直接提高了生产品质可控性,有利于提高铝箱的生产效率和生产质量。
如图1和图2所示,在本发明的一种实施方式中,该铝制收纳箱的上盖1和下盖2相贴合处分别铆接有上下盖接触铝材3。上下盖接触铝材3起到包边的作用,上下盖接触铝材3具有较大的接触面,使上盖1和下盖2可以更好地贴合。
在本发明的一种实施方式中,如图1和图2所示,该铝制收纳箱的上盖1和下盖2的四角分别铆接有箱体包角4。箱体包角4用于包覆伴着折弯形成的空隙,同时采用较软的材质制成,可以表面人员碰伤。
进一步地,如图1和图2所示,该铝制收纳箱的底部四角分别设置万向轮5,顶部和侧面分别设置有提手6,背面设置有伸缩拉杆7,以便于该铝制收纳箱的移动和使用。
图3为本发明的实施方式提供的一种铝制收纳箱的生产方法的流程图。本发明还提供了一种铝制收纳箱的生产方法,用于生产如前文所述的铝制收纳箱,如图3所示,该铝制收纳箱的生产方法包括以下步骤:
S1、箱体铝板加工:在铝板原材料上切割出上盖板材和下盖板材,经冲孔机加工孔位和折弯机折弯成型,等待氧化处理;
S2、上下盖接触铝材加工:将铝板原材料切割至需要的长度,通过冲孔机加工出锁孔和安装孔位,然后通过折弯机折弯成型,等待氧化处理;
S3、氧化处理:将折弯成型的上盖板材、下盖板材以及上下盖接触铝材送氧化厂氧化处理;
S4、机械打钉铆合:通过铆钉机将氧化处理后的上盖板材、下盖板材以及上下盖接触铝材铆接组装半成品箱体;
S5、半成品质检:对半成品箱体进行质检,合格后转后续工序;
S6、内里加工:对质检合格的半成品箱体按生产要求把箱内生产完成;
S7、成品包装:对成品的铝制收纳箱进行包装,集中转运仓库。
在本发明的一种实施方式中,该铝制收纳箱的生产方法的步骤S1中在铝板原材料上切割出上盖板材和下盖板材,经冲孔机加工孔位和折弯机折弯成型具体包括以下步骤:
S11、按设计图纸在在铝板原材料上切割出4块箱体铝板,其中1块属上盖板材,另外3块属下盖板材;
S12、对上盖板材和下盖板材分别通过冲孔机加工出安装孔位;
S13、对切好的上盖板材的四边利用R19折弯模具通过折弯机折弯成型得到上盖1;
S14、对切好的下盖板材的前面板21和后面板22上远离上盖板材的长边利用R19折弯模具通过折弯机折弯成型,两个宽边利用R30折弯模具通过折弯机折弯成型;
S15、对切好的上盖板材的左右面和底面一体板23利用R19折弯模具通过折弯机折弯成型,左右面和底面一体板23折弯成型后为U形板。
进一步地,该铝制收纳箱的生产方法的步骤S1还包括:
S16、对左右面和底面一体板23的外侧面通过拉杆孔模加工出拉杆孔,该拉杆孔用于安装伸缩拉杆7。
在本发明的一种实施方式中,该铝制收纳箱的生产方法的步骤S4中通过铆钉机将氧化处理后的上盖板材、下盖板材以及上下盖接触铝材铆接组装半成品箱体包括:
S41、通过铆钉机将上盖1和上下盖接触铝材3铆合;
S42、将前面板21、后面板22以及左右面和底面一体板23通过铆钉机铆合得到下盖2,通过铆钉机将下盖2和上下盖接触铝材3铆合;
S43、通过铆钉机将箱体包角4、万向轮5分别铆合于上盖1和下盖2的对应位置;
S43、将转动合页和锁扣分别铆合于上盖1和下盖2的两侧,组装为半成品箱体;
S44、在半成品箱体的顶面和侧面安装提手6,背面安装伸缩拉杆7。
通过上述技术方案,本发明的实施方式提供的一种铝制收纳箱的上盖1采用一块板材折弯成型,下盖2则采用三块板材组成成型,总计为三种尺寸的四块板材,相对于传统的铝箱节省了板材的数量,减少了板材的切割工序,相应地减少了更多铆接和拼装工序,从而简化了生产工艺,不仅节省了人力付出和人工成本,降低了产品成本,同时也直接提高了生产品质可控性,有利于提高铝箱的生产效率和生产质量。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。