一种不锈钢复合管
文献发布时间:2023-06-19 11:08:20
技术领域
本发明涉及制刷行业领域,具体是一种不锈钢复合管。
背景技术
传统刷轴由不锈钢制作,由于刷轴细长,且重量重,刷辊在高速转动时,因自重产生抖动并发生弯曲和扭转变形。目前的细长刷轴由不锈钢制作,不锈钢比重较大,强度虽然较高,但在高速转动时,由于自身的重量导致刷轴变形,以致不能正常使用。
发明内容
本发明的目的在于提供一种不锈钢复合管,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种不锈钢复合管,包括不锈钢管体,所述不锈钢管体的内侧设有碳纤维管,所述不锈钢管体的外表面设有改性树脂层;
所述改性树脂层,由以下重量份的原料制成:环氧树脂23-38份、纳米二氧化硅2-4份、竹原纤维8-12份、连续碳纤维2-7粉、石英纤维3-5份、陶瓷纳米颗粒8-12份、偶联剂2-5份、纳米二氧化钛2-7份、纳米硼化钛6-10份、碳化钛3-5份、湿法绢云母3-8份、软化水18-25份、分散剂2-5份、润滑剂2-7份、成膜助剂1-3份。
所述改性树脂层,由以下重量份的原料制成:环氧树脂23份、纳米二氧化硅2份、竹原纤维8份、连续碳纤维2粉、石英纤维3份、陶瓷纳米颗粒8份、偶联剂2份、纳米二氧化钛2份、纳米硼化钛6份、碳化钛3份、湿法绢云母3份、软化水18份、分散剂2份、润滑剂2份、成膜助剂1份。
所述改性树脂层,由以下重量份的原料制成:环氧树脂38份、纳米二氧化硅4份、竹原纤维12份、连续碳纤维7粉、石英纤维5份、陶瓷纳米颗粒12份、偶联剂5份、纳米二氧化钛7份、纳米硼化钛10份、碳化钛5份、湿法绢云母8份、软化水25份、分散剂5份、润滑剂7份、成膜助剂3份。
所述改性树脂层,由以下重量份的原料制成:环氧树脂33份、纳米二氧化硅3份、竹原纤维10份、连续碳纤维5粉、石英纤维4份、陶瓷纳米颗粒10份、偶联剂3.5份、纳米二氧化钛4份、纳米硼化钛8份、碳化钛4份、湿法绢云母6份、软化水23份、分散剂3.5份、润滑剂4.5份、成膜助剂2份。
所述不锈钢管体的外表面缠绕加强筋,所述加强筋为螺旋形加强筋。
所述湿法绢云母的粒度为80-150目;
所述分散剂由EDTA锌和甲基丙烯酸十二氟庚酯按5:3质量比混合而成。
所述成膜助剂为丙二醇甲醚醋酸脂。
一种不锈钢复合管的制作方法,将不锈钢管置于感应加热炉高温加热至280-310°C,根据热胀冷缩原理,不锈钢管的内孔直径随温度升高而增大,利用液压机趁热将碳纤维管(耐高温)挤入不锈钢管内,冷却后使其融合,再将加强筋焊接在不锈钢管上,将不锈钢管两端堵住,然后浸没到改性树脂中,提起沥干,打磨,得到所述处理后的不锈钢复合管。
与现有技术相比,本发明的有益效果是:
本发明的不锈钢复合管,不锈钢管体的内侧设有碳纤维管,不锈钢复合管因挤入碳纤维管,减轻了刷轴的重量,提高了刷轴的强度,变形得到了有效的控制。本发明复合管具有重量轻、强度高、不变形等特点,使用效果好,成本低,复合管的制作方法简单,易制作。
不锈钢管体的外表面缠绕加强筋,加强筋为螺旋形加强筋,它设置在不锈钢管体的外壁上,它能减少不锈钢管总重量,加强不锈钢管结构强度,保持不锈钢管刚性。
不锈钢管体的外表面设有改性树脂层,该改性树脂层能够显著的提高该不锈钢复合管的耐磨性、防水性和自清洁性,提高该不锈钢复合管在使用过程中的稳定性。同时起到一定的缓冲作用力,延长不锈钢管的使用寿命,不锈钢管的耐用性得到提高。
附图说明
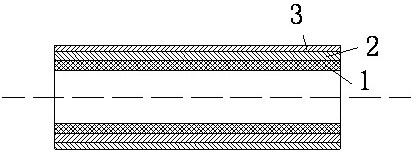
图1为本发明的剖视图。
图2为本发明侧视图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
请参阅图1和2,本发明实施例中,
实施例1
一种不锈钢复合管,包括不锈钢管体2,所述不锈钢管体2的内侧设有碳纤维管1,不锈钢复合管因挤入碳纤维管,减轻了刷轴的重量,提高了刷轴的强度,变形得到了有效的控制。
所述不锈钢管体2的外表面缠绕加强筋4,所述加强筋4为螺旋形加强筋,它设置在不锈钢管体的外壁上,它能减少不锈钢管总重量,加强不锈钢管结构强度,保持不锈钢管刚性。
所述不锈钢管体2的外表面设有改性树脂层3,该改性树脂层能够显著的提高该不锈钢复合管的耐磨性、防水性和自清洁性,提高该不锈钢复合管在使用过程中的稳定性。同时起到一定的缓冲作用力,延长不锈钢管的使用寿命,不锈钢管的耐用性得到提高。
所述改性树脂层,由以下重量份的原料制成:环氧树脂23份、纳米二氧化硅2份、竹原纤维8份、连续碳纤维2粉、石英纤维3份、陶瓷纳米颗粒8份、偶联剂2份、纳米二氧化钛2份、纳米硼化钛6份、碳化钛3份、湿法绢云母3份、软化水18份、分散剂2份、润滑剂2份、成膜助剂1份。
所述湿法绢云母的粒度为80目;
所述分散剂由EDTA锌和甲基丙烯酸十二氟庚酯按5:3质量比混合而成。
所述成膜助剂为丙二醇甲醚醋酸脂。
加强筋与不锈钢管体的使用,保证了不锈钢管的安全,能有效防止不锈钢管被撞坏。
一种不锈钢复合管的制作方法,将不锈钢管置于感应加热炉高温加热至280-310°C,根据热胀冷缩原理,不锈钢管的内孔直径随温度升高而增大,利用液压机趁热将碳纤维管(耐高温)挤入不锈钢管内,冷却后使其融合,再将加强筋焊接在不锈钢管上,将不锈钢管两端堵住,然后浸没到改性树脂中,提起沥干,打磨,得到所述处理后的不锈钢复合管。
实施例2
一种不锈钢复合管,包括不锈钢管体2,所述不锈钢管体2的内侧设有碳纤维管1,不锈钢复合管因挤入碳纤维管,减轻了刷轴的重量,提高了刷轴的强度,变形得到了有效的控制。
所述不锈钢管体2的外表面缠绕加强筋4,所述加强筋4为螺旋形加强筋,它设置在不锈钢管体的外壁上,它能减少不锈钢管总重量,加强不锈钢管结构强度,保持不锈钢管刚性。
所述不锈钢管体2的外表面设有改性树脂层3,该改性树脂层能够显著的提高该不锈钢复合管的耐磨性、防水性和自清洁性,提高该不锈钢复合管在使用过程中的稳定性。同时起到一定的缓冲作用力,延长不锈钢管的使用寿命,不锈钢管的耐用性得到提高。
所述改性树脂层,由以下重量份的原料制成:环氧树脂38份、纳米二氧化硅4份、竹原纤维12份、连续碳纤维7粉、石英纤维5份、陶瓷纳米颗粒12份、偶联剂5份、纳米二氧化钛7份、纳米硼化钛10份、碳化钛5份、湿法绢云母8份、软化水25份、分散剂5份、润滑剂7份、成膜助剂3份。
所述湿法绢云母的粒度为150目;
所述分散剂由EDTA锌和甲基丙烯酸十二氟庚酯按5:3质量比混合而成。
所述成膜助剂为丙二醇甲醚醋酸脂。
加强筋与不锈钢管体的使用,保证了不锈钢管的安全,能有效防止不锈钢管被撞坏。
一种不锈钢复合管的制作方法,将不锈钢管置于感应加热炉高温加热至280-310°C,根据热胀冷缩原理,不锈钢管的内孔直径随温度升高而增大,利用液压机趁热将碳纤维管(耐高温)挤入不锈钢管内,冷却后使其融合,再将加强筋焊接在不锈钢管上,将不锈钢管两端堵住,然后浸没到改性树脂中,提起沥干,打磨,得到所述处理后的不锈钢复合管。
实施例3
一种不锈钢复合管,包括不锈钢管体2,所述不锈钢管体2的内侧设有碳纤维管1,不锈钢复合管因挤入碳纤维管,减轻了刷轴的重量,提高了刷轴的强度,变形得到了有效的控制。
所述不锈钢管体2的外表面缠绕加强筋4,所述加强筋4为螺旋形加强筋,它设置在不锈钢管体的外壁上,它能减少不锈钢管总重量,加强不锈钢管结构强度,保持不锈钢管刚性。
所述不锈钢管体2的外表面设有改性树脂层3,该改性树脂层能够显著的提高该不锈钢复合管的耐磨性、防水性和自清洁性,提高该不锈钢复合管在使用过程中的稳定性。同时起到一定的缓冲作用力,延长不锈钢管的使用寿命,不锈钢管的耐用性得到提高。
所述改性树脂层,由以下重量份的原料制成:环氧树脂33份、纳米二氧化硅3份、竹原纤维10份、连续碳纤维5粉、石英纤维4份、陶瓷纳米颗粒10份、偶联剂3.5份、纳米二氧化钛4份、纳米硼化钛8份、碳化钛4份、湿法绢云母6份、软化水23份、分散剂3.5份、润滑剂4.5份、成膜助剂2份。
所述湿法绢云母的粒度为120目;
所述分散剂由EDTA锌和甲基丙烯酸十二氟庚酯按5:3质量比混合而成。
所述成膜助剂为丙二醇甲醚醋酸脂。
加强筋与不锈钢管体的使用,保证了不锈钢管的安全,能有效防止不锈钢管被撞坏。
一种不锈钢复合管的制作方法,将不锈钢管置于感应加热炉高温加热至280-310°C,根据热胀冷缩原理,不锈钢管的内孔直径随温度升高而增大,利用液压机趁热将碳纤维管(耐高温)挤入不锈钢管内,冷却后使其融合,再将加强筋焊接在不锈钢管上,将不锈钢管两端堵住,然后浸没到改性树脂中,提起沥干,打磨,得到所述处理后的不锈钢复合管。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。