一种刷头成型装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及清洁用品生产设备领域,具体涉及一种刷头成型装置。
背景技术
在鞋类护理过程中通常需要涂刷鞋油或滋养液等,而这个过程中通常需要用到刷头。刷头在成型时,需要将清洁海绵等清洁部件固接在一以供抓取的固定部件上,而这一过程中,市面上还未有将这一过程自动化生产的设备。
如CN 206277329 U所示,是目前市面上存在的相关设备,一种海绵刷组装工装,包括:用于固定海绵头的固头装置;用于固定手柄的固柄装置;驱动装置,所述驱动装置用于驱动固头装置和固柄装置沿所述海绵头与所述手柄的卡接方向相对移动,所述驱动装置为伸缩缸,还包括与所述伸缩缸的缸体相对固定的支架,所述伸缩缸的伸缩杆用于推动所述固头装置和所述固柄装置中的一个。
这种设备即目前用于清洁海绵与固定部件接合的组装机构,但随着人工成本的增大,设备明显存在生产效率低下导致生产成本愈发高涨的问题。
发明内容
因此,本发明提供一种刷头成型装置,解决了清洁用刷头生产效率低的问题。
为达到上述目的,本发明是通过以下技术方案实现的:
一种刷头成型装置,包括机架以及驱动各机构运作的驱动控制单元,所述机架上设置有用于刷头握持部位出料的振动出料机构、用于刷头清洁部位上料及握持部位与清洁部位焊接后出料的旋转粘合平台,位于振动出料机构与旋转粘合平台之间的机架上依次设置有用于握持部件定量输出的定量压料机构、用于定量后的握持部件位置均布的均布机构、用于握持部件一端熔融的熔烫机构,位于所述定量压料机构、均布机构、熔烫机构上方的机架上设置有用于定量后的握持部件夹持转移的夹持机构、以及驱动所述夹持机构在所述定量压料机构、熔烫机构、旋转粘合平台之间往复运作的移动机构,所述振动出料机构经一输送带将握持部件输送至所述定量压料机构,所述定量压料机构包括设于所述输送带的输出端且依照单次生产数量而制定长度的定量台,所述定量台的上方设置有压料机构,所述定量台上设置有防止刷头由侧部掉落的挡台,所述定量台靠近端部的一侧表面设置有挡料杆,所述挡料杆上连接有用于驱动挡料杆伸出/ 缩入所述定量台内部的挡料气缸,所述挡料杆前端的所述定量台上设置红外检测单元;
所述均布机构包括设于机架上的均布气缸,所述均布气缸的输出端连接一滑动板,所述滑动板的底部设置有用于滑动板滑移的滑轨,所述滑动板的侧部均匀安装有复数根可随着滑动板的移动而在所述定量台的侧部向定量台中心方向往复运动的延伸支杆,当所述滑动板朝向所述定量台移动时,各所述延伸支杆穿过刷头之间并使各刷头之间的间隔均匀。
优选的,所述熔烫机构包括设于所述定量台侧部的电热台,所述电热台一侧设置有对熔烫产生的烟气进行负压吸附的烟气吸附通道,所述烟气吸附通道为J型结构,由电热台侧部延伸至机架的上方,其具有位于电热台侧部的进烟口,与进烟口相对的另一端为出烟口。
优选的,所述旋转粘合平台包括转盘,所述转盘连接一驱动转盘间歇性转动的转盘传动组件,所述转盘上设置有复数个用于放入刷头清洁部位的上料盘,各所述上料盘上开设有复数个上料孔,位于靠近电热台一侧的所述转盘上设置一接料工位,各所述上料盘随着转盘的转动依次进入/转出所述接料工位。
优选的,所述夹持机构包括顶板、底板、中间板、位于中间板两侧面的侧板以及驱动两侧板靠近/远离所述中间板的夹持气缸,所述顶板固定在所述中间板的顶面,所述底板固定在所述中间板的底面,所述底板上开设有复数个用以容纳刷头穿入的容置孔,所述中间板与两侧板靠近底部的一侧开设有若干开口,所述中间板与侧板上的开口组成用于夹持刷头的若干夹持槽,所述夹持气缸的缸体固定在所述侧板上,夹持气缸的活塞杆穿设在侧板上并与所述中间板固定连接。
优选的,所述移动机构包括横设在所述夹持机构上方的传动螺杆、用以驱动所述传动螺杆动作的移动电机,所述传动螺杆上安装有传动块,所述传动块上安装有输出端为竖直方向的升降气缸,所述升降气缸的输出端通过一固定板与所述夹持机构连接固定以驱动所述夹持机构上下往复运动。
优选的,所述压料机构包括架设在输送带侧部的支架、设于支架上的压料气缸以及连接在所述压料气缸输出端的压料板,所述压料板位于所述输送带的正上方,所述压料板呈长方体结构,其长端与所述输送带的输送方向平行设置。
优选的,依所述转盘的转动方向、位于所述接料工位后端设置一出料工位,各所述上料盘随着转盘的转动依次进入/转出所述出料工位,所述上料盘的上料孔内穿设有顶杆,各顶杆的下端连接一连接盘,所述出料工位上设置有出料机构,所述出料机构包括位于转盘下方机架上且用于推动连接盘向上移动进而将接合后刷头顶出上料孔内的顶出气缸、位于转盘外侧的拨料气缸、设于拨料气缸活塞杆端部的拨料板、设于拨料气缸活塞杆回缩方向的接料通道,所述拨料气缸的运动方向为沿所述转盘的径向方向往复运动,当所述拨料气缸的活塞杆回缩时,所述拨料板将该上料盘上的刷头拨入所述接料通道内。
优选的,各所述延伸支杆的的端部为锥形,其长度由所述定量台的输入端向其输出端逐渐增大。
优选的,所述振动出料机构为两个输出端并排设置的振动盘。
优选的,所述振动出料机构包括料斗以及设于料斗下方的振动器,所述料斗内壁连接有螺旋出料轨道,所述螺旋出料轨道包括设于螺旋出料轨道外侧壁上的两个以上的间隔设置的出料口,各所述出料口均连接有输送导轨,各所述输送导轨绕设在所述螺旋出料轨道的外圆周侧且并排设置。
通过采用前述技术方案,本发明的有益效果是:
本技术方案在运行时,刷头的握持部位由振动出料机构输出,经输送带输送至定量台上,后经均布机构将定量后的刷头握持部位的位置确定,而后夹持机构将确定位置后的刷头握持部位进行夹持,并由移动机构带动转移,使刷头握持部位与熔烫机构的电热台进行一定时间的接触实现握持部位底部的熔融,最后将底部熔融后的握持部位输送至旋转粘合平台上,根据预定位使握持部位与清洁部位进行热粘合焊接,焊接后随着转盘的运动进行焊接后的刷头出料,完成整个生产过程;
整个过程刷头握持部位,初始状态下为不规则堆放,而后进行自动定量定位输出,夹持后对加工的刷头握持部位底部自动热熔,自动与清洁部位完成焊接,焊接后又自动出料,整个过程仅仅需要由人工将清洁部位置入旋转粘合平台上,节省了大量的人力、物力,且设备具有一次加工生产多个刷头的生产能力,极大的提高了刷头焊接机的生产效率。
附图说明
图1为本发明所述刷头握持部位的结构示意图;
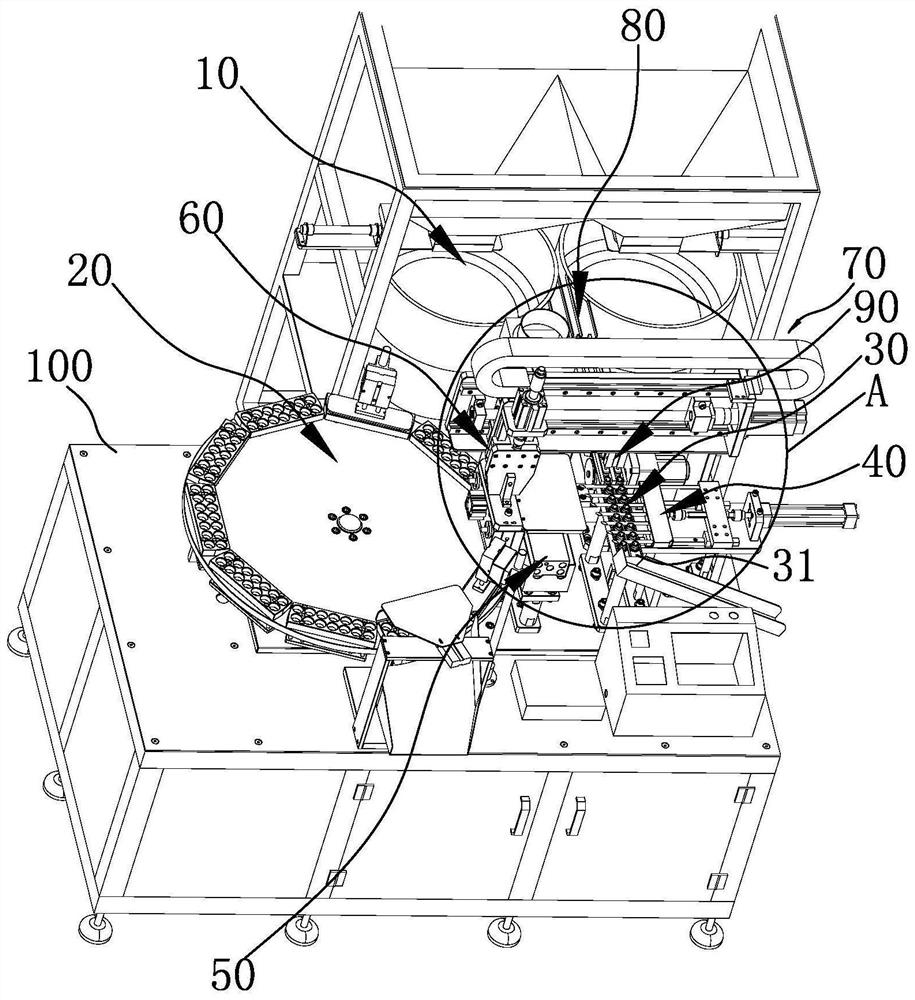
图2为本发明实施例一成型装置整体的侧视方向结构示意图;
图3为本发明实施例一成型装置整体的主视方向结构示意图;
图4为本发明实施例一成型装置整体的俯视方向结构示意图;
图5为图2中A处局部放大结构示意图;
图6为本发明实施例一定量压料机构的整体结构示意图;
图7为本发明实施例一定量台与压料机构的安装结构示意图;
图8为图4中B处局部放大结构示意图;
图9为本发明实施例一成型装置整体的另一侧视方向结构示意图;
图10为图9中C处局部放大结构示意图;
图11为本发明实施例一烟气吸附通道的结构示意图;
图12为本发明实施例一夹持机构的分解结构示意图;
图13为本发明实施例一夹持机构另一视角的分解结构示意图
图14为本发明实施例一旋转粘合平台主视方向的结构示意图;
图15为本发明实施例一成型装置整体再另一视角的结构示意图;
图16为图15中D处局部放大结构示意图;
图17为本发明实施例二振动出料机构的结构示意图;
图18为图17中A-A处的剖视结构示意图。
具体实施方式
以下将结合具体实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。
实施例一
参考图1,为刷头握持部位的结构,其底部具有三个用于焊接时熔融的凸起的同心环状结构,清洁部位即热粘合在此面;
参考图2、图3、图4及图5,一种刷头成型装置,包括机架100以及驱动各机构运作的驱动控制单元,所述机架100上设置有用于刷头握持部位出料的振动出料机构10、用于刷头清洁部位上料及握持部位与清洁部位焊接后出料的旋转粘合平台20,位于振动出料机构10与旋转粘合平台20之间的机架100上依次设置有用于握持部件定量输出的定量压料机构30、用于定量后的握持部件位置均布的均布机构40、用于握持部件一端熔融的熔烫机构50,位于所述定量压料机构30、均布机构40、熔烫机构50上方的机架上设置有用于定量后的握持部件夹持转移的夹持机构60、以及驱动所述夹持机构60在所述定量压料机构 30、熔烫机构50、旋转粘合平台20之间往复运作的移动机构70,所述振动出料机构10经一输送带80将握持部件输送至所述定量压料机构30;
具体的,所述移动机构70包括横设在所述夹持机构上方的传动螺杆71、用以驱动所述传动螺杆71动作的移动电机72,所述传动螺杆71上安装有传动块 73,所述传动块73上安装有输出端为竖直方向的升降气缸74,所述升降气缸 74的输出端通过一固定板75与所述夹持机构60连接固定以驱动所述夹持机构 60上下往复运动。
具体的,所述移动机构70还设置有拖链76以保持设备运行稳定,所述传动块73在传动过程中能够持续良好的运行,所述固定板75的侧部安装有用于上下导向的滑轨组件77,使夹持机构1在受升降气缸74作用时,能够具有竖直方向上的导向,进一步提高传动时的稳定性。
本技术方案中,所述振动出料机构10为两个输出端并排设置的振动盘;在运行时,刷头的握持部位由振动出料机构10输出,经输送带输送至定量压料机构30上,后经均布机构40将定量后的刷头握持部位的位置确定,而后夹持机构60将确定位置后的刷头握持部位进行夹持,并由移动机构70带动转移,使刷头握持部位的底部与熔烫机构50的电热台进行一定时间的接触实现握持部位底部的熔融,最后将底部熔融后的握持部位输送至旋转粘合平台20上,根据预定位使握持部位与清洁部位进行热粘合焊接,焊接后随着转盘的运动进行焊接后的刷头出料,完成整个生产过程;
整个过程刷头握持部位,初始状态下为不规则堆放,而后进行自动定量定位输出,夹持后对加工的刷头握持部位底部自动热熔,自动与清洁部位完成焊接,焊接后又自动出料,整个过程仅仅需要由人工将清洁部位置入旋转粘合平台上,节省了大量的人力、物力,且设备具有一次加工生产多个刷头的生产能力,极大的提高了刷头焊接机的生产效率。
具体的,参考图6、图7,所述定量压料机构30包括设于所述输送带80的输出端且依照单次生产数量而制定长度的定量台31,所述定量台31的上方设置有压料机构90,所述定量台31上设置有防止刷头由侧部掉落的挡台311,所述定量台31靠近端部的一侧表面设置有挡料杆32,所述挡料杆32上连接有用于驱动挡料杆32伸出/缩入所述定量台31内部的挡料气缸33,所述挡料杆前端的所述定量台31上设置红外检测单元34;
本实施例中,所述压料机构90包括架设在输送带侧部的支架91、设于支架 91上的压料气缸92以及连接在所述压料气缸92输出端的压料板93,所述压料板93位于所述输送带80的正上方,所述压料板93呈长方体结构,其长端与所述输送带80的输送方向平行设置;同时,根据实际生产,将所述压料板93的结构进行设定,长端93a与输送带80的输送方向一致,使其在一次压料的动作过程中,可触压更多的刷头,避免输送带80后续输送的刷头对前端的刷头进行过度挤压,保障设备的运行稳定;
本实施例中,所述压料板93的下端面设置有弹性缓冲垫94。由于刷头为塑料件,为了避免压料板93的刚性触压,设置弹性缓冲垫94可防止压料板93在压料过程中使刷头发生形变,不仅容易形成残次品,而且影响产品外观。
常态下,挡料杆32伸出所述定量台31外,当刷头握持部位输送至所述挡料杆32处时,被挡料杆32所阻挡,同时被所述红外检测单元34所检测到,所述红外检测单元34发送电信号至驱动控制单元,以驱动所述压料气缸92作用,所述压料板93下降将下方的刷头触压以停止送料,而后驱动控制单元发送电信号至挡料气缸33,使其驱动所述挡料杆32缩入定量台31内,完成单次定量压料,以供后续的生产步骤使用;须知的是,本申请可根据需求调整定量台31的长度,以调整单次生产刷头的个数。
参考图8、图9及图10,所述均布机构40包括设于机架上的均布气缸41,所述均布气缸41的输出端连接一滑动板42,所述滑动板42的底部设置有用于滑动板滑移的滑轨421,所述滑动板42的侧部均匀安装有七根可随着滑动板42 的移动而在所述定量台31的侧部向定量台31中心方向往复运动的延伸支杆43,当所述滑动板42朝向所述定量台2移动时,所述延伸支杆43穿过各刷头之间并使各刷头之间的间隔均匀;
使用时,通过预设的单次生产数量制定定量台31的长度,当刷头根据设定值运动至所述定量台31时,驱动控制单元驱动所述压料机构90挡住传输的刷头,而在定量台31上的刷头之间相互接触,未具有均匀的间隔,此时驱动控制单元驱动均布气缸41运动,推动滑动板42朝向定量台31方向移动,通过延伸支杆43伸入各刷头之间,使各刷头间形成各延伸支杆43宽度的间距,进而达到使各刷头均匀部分的目的,以供后续生产工序对刷头进行继续加工;
本实施例中,各所述延伸支杆43的长度由所述定量台31的输入端向其输出端逐渐增大;在所述压料机构90挡住后续输送的刷头时,位于输入端位置的延伸支杆43由于其最长,则由这个位置预先定位,将定量台31上的刷头朝向后推移,后续的延伸支杆43则陆续穿过两个刷头之间,完成由定量台31输入端位置向后的逐步定位;这种结构是考虑到压料机构90方向可能并不具有可供待均布的刷头移动的余量而设;本实施例中,各所述延伸支杆43的端部为锥形。设置端部为锥形结构的延伸支杆43,避免生产中延伸支杆43对刷头进行直接挤压的情况出现,使其能够更顺滑的穿过两刷头之间;须知的是,所述延伸支杆 43的端部也可以是圆球状或具有尖锐端部的结构,与本实施例所示作用相同的结构均可。
本实施例中,所述定量台31输出端位置设置有一余料收集通道35。设置余料收集通道35,是为了在所述压料机构90出现误差时,定量台31上的刷头数目超过预设数目,此时在所述均布机构4运行后,多余的刷头会从定量台31的自由端一出落下,而所述余料收集通道35则是对这一情况下出现落下的刷头进行收集。
本实施例中,参考图3以及图11,所述熔烫机构50包括设于所述定量台侧部的电热台51,所述电热台51一侧设置有对熔烫产生的烟气进行负压吸附的烟气吸附通道52,所述烟气吸附通道52为J型结构,由电热台51侧部延伸至机架100的上方,其具有位于电热台51侧部的进烟口521,与进烟口521相对的另一端为出烟口522。具体的,位于所述烟气吸附通道5的进烟口521处设置有用于收纳烟气冷凝后的油气的储油盒523,通过储油盒523可避免冷凝后的油气回落在设备上,避免设备为杂质所污染影响设备使用寿命;所述烟气吸附通道 52连接负压源,能够针对刷头熔烫过程中产生的有害气体进行抽离,能够避免使用设备的生产工人人员吸入有害气体,保持良好的生产环境;
本实施例中,所述夹持机构60上设置有挡烟板53,所述挡烟板53可随夹持机构60往复运动,当刷头在所述电热台51上进行加热时,所述挡烟板53位于所述加热台51上方;
本实施例中,参考图12、图13,所述夹持机构60包括顶板61、底板62、中间板63、位于中间板63两侧面的侧板64以及驱动两侧板靠近/远离所述中间板63的夹持气缸65,所述顶板61固定在所述中间板63的顶面,所述底板62 固定在所述中间板63的底面,所述底板62上开设有十四个用以容纳刷头穿入的容置孔621,所述中间板63与两侧板64靠近底部的一侧开设有若干开口,所述中间板63与侧板64上的开口组成用于夹持上述数量刷头的若干夹持槽66,所述夹持气缸65的缸体固定在所述侧板64上,夹持气缸65的活塞杆穿设在侧板64上并与所述中间板63固定连接;具体的,夹持机构60以中间板63为中心,夹持时夹持气缸65驱动两侧板64向中间板63靠拢,中间板63及侧板64 上的开口进而组合形成夹持槽66,夹持槽66的形状设置为与刷头外观相一致,能够保证夹持过程稳定且不会对刷头产品造成破坏,而上述挡烟板则安装在所述顶板61的侧部,使其可随着顶板61而运动;在夹持过程中,容置孔621可在一定程度上对已定位的刷头进行进一步位置导向,避免刷头由于其他因素位置偏移导致夹持过程中产生刚性接触导致刷头损坏;
同时,为了提高侧板64在往复运动的结构稳定性,所述侧板64与中间板 63之间穿设有两个导向杆67;所述导向杆67对称地设置在所述夹持气缸65两侧。
本技术方案采用特殊设计的夹持机构60,运行时,待夹取的刷头定量且整齐的排布,移动机构70驱动所述夹持机构60移动至刷头上方,而后使夹持机构60下降,此时,刷头穿过底板62上的容置孔621,刷头上端嵌置在夹持槽 66内,进而夹持气缸65作用,推动两侧侧板64向中间板63靠拢,使夹持槽 66对刷头进行夹持,完成上述动作后移动机构70驱动夹持机构60上升,使刷头进入下一加工工序;这种夹持机构60能够夹持前序工作定量及均布的多个刷头,单次夹持数量多,结构稳定,可长时间持续运行,使设备具有一次加工生产多个刷头的单次生产量,极大的提高了刷头焊接机的生产效率,降低了人工成本。
本实施例中,参考图14、图15、图16,所述旋转粘合平台20包括转盘21,所述转盘21连接一驱动转盘21间歇性转动的转盘传动组件(须知的是,本实施例未对所述转盘传动组件进行具体描述,此为本领域技术人员所熟知,在此不多做赘述),所述转盘1的中部为料斗211,料斗211内放置待装入的清洁部位零件,所述转盘21上设置有十个用于放入刷头清洁部位的上料盘212,各所述上料盘212上开设有十四个上料孔213,位于靠近电热台一侧的所述转盘21 上设置一接料工位a,各所述上料盘212随着转盘21的转动依次进入/转出所述接料工位a。
设备运行时,刷头的握持部位在定量台31上定量且整齐的排布,移动机构 70运行,移动电机72驱动传动螺杆71,使固定板75下的夹持机构60移动至定量台31上方,升降气缸74运作,使夹持机构60下降对定量台31上的刷头的握持部位进行夹持,而后升降气缸74回缩使夹持机构60上升,并移动至所述电热台51上方,升降气缸74运作,使夹持机构60下降,刷头的握持部位底部与电热台51接触进行熔融,熔融结束后升降气缸74回缩使夹持机构60上升,继续移动至接料工位a上,升降气缸74再次运作使刷头握持部位的底部与上料盘212内的刷头清洁部位接触,进行热粘合,粘合一定时间后夹持机构60松开对刷头的夹持且复位,完成一次刷头的热粘合工序,而转盘21在一次热粘合工序后进行转动,将完成热粘合工序的上料盘212转出接合工位a,下一装满刷头清洁部位的上料盘212进入,之后则重复上述步骤,如此实现快速、高效的连续生产,相较于目前人工单个焊接的生产状况来说,大大地提高了生产效率,也相对的减少了人力生产成本的投入,产出的产品由于机械化生产则更具有稳定性,提高了产品的品质。
本实施例中,为了便于出料,依所述转盘21的转动方向、位于所述接料工位a后端设置一出料工位b,各所述上料盘212随着转盘21的转动依次进入/ 转出所述出料工位b,所述上料盘212的上料孔213内穿设有顶杆214,各顶杆 214的下端连接一连接盘215,所述出料工位b上设置有出料机构22,所述出料机构22包括位于转盘21下方机架上且用于推动连接盘215向上移动进而将接合后刷头顶出上料孔213内的顶出气缸221、位于转盘21外侧的拨料气缸222、设于拨料气缸222活塞杆端部的拨料板223、设于拨料气缸222活塞杆回缩方向的接料通道224,所述拨料气缸222的运动方向为沿所述转盘21的径向方向往复运动,当所述拨料气缸222的活塞杆回缩时,所述拨料板223将该上料盘212 上的刷头拨入所述接料通道224内;在出料时,刷头在接合后进入出料工位b,顶出气缸221作用推动连接盘215向上移动,将刷头顶出上料孔213,而后拨料气缸222运作回缩,拨料板223将刷头拨入接料通道224内完成一次出料;
本实施例中,所述接料工位a与出料工位b之间设有用于将接合后的刷头压实的压实工位c,所述压实工位c上设置有压实气缸23,所述压实气缸23的输出方向为竖直方向,所述压实气缸23活塞杆的端部设置有压实板231;此处设置压实工位c,在清洁部位与握持部位焊接后,对焊接后的刷头进行压实,能够提高两者的粘合度,避免两者相互脱落的情况发生;
本实施例中,位于所述接料工位a的前端设置有用于整合清洁部位使其保持在上料孔213内的整合工位d,所述整合工位d上设置有整合气缸24,所述整合气缸24的输出方向为竖直方向,所述整合气缸24活塞杆的端部设置有整合压板241。此处的整合工位,是设于人工将清洁部位上料后且与握持部位接合前,如若出现清洁部位装入的位置不准确,产生边缘翘起等情况时,能够将清洁部位整合进入上料孔213内,使清洁部位在焊接前位置及形态保持一致;
当所述夹持机构60卸料时,所述底板62上的容置孔621与上料孔213在竖直方向上的位置相对应;容置孔621可在一定程度上对已定位的刷头进行进一步位置导向,使刷头握持部位与上料孔213内的清洁部位的位置一致;
本技术方案所述的驱动控制单元可采用单片机等机电设备,该技术为本领域技术人员所熟知,可达到本申请的使用目的均可。
实施例二
与实施例一相比,参考图17、图18,本实施例中所述振动出料机构10采用单个振动盘双路出料的结构,其包括料斗11以及设于料斗11下方的振动器,所述料斗11内壁连接有螺旋出料轨道12,所述螺旋出料轨道12包括设于螺旋出料轨道12外侧壁上的两个间隔设置的出料口,各所述出料口均连接有输送导轨13,各所述输送导轨13绕设在所述螺旋出料轨道12的外圆周侧且并排设置;具体的,本实施例所述出料口为两个,分别为沿所述螺旋出料轨道12的输送方向按顺序分布的第一出料口14a以及第二出料口14b,所述第一出料口14a连接的输送导轨13位于所述第二出料口14b输送导轨13的外侧;
本技术方案采用依次设置的两个出料口的结构,能够使用一台振动盘进行双路出料,可在现有振动盘的基础上进行结构改进,便于对旧设备进行改造及实施,减少了设备的成本投入,保证生产,同时也减少了设备的整体尺寸,降低了生产成本。
本实施例中,位于所述第一出料口14a以及第二出料口14b处的所述螺旋出料轨道12上盖设有一用于防止物料落回料斗的挡料板15。挡料板15可降低物料在出料口处的振动幅度,避免物料在振动过程中位移或落回料斗11内;
本实施例中,所述第一出料口14a以及第二出料口14b后侧设置有一用于将错过出料口的物料导回料斗的导料板16,所述导料板16沿所述螺旋出料轨道 12的输送方向倾斜设置,具体如图17所示。导料板16的结构能在出料口处将集中且无法及时导出的物料引导回落如下一层的螺旋出料轨道12上;
本实施例中,所述螺旋出料轨道12的底面向其侧壁倾斜;具体如图18所示,这种结构可在振动过程中防止物料从螺旋出料轨道12向外抖出,使其更容易保持输送。
同时,须知的是,由于位于外侧的输送导轨13的行程较大,故也可两条输送导轨13的位置也可以进行对调,使位于外侧的输送导轨13行程缩短,位于内侧的输送导轨13行程增加,在初期使用时可进一步提高两条输送导轨13的出料速度,在设备开机及运行时减少物料出料的等候时间。
尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。