一种多台并行光伏增效微纳结构加工装置及方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明属于机械加工生产技术领域,尤其涉及一种多台并行光伏增效微纳结构加工装置及方法。
背景技术
经济发展的首要问题是能源,当前新能源技术正面临着重大变革。在国家大力扶持的新能源产业,发展绿色清洁的低碳能源成为应对气候环境变化的重要任务,随着能源需求的不断提高,低碳高效和清洁化能源是世界能源发展的主要方向,我国因此进入重大的战略机遇期。经济的持续增长,能源需求不断提高,给碳达峰与碳中和带来了巨大挑战,突显了发展清洁能源代替传统碳基能源的重要性。太阳作为一种取之不竭,高效清洁的新能源,是世界各国可持续发展的重要方向。
太阳能光伏发电作为国家重点的新能源之一,提高其发电效率成为首要攻克目标,其中光伏组件作为整个发电系统的核心部件,其吸收太阳辐射的光电转换效率是重要的光伏发电参数。现有研究表明,太阳能工件表面的微纳结构可以有效的提高电池板的辐射吸收量,增加光电转换效率,然而玻璃是一种硬脆材料,传统加工方法会产生机械应力,使玻璃碎裂,电化学刻蚀的废料溶液对环境造成污染,因此激光加工作为一种非接触、高能量、高效且经济的加工方法广泛应用于硬脆材料加工行业。
然而不同材料对不同波段的激光吸收率存在着很大的差别,使用超短脉冲激光加工硬脆材料成为了首要选择。但是,大面积制备工件表面微结构时,超快激光加工效率低。
发明内容
本发明的目的是提供一种多台并行光伏增效微纳结构加工装置及方法,可以实现多台激光器同时工作,对工件的表面进行刻蚀,提高了超快激光的加工效率,实现工件表面微结构的工业化应用。
为达到上述目的,一方面,本发明涉及的技术方案为:一种多台并行光伏增效微纳结构加工装置,其技术要点是:所述的加工装置包括有吸附平台和运动模组,所述吸附平台上方设置有若干个并列放置的激光模块,每一个激光模块的下方均依次设置有聚焦物镜和保护镜筒;所述聚焦物镜通过螺纹旋转连接安装在激光模块出光口处,所述保护镜筒通过螺栓连接在聚焦物镜下方;
所述运动模组安装在铝型材框架上,由伺服电机、联轴器、滚珠丝杠、导轨和移动平台组成,所述伺服电机和滚珠丝杠通过联轴器连接,所述移动平台安装在滚珠丝杠和导轨上,所述运动模组包括有XY向运动模组和Z向运动模组;
所述激光模块由激光器、光束扩束镜和光束反射镜组成,激光器发射出激光束,经光束扩束镜将光斑放大,经过光束反射镜反射到激光模块出光口。
优选地,所述若干个并行放置的激光模块均通过螺纹连接安装在连接板激光-Z向连接模块上,所述激光-Z向连接模块固定于Z向运动模组移动平台上。
优选地,所述XY向运动模组由两个运动模组垂直放置组成,安装在上方的Y向运动模组与下方X向运动模组的移动平台通过螺纹连接,使Y向运动模组的移动平台可以做XY向平面运动。
优选地,所述吸附平台用来放置待加工的工件,所述工件通过真空泵的吸力使工件附着在吸附平台上。
优选地,所述激光-Z向连接模块的一侧设置有成像传感器,所述成像传感器与Z向运动模组同步Z向运动,且成像检测的焦点平面与激光雕刻的焦点平面为同一平面。
另一方面,本发明还保护了一种多台并行光伏增效微纳结构加工方法,其技术要点是:包括如下步骤:
S1:加工前准备:
SS1:使用无水乙醇擦拭工件表面,并使用干燥的压缩空气吹干;
SS2:开启位于安装在吸附平台下方的真空泵,真空泵产生负压,利用气管连接至吸附平台产生吸附力,将工件放置在吸附平台上;
SS3:移动XY向运动模组至加工起点位置,移动Z向运动模组调整至激光加工位置高度;
SS4:开启位于铝型材框架下安装的工控机,设置加工参数:激光功率为1~5W,激光频率为400~2000kHz,激光聚焦光斑的直径为20~40μm,出光时间设置为:0.01~10000s,加工间距设置为0.2~0.5mm;
S2:开始加工:开始运行程序,进行微结构划线加工,划线过程中安装于Z向运动模组的激光模块固定不动,通过XY向运动模组的运动完成微结构刻蚀,加工轨迹通过多个激光头定位出光,与下方运动模组的相对运动,获得表面形貌;
S3:检测微结构:在微结构划线完成后,工件移动至成像传感器检测区域,检测表面形貌的宽度和深度,观察是否符合加工要求,若不符合加工宽度和深度,则重复步骤S2加工至达到加工要求;
S4:加工与检测结束,取下工件,即完成了工件表面微结构的加工。
本发明的优点及有益效果是:本发明所提供的一种多台并行光伏增效微纳结构加工装置包含XY向运动模组、Z向运动模组和多个激光模块,多个激光模块同时对工件表面进行微结构刻蚀,节约加工工序和加工时间,大大地提高了生产效率高;而且,本发明的工件表面微结构超快激光并行加工装置还包含有检测机构,可以检测成像微结构宽度和深度,观察是否符合加工要求,使得刻蚀的微结构更加准确,提高了加工效率,降低表面微结构的制备成本。
附图说明
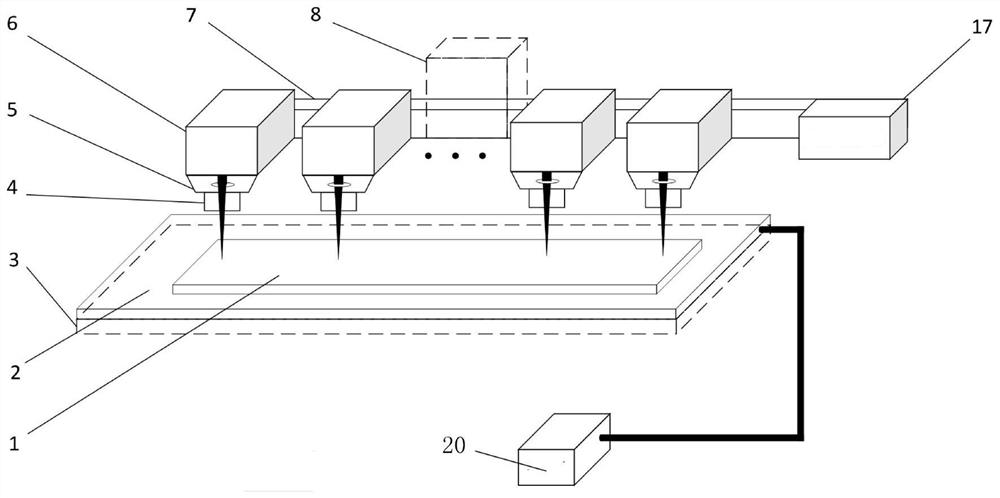
图1是本发明整体结构示意图;
图2是激光模块的结构示意图;
图3是吸附平台结构表面结构示意图;
图4是运动模组结构示意图;
图5是XY向运动模组结构示意图;
图6是微结构加工轨迹示意图;
图7是成像传感器所在位置结构示意图;
附图标记如下:1、工件2、吸附平台3、XY向运动模组4、保护镜筒5、聚焦物镜6、激光模块7、激光-Z向连接模块8、Z向运动模组9、激光器10、光束扩束镜11、光束反射镜12、伺服电机13、联轴器14、滚珠丝杠15、导轨16、移动平台17、成像传感器18、检测光束19、反馈光束20、真空泵。
具体实施方式
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
如图1-3所示,本发明保护了一种多台并行光伏增效微纳结构加工装置,该装置是通过设置若干个激光模块从而实现对工件表面同时进行刻蚀的作用,工件通过真空泵的吸力使工件附着在吸附平台上,所述装置包括工件1、吸附平台2、XY向运动模组3、保护镜筒4、聚焦物镜5、激光模块6、激光-Z向连接模块7、Z向运动模组8组成,其中激光模块6由激光器9、光束扩束镜10、光束反射镜11组成,激光器6发射出激光束,经光束扩束镜10将光斑放大,再经过光束反射镜11反射到激光模块6出光口。
实施例一:所述一种多台并行光伏增效微纳结构加工装置包括有吸附平台2和运动模组,所述吸附平台2上方设置有若干个并列放置的激光模块6,每一个激光模块6的下方均依次设置有聚焦物镜5和保护镜筒4;所述聚焦物镜5通过螺纹旋转连接安装在激光模块6出光口处,所述保护镜筒4通过螺栓连接在聚焦物镜5下方。
所述聚焦物镜5通过螺纹与激光模块6连接,旋转安装在激光模块6出光口处,激光器6发射出的激光束聚焦至工件1表面进行加工,保护镜筒4通过螺栓连接在聚焦物镜5下方,起到保护聚焦物镜5不受加工产生的粉尘污染;所述激光模块6通过螺纹连接安装在连接板激光-Z向连接模块7上。
如图4-5所示,所述运动模组包括有XY向运动模组3和Z向运动模组8,上述两种运动模组均由伺服电机12、联轴器13、滚珠丝杠14、导轨15、移动平台16组成,其中伺服电机12和滚珠丝杠14通过联轴器13连接,移动平台16安装在滚珠丝杠14和导轨15上;所述XY向运动模组3和Z向运动模组8均安装在铝型材框架上,所述XY向运动模组3由两个运动模组垂直放置,安装在上方的Y向运动模组与下方X向运动模组的移动平台通过螺纹连接,使Y向运动模组的移动平台可以带动X向运动模组实现XY向平面运动。
运动模组运动是通过伺服电机12的驱动器接收工控机控制卡的脉冲方向信号指令,控制伺服电机12的轴做旋转运动,伺服电机12的旋转连接杆和滚珠丝杠14通过联轴器13的螺纹压紧固定,保证伺服电机12连接杆的旋转与滚珠丝杠14的轴同步旋转,移动平台16下方安装的导轨15作为其直线运动的导向装置,安装在工作平台16下方的滚珠丝杠14作为直线运动的驱动装置,其中,层叠安装的XY向运动模块,下层为X方向运动,由伺服运动模组构成,上方Y向运动模组通过螺栓连接垂直安装于X方向运动模组的移动平台16上。因此,两个方向上的运动模组组成XY方向平面运动。
如图7所示,所述的加工装置还设置有成像传感器17,所述成像传感器17安装在激光-Z向连接模块7另一侧,与Z向运动模组8同步Z向运动,且成像检测的焦点平面与激光雕刻的焦点平面为同一平面。成像传感器17模块原理是通过发射检测光束18照射在工件1表面,另一反馈光束19反馈至传感器检测,通过软件显示在工控机显示器上,成像图形用于测量微结构的宽度和深度等数据;所述激光-Z向连接模块7固定于Z向运动模组8移动平台上。
本发明还保护一种多台并行光伏增效微纳结构加工方法,加工装置为上述一种工件表面微结构超快激光并行加工装置,所述加工方法包含如下加工步骤:
S1:首先进行加工前的检查和准备工作:
SS1:加工前检查包括:检查吸附平台2是否清洁,以及设备相关运动与激光设备是否正常运行,如遇吸附平台2有杂物,即时清理干净,同时检查吸附气路接头与管路连接处是否漏气,出现漏气点即时更换配件;
SS2:加工前准备包括:
SSS1:清洁工件表面:使用无水乙醇擦拭工件表面,并使用干燥的压缩空气吹干;
SSS2:开启位于安装在下方的真空泵20,真空泵20产生负压,利用气管连接至吸附平台2产生吸附力,将工件1放置在吸附平台2上;
SSS3:移动XY平台至加工起点位置,移动Z向运动模组调整至激光加工位置高度;
SSS4:开启位于铝型材框架下安装的工控机,设置如下加工参数:激光功率1~5W,激光频率400~2000kHz,激光聚焦光斑直径20~40μm,出光时间:0.01~10000s,加工间距0.2~0.5mm等参数;通过不同工艺参数间的搭配,加工轨迹通过多个激光头定位出光,与下方运动模组的相对运动,可以获得不同宽度的表面形貌,其中微结构加工轨迹如图6,加工轨迹不限于此一种,即通过控制平台运动轨迹与激光的开关光,可以雕刻出多种类型微结构。
S2:开启加工:开始运行程序,进行微结构划线加工,划线过程中安装于Z向运动模组的激光模块固定不动,通过XY向运动模组的运动完成微结构刻蚀,运动轨迹如图6。
S3:检测微结构:在微结构划线完成后,工件1移动至成像传感器17检测区域,检测成像微结构宽度和深度,观察是否符合加工要求,若不符合加工宽度和深度,则重复上述S2至达到加工要求;
S4:加工与检测结束,取下工件1,完成工件表面微结构的加工。
本发明保护的一种多台并行光伏增效微纳结构加工装置及方法,集成多个激光模块,包含XY向运动模组、Z向运动模组和多个激光模块,多个激光模块同时对工件表面进行微结构刻蚀,节约加工工序和加工时间,大大地提高了生产效率高;而且,本发明的工件表面微结构超快激光并行加工装置还包含有检测机构,可以检测成像微结构宽度和深度,观察是否符合加工要求,使得刻蚀的微结构更加准确,提高了加工效率,降低表面微结构的制备成本,可以实现工业上大面积制备工件表面微结构的需求。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。