一种液体树脂浇铸体制样模具及方法
文献发布时间:2023-06-19 19:27:02
技术领域
本发明涉及一种液体树脂浇铸体制样模具及方法,属于浇铸模具技术领域。
背景技术
热固性树脂固化后可形成交联网状结构,为不溶不熔的固化物。热固性树脂具有耐热、耐压,不易燃,制品尺寸稳定性好等优异性能,缺点是脆性较大。热固性树脂主要有不饱和聚酯、环氧树脂、酚醛树脂和脲醛树脂等,其力学性能、黏结性能及电性能良好。它们以胶黏剂、涂料、灌封材料和复合材料的形式广泛应用于建筑、机械、交通运输与能源、电子、医疗、国防与航空航天等领域。
评价树脂的典型拉伸、压缩、弯曲等性能需要完成树脂浇铸体的制备工作。按照《GB/2567-2021树脂浇铸体性能试验方法》要求制备树脂浇铸体常常因为双组分树脂搅拌、固化过程中挥发性气体的滞留、固化收缩过程中材料内部的微小气穴体积膨胀、气穴与气穴之间相关聚集后成为大气泡等造成气泡缺陷导致树脂浇铸体性能下降。所以尽可能减小树脂浇铸体内气泡的产生是极其关键的。
本专利利用上下模具合模过程的压力将树脂浇铸体中的气泡挤出,使成型后的树脂浇铸体外观没有气泡。
发明内容
本发明的目的可以通过采用如下技术方案达到:
一种液体树脂浇铸体制样模具,包括上模具和下模具,所述下模具的顶部由外向内安装有金属外框架、硅橡胶框架和中心挡块,所述中心挡块的内部倒入液体树脂。
优选的,所述中心挡块是多个板状物的组合。
一种液体树脂浇铸体制样模具的方法,包括如下步骤:
步骤一:树脂浇铸料的配置;
步骤二:模具准备;
步骤三:树脂浇铸;
步骤四:将中心挡块去除;
步骤五:热压成型;
步骤六:脱模。
优选的,在步骤一中,室温下,取试验用树脂浇铸料在烧杯中搅拌均匀;在使用前放置在真空干燥箱中脱泡处理,逃跑后拿出静置待用。
优选的,在步骤二中,计算好例如压缩或者弯曲试样树脂重量,调整金属外框架和硅橡胶框架的位置,并将中心挡块放置在需要树脂浇铸的区域,使中心挡块和硅橡胶框架保持一定距离,使树脂和硅橡胶框架存在间隙。
优选的,所述金属外框架用来保持硅橡胶框架的位置。
优选的,所述上模具和所述下模具在使用前必须刷涂脱模剂。
优选的,在步骤三中,将树脂沿中心挡块倒入。
本发明的有益技术效果:
1、通过设置中心挡块,在上下合模时的压力,将树脂浇注体中的气泡挤出,此时由于存在中心挡块,树脂本身接触外界的空气的范围便较小,在合模时,将中心挡块拿出后,合模的压力也作用到树脂上,在压力下降树脂中的气泡从两侧挤出,减少成型后的树脂浇铸体外观上没有气泡。
2、结构简单,拆卸脱模便捷;中心挡块可循环使用,节省成本;树脂浇铸体成品率提高,并可以制备不同尺寸的树脂浇铸体。
附图说明
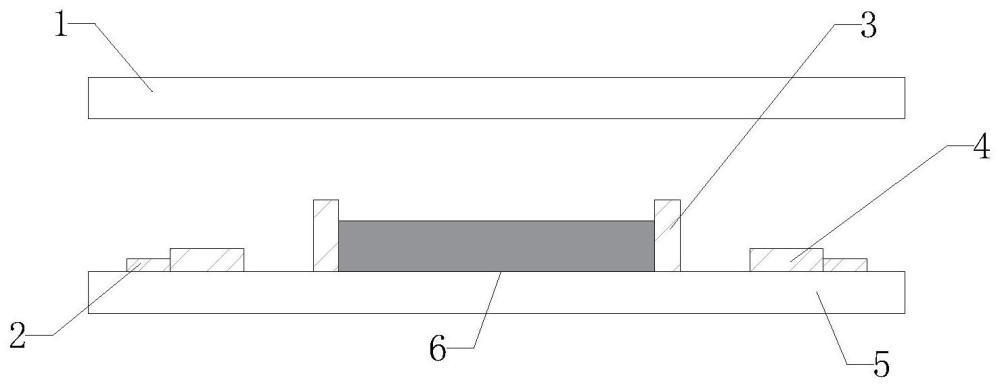
图1为本发明的液体树脂加压前示意图;
图2为本发明的液体树脂加压后示意图。
图中:1、上模具;2、金属外框架;3、中心挡块;4、硅橡胶框架;5、下模具;6、树脂。
具体实施方式
为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
实施例1:
如图1-图2所示,本实施例提供的液体树脂浇铸体制样模具,所述制样模具包括上模具1和下模具5,所述下模具5的顶部由外向内安装有金属外框架2、硅橡胶框架4和中心挡块3,在所述中心挡块3的内部倒入液体树脂,且在进行加压后,将中心挡块3拿出,通过上模具1对树脂6进行挤压,通过硅橡胶框架4限定树脂受压后的形状,通过外部的金属外框架2对硅橡胶框架4的位置进行限定。
由于中心挡块3只是用于临时对树脂的位置及形态进行限定,因此中心挡块3是多个板状物的组合,具体为了方便加压后的取出,中心挡块3为组装成型,方便拆除的同时,不会在拆除时对树脂产生拉扯或者搅拌,使树脂内产生较多的气泡,影响成型树脂的质量。
实施例2:
如图1-图2所示,本实施例提供的液体树脂浇铸体制样模具的方法,包括如下步骤:
(1)树脂浇铸料的配置
室温下,取试验用树脂浇铸料在烧杯中搅拌均匀;在使用前放置在真空干燥箱中脱泡处理,逃跑后拿出静置待用。
(2)模具准备
计算好例如压缩或者弯曲试样树脂重量,调整金属外框架2和硅橡胶框架4的位置,并将中心挡块3放置在需要树脂浇铸的区域,使中心挡块3和硅橡胶框架4保持一定距离,使树脂6和硅橡胶框架存在间隙;
金属外框架2是用来保持硅橡胶框架4的位置;
上下模具在使用前必须刷涂脱模剂。
(3)树脂浇铸
将试验用树脂浇铸到中心挡块位置处,完成树脂倒入。
(4)将中心挡块3去除
(5)将模具整体放置于热压机上,并完成加压加温工作,压力根据布置的硅橡胶去设定,温度依据树脂的固化制度去设定。
(6)将树脂浇铸体脱模去除,并打磨切割至标准试样尺寸。
综上所述,在本实施例中,按照本实施例的液体树脂浇铸体制样模具及方法,通过设置中心挡块3,在上下合模时的压力,将树脂浇注体中的气泡挤出,此时由于存在中心挡块,树脂本身接触外界的空气的范围便较小,在合模时,将中心挡块拿出后,合模的压力也作用到树脂上,在压力下降树脂中的气泡从两侧挤出,减少成型后的树脂浇铸体外观上没有气泡。
以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
- 橡胶态树脂浇铸体制备方法
- 一种液体连续进样系统和连续进样方法
- 一种离子液体催化固化季戊四醇丙烯醛树脂及其制备方法
- 一种采用己内酰胺类碱性离子液体作为催化剂制备酚醛树脂的方法
- 一种树脂浇铸体制备装置及其制备方法
- 一种高粘度热固性树脂真空脱泡及浇铸体制备的方法