一种胶水毛刷自动组装机
文献发布时间:2023-06-19 19:38:38
技术领域
本发明涉及胶水毛刷组装技术领域,特别地,涉及一种胶水毛刷自动组装机。
背景技术
在消费者日常购买的胶水通常都包含瓶体、瓶体内的胶水以及与瓶体相连接的胶水毛刷。胶水毛刷用于粘取胶水以供使用者使用。其中,胶水毛刷包括盖体与刷体,盖体可以拧紧在瓶体的瓶口以封闭瓶体,防止胶水漏出,刷体设置在瓶体内,便于刷体的收纳以及胶水及时有效的粘取。但是现有的胶水毛刷的组装通常采用人工将刷体与盖体通过螺纹旋转组装到一起,效率较低,人工成本也较大。
发明内容
有鉴于此,本发明目的是提供一种胶水毛刷自动组装机,其通过盖体上料装置、刷体上料装置、盖体定位装置、刷体定位装置、刷体组装装置以及盖体组装装置实现盖体与刷体的自动化组装解决人工组装胶水毛刷效率较低的问题。
为了解决上述技术问题,本发明的技术方案是:
一种胶水毛刷自动组装机,包括:
盖体上料装置,其用于运送胶水毛刷的盖体;
刷体上料装置,其用于运送胶水毛刷的刷体;
盖体定位装置,其与所述盖体上料装置相连接,用于盖体的定位;所述盖体上料装置运送盖体至盖体定位装置;
刷体定位装置,其与所述刷体上料装置相连接,用于刷体的定位;所述刷体上料装置运送刷体至刷体定位装置;
刷体组装装置,其设置在所述刷体定位装置的一侧,用于拾取刷体定位装置上定位好的刷体,并将刷体移动至设定位置;以及
盖体组装装置,其设置在所述盖体定位装置的一侧,用于将盖体定位装置上定位好的盖体移动至刷体组装装置的上方,将盖体组装到刷体上,并将组装好后的胶水毛刷运送至下料区域下料。
优选的,所述刷体定位装置包括:
第一安装架,其靠近刷体组装装置的一侧设置有上定位槽,并且所述上定位槽与刷体上料装置相连通;
送料板,其横向移动设置在所述第一安装架上,并且其靠近刷体组装装置的一侧设置有下定位槽;当送料板处于初始位置时,所述下定位槽位于上定位槽的下方并且与上定位槽相连通;
第一驱动源,其与所述送料板相连接,用于驱动送料板横向移动;
送料刷,其转动设置在所述上定位槽的上侧,所述送料刷的下侧与刷体相接触用于带动刷体移动至上定位槽内,并落至下定位槽,使刷体抵靠在下定位槽的一端,实现刷体的定位;以及
第二驱动源,其设置在所述第一安装架上,并与所述送料刷相连接,用于驱动送料刷转动;
其中,所述第一驱动源驱动送料板朝着刷体组装装置移动,将刷体运送至刷体组装装置的夹料区域,刷体组装装置夹取下定位槽内的刷体。
优选的,所述下定位槽靠近刷体组装装置的一侧设置有夹料口,所述夹料口的开口朝向刷体组装装置用于刷体组装装置伸入下定位槽内夹取刷体。
优选的,所述第一安装架的上侧设置有安装杆,所述第二驱动源设置在安装杆上;所述安装杆的一侧设置有限位杆,所述限位杆与安装杆之间形成所述上定位槽,所述限位杆限制所述刷体的移动。
优选的,所述盖体定位装置包括:
第二安装架;
左导向块与右导向块,其设置在所述第二安装架上端的左右两侧;所述左导向块与右导向块之间形成用于盖体导向的导向通道;所述导向通道与所述盖体上料装置相连通;以及
定位块,其设置在所述第二安装架靠近盖体组装装置的一侧;
其中,所述定位块上成型有盖体定位槽,所述盖体定位槽与所述导向通道相连通;所述盖体定位槽的形状与所述盖体相适配,通过盖体抵靠在盖体定位槽的内壁实现盖体的定位。
优选的,所述盖体组装装置包括:
第四安装架;
横移安装块,其可横向移动设置在所述第四安装架上;
横移驱动源,其与所述横移安装块相连接,用于驱动横移安装块横向移动;
竖移安装块,其可竖向移动设置在所述横移安装块上,并随所述横移安装块横向移动;
竖移驱动源,其与所述竖移安装块相连接,用于驱动竖移安装块竖向移动;
第二夹取件,其转动设置在所述竖移安装块上并随竖移安装块竖向移动,用于夹取所述盖体定位槽内的盖体;以及
第二转动驱动源,其设置在所述竖移安装块上并与所述第二夹取件相连接,用于驱动所述第二夹取件的转动。
优选的,所述第二夹取件包括:
夹紧驱动源,其与所述第二转动驱动源相连接;
若干个第二夹爪,其呈圆周阵列设置在所述夹紧驱动源的下端;所述夹紧驱动源驱动若干个第二夹爪相互远离或者靠近;
其中,若干个第二夹爪包围形成用于放置盖体的夹取槽;所述第二夹爪的内侧均成型有弧面,所述弧面的形状与所述盖体的周面相适配。
优选的,所述刷体组装装置包括:
第三安装架;
第一夹取件,其设置在所述第三安装架的一侧,用于夹取下定位槽内的刷体;以及
第一转动驱动源,其设置在所述第三安装架的另一侧并与所述第一夹取件相连接;所述第一转动驱动源驱动第一夹取件以及第一夹取件上的刷体转动。
优选的,所述刷体上料装置包括:
刷体振动盘,其用于刷体的振动排列上料;以及
刷体送料轨道,其一端与所述刷体振动盘相连通,另一端与所述上定位槽相连通,用于将刷体振动盘内的刷体运送至上定位槽内。
优选的,所述盖体上料装置包括:
盖体振动盘,其用于盖体的振动排列上料;以及
盖体送料轨道,其一端与所述盖体振动盘相连通,另一端与所述盖体定位槽相连通,用于将盖体振动盘内的盖体运送至盖体定位槽内。
本发明相比现有技术突出且有益的技术效果是:
1、本发明通过盖体上料装置、刷体上料装置、盖体定位装置、刷体定位装置、刷体组装装置以及盖体组装装置实现对胶水毛刷的自动化组装,大大提高生产效率。
2、本发明通过上定位槽、下定位槽以及送料刷的配合作用实现实现对刷体的自动化定位以及准确快速地定位,大大提高生产效率。结构简单且有效。
附图说明
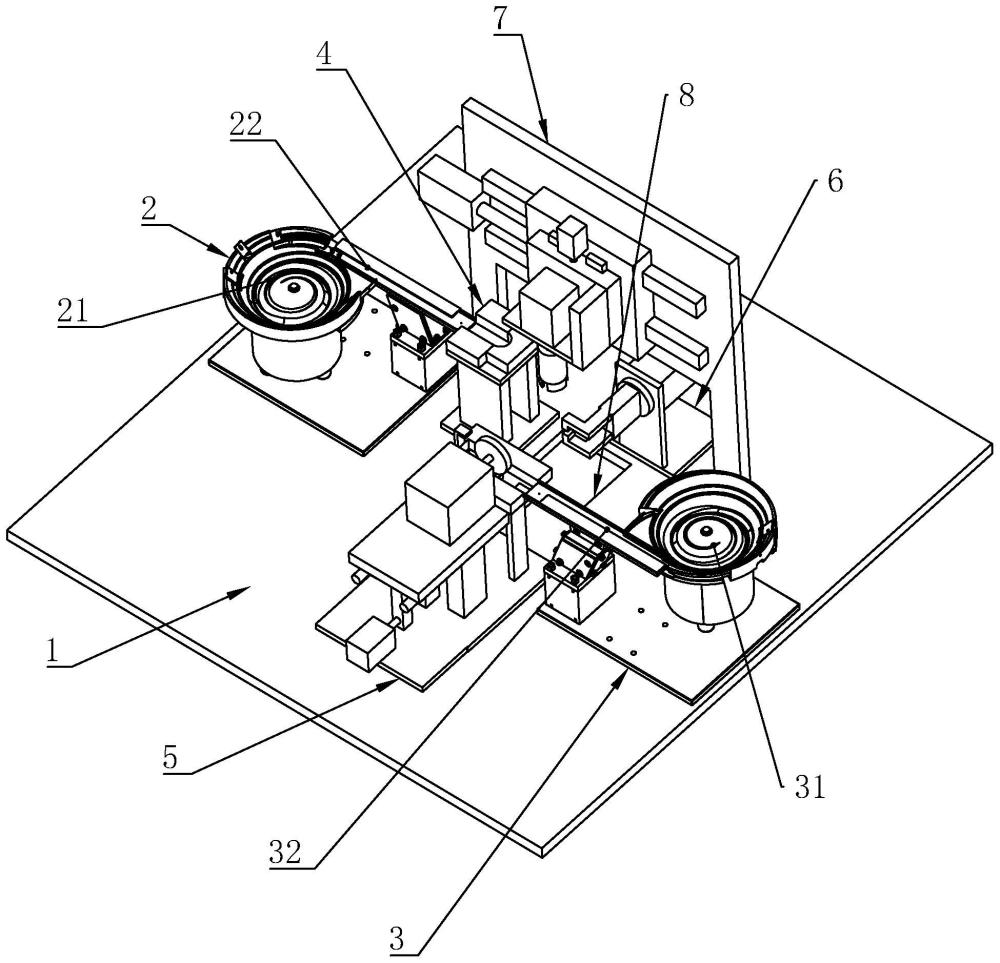
图1为本发明的整体结构示意图;
图2为刷体定位装置的结构示意图;
图3为盖体定位装置的结构示意图;
图4为盖体组装装置的结构示意图;
图5为刷体组装装置的结构示意图。
附图标记:1、安装平台;
2、盖体上料装置;21、盖体振动盘;22、盖体送料轨道;
3、刷体上料装置;31、刷体振动盘;32、刷体送料轨道;
4、盖体定位装置;41、第二安装架;42、左导向块;43、右导向块;44、定位块;45、导向通道;46、盖体定位槽;
5、刷体定位装置;51、第一安装架;511、安装杆;512、限位杆;513、上定位槽;514、支撑块;515、导向槽;52、送料板;521、下定位槽;522、夹料口;53、第一驱动源;54、送料刷;55、第二驱动源;56、导杆;57、感应器;
6、刷体组装装置;61、第三安装架;62、第一夹取件;63、第一转动驱动源;
7、盖体组装装置;71、第四安装架;72、横移安装块;73、横移驱动源;74、竖移安装块;75、竖移驱动源;76、第二夹取件;761、夹紧驱动源;762、第二夹爪;7621、夹取槽;77、第二转动驱动源;
8、下料区域。
具体实施方式
以下结合附图,对本发明的具体实施方式作进一步详述,以使本发明技术方案更易于理解和掌握。
如图1-图5所示,一种胶水毛刷自动组装机,包括安装平台1、盖体上料装置2、刷体上料装置3、盖体定位装置4、刷体定位装置5、刷体组装装置6以及盖体组装装置7。安装平台1放置在地面上,用于安装上述装置。其中,安装平台1既可以为地面也可以为架体等。盖体上料装置2设置在安装平台1的一侧。其中,胶水毛刷通常包括旋转安装在胶水瓶瓶口的盖体,以及与盖体相连接并伸入胶水瓶内的刷体。盖体上料装置2用于运送胶水毛刷的盖体。刷体上料装置3设置在安装平台1的另一侧,用于运送胶水毛刷的刷体。盖体定位装置4设置在盖体上料装置2与刷体上料装置3,其与所述盖体上料装置2相连接,用于盖体的定位。所述盖体上料装置2运送盖体至盖体定位装置4。刷体定位装置5与所述刷体上料装置3相连接,用于刷体的定位。所述刷体上料装置3运送刷体至刷体定位装置5。刷体组装装置6设置在所述刷体定位装置5的一侧,用于拾取刷体定位装置5上定位好的刷体,并将刷体移动至设定位置。盖体组装装置7设置在所述盖体定位装置4的一侧,用于将盖体定位装置4上定位好的盖体移动至刷体组装装置6的上方,再将盖体组装到刷体上,之后将组装好后的胶水毛刷运送至下料区域8下料,即可完成胶水毛刷的组装。从而通过上述装置实现对胶水毛刷的自动化组装,大大提高生产效率。
具体的,结合图1与图2,所述刷体定位装置5包括第一安装架51、送料板52、第一驱动源53、送料刷54以及第二驱动源55。第一安装架51固定在安装平台1上,其靠近刷体组装装置6的一侧设置有上定位槽513,并且所述上定位槽513与刷体上料装置3相连通,从而以便刷体上料装置3内的刷体能够进入刷体定位装置5完成定位。送料板52横向移动设置在所述第一安装架51上,并且其靠近刷体组装装置6的一侧设置有下定位槽521;当送料板52处于初始位置,即第一驱动源53未驱动送料板52时,所述下定位槽521位于上定位槽513的下方并且与上定位槽513相连通。第一驱动源53与所述送料板52相连接,用于驱动送料板52横向移动。送料刷54转动设置在所述上定位槽513的上侧,所述送料刷54的下侧与刷体相接触用于带动刷体移动至上定位槽513内,并落至下定位槽521,使刷体抵靠在下定位槽521的一端,实现刷体的定位。结构简单且能有效定位。第二驱动源55设置在所述第一安装架51上,并与所述送料刷54相连接,用于驱动送料刷54转动。其中,送料刷54优选为柔性材料制成以便在保持对刷体足够摩擦力的同时不会对刷体表面造成损伤。
从而刷体上料装置3将刷体运送至上定位槽513的边缘,送料刷54与刷体相接触后,送料刷54通过摩擦力带动刷体移动进入上定位槽513。如果下定位槽521内空置,则刷体会落入下定位槽521,刷体抵靠在下定位槽521一端的内壁上实现定位。如果下定位槽521已放置一个刷体,则送料刷54会带动刷体移动抵靠在上定位槽513的一端实现该刷体的定位。之后,所述第一驱动源53驱动送料板52朝着刷体组装装置6移动,将下定位槽521内的刷体运送至刷体组装装置6的夹料区域,刷体组装装置6夹取下定位槽521内的刷体,从而实现刷体在刷体定位装置5上到刷体组装装置6的运送。同时通过上述结构也能实现对刷体的自动化定位以及准确快速地定位,大大提高生产效率。
进一步地,结合图1与图2,所述下定位槽521靠近刷体组装装置6的一侧设置有夹料口522,所述夹料口522的开口朝向刷体组装装置6用于刷体组装装置6伸入下定位槽521内夹取刷体。具体的,刷体放置在下定位槽521内时,夹料口522使刷体的部分位置与外界相连通,从而刷体组装装置6能够同时作用于刷体的上下两侧,使刷体组装装置6夹取刷体时能够更加稳定。
结合图1与图2,所述第一安装架51的上侧设置有安装杆511,所述第二驱动源55设置在安装杆511上;所述安装杆511的一侧设置有限位杆512,所述限位杆512与安装杆511之间形成所述上定位槽513,所述限位杆512限制所述刷体的移动,防止送料板52运送下定位槽521内的刷体时带动上定位槽513内的刷体脱离上定位槽513,使上定位槽513内的刷体放置在上定位槽513内时能够更加稳定。
结合图1与图2,所述限位杆512位于下定位槽521的上方,且所述限位杆512下表面的高度大于所述下定位槽521内刷体上表面的高度。从而使限位杆512只能限制上定位槽513内的刷体而不会影响下定位槽521内的刷体,使限位杆512的功能能够准确作用。
结合图1与图2,所述送料板52的下侧连接有导杆56,所述第一安装架51上固定设置有支撑块514,所述导杆56穿设在所述支撑块514内,从而通过导杆56在支撑块514内的滑动提高送料板52移动时的稳定性。所述支撑块514的上端与所述送料板52的下表面相接触,从而通过支撑块514支撑送料板52,进一步提高送料板52移动时的稳定性。
进一步地,结合图1与图2,所述第一安装架51上端的两侧设置有导向槽515,所述送料板52的两侧对应设置在两侧的导向槽515内。从而通过支撑块514、导杆56以及导向槽515的共同配合作用引导送料板52的移动,进一步提高送料板52的稳定性。
结合图1与图2,所述送料刷54至少下端设置在所述上定位槽513内,用于与上定位槽513内的刷体相接触。从而使送料刷54能够与上定位槽513内的刷体充分接触,更加稳定地运送刷体。
其中,结合图1与图2,所述送料刷54的截面形状为圆形,送料刷54的刷毛端位于送料刷54的周面且朝外设置。从而送料刷54转动时刷毛能够时刻与刷体相接触,以保证送料刷54对刷毛的稳定作用。
结合图1与图2,所述上定位槽513的上方设置有感应器57,用于检测上定位槽513与下定位槽521内的刷体。本实施例中感应器57可以采用光感感应器57,感应器57竖向向下感应,同时检测上定位槽513与下定位槽521内有无刷体,从而便于相应的控制装置对第一驱动源53进行控制,进而控制送料板52的移动,以便更有效运输刷体。
其中,上述的盖体定位装置4、刷体定位装置5、刷体组装装置6、盖体组装装置7均可以设置感应器,以检测相应的工作位置有无刷体或盖体等加工件放置,以便更有效处理加工件、组装胶水毛刷。
结合图1与图3,所述盖体定位装置4包括第二安装架41、定位块44、左导向块42与右导向块43。第二安装架41设置在安装平台1上。左导向块42与右导向块43设置在所述第二安装架41上端的左右两侧;所述左导向块42与右导向块43之间形成用于盖体导向的导向通道45。定位块44设置在所述第二安装架41靠近盖体组装装置7的一侧。其中,所述定位块44上成型有盖体定位槽46,所述盖体定位槽46与所述导向通道45相连通,导向通道45与所述盖体上料装置2相连通,盖体从盖体上料装置2进入导向通道45,再通过导向通道45引导进入盖体定位槽46。所述盖体定位槽46的形状与所述盖体相适配,通过盖体抵靠在盖体定位槽46的内壁实现盖体的定位。结构简单且能够有效定位。
结合图1与图4,所述盖体组装装置7包括第四安装架71、横移安装块72、横移驱动源73、竖移安装块74、竖移驱动源75、第二夹取件76、第二转动驱动源77。第四安装架71设置在安装平台1上。横移安装块72可横向移动设置在所述第四安装架71上。横移驱动源73与所述横移安装块72相连接,用于驱动横移安装块72横向移动。竖移安装块74可竖向移动设置在所述横移安装块72上,并随所述横移安装块72横向移动。竖移驱动源75与所述竖移安装块74相连接,用于驱动竖移安装块74竖向移动。第二夹取件76转动设置在所述竖移安装块74上并随竖移安装块74竖向移动,用于夹取所述盖体定位槽46内的盖体。第二转动驱动源77,其设置在所述竖移安装块74上并与所述第二夹取件76相连接,用于驱动所述第二夹取件76的转动。从而通过上述结构实现第二夹取件76的多方位移动,以便第二夹取件76能够更自由地夹取与移动盖体,以便实现盖体的运送与组装。
如图4所示,所述第二夹取件76包括夹紧驱动源761与若干个第二夹爪762。夹紧驱动源761与所述第二转动驱动源77相连接。若干个第二夹爪762呈圆周阵列设置在所述夹紧驱动源761的下端;所述夹紧驱动源761驱动若干个第二夹爪762相互远离或者靠近。其中,若干个第二夹爪762包围形成用于放置盖体的夹取槽7621;所述第二夹爪762的内侧均成型有弧面,所述弧面的形状与所述盖体的周面相适配,从而更加便于第二夹取件76对盖体的稳定夹持。
如图5所示,所述刷体组装装置6包括第三安装架61、第一夹取件62以及第一转动驱动源63。第三安装架61设置在安装平台1上。第一夹取件62设置在所述第三安装架61的一侧,用于夹取下定位槽521内的刷体,其中,第一夹取件62可以采用如拇指气缸等能够上下夹紧刷体的装置即可。第一转动驱动源63设置在所述第三安装架61的另一侧并与所述第一夹取件62相连接,所述第一转动驱动源63驱动第一夹取件62以及第一夹取件62上的刷体转动,当刷体转动至设定角度时,盖体组装装置7即可下降并旋转第二夹取件76,使盖体旋转组装到刷体上。
其中,本实施例中刷体与盖体通过螺纹连接,刷体组装时的设定角度优选为90度,即使刷体转动到竖直方向,并且刷体的螺纹端朝上,盖体则为螺纹端朝下,从而通过盖体组装装置7旋转盖体即可完成盖体与刷体的组装。
如图1所示,所述刷体上料装置3包括刷体振动盘31与刷体送料轨道32。刷体振动盘31通过振动实现刷体的振动排列上料。刷体送料轨道32的一端与所述刷体振动盘31相连通,另一端与所述上定位槽513相连通,用于将刷体振动盘31内的刷体运送至上定位槽513内,实现刷体从刷体上料装置3到刷体定位装置5的运输。
如图1所示,所述盖体上料装置2包括盖体振动盘21与盖体送料轨道22。盖体振动盘21通过振动实现盖体的振动排列上料。盖体送料轨道22的一端与所述盖体振动盘21相连通,另一端与所述盖体定位槽46相连通,用于将盖体振动盘21内的盖体运送至盖体定位槽46内,从而实现盖体上料装置2到盖体定位装置4的运输。
当然,以上只是本发明的典型实例,除此之外,本发明还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求保护的范围之内。