一种具有刷柄插入导向装置的制刷设备
文献发布时间:2023-06-29 06:30:04
技术领域
本发明属于毛刷生产制备技术领域,具体涉及一种具有刷柄插入导向装置的制刷设备。
背景技术
毛刷被广泛应用于工农业生产中,毛刷主要由刷柄和刷头组成,刷头包括刷头套和刷毛,刷头套内部形成有容纳腔,该容纳腔在刷头套的一侧形成有第一开口,在刷头套的另一侧形成有第二开口,刷毛的第一端通过刷头套的第二开口填塞于刷头套的部分容纳腔内,刷毛的第二端露出刷头套,容纳腔的自刷毛的第一端末端至第一开口的空间为刷柄安装腔。毛刷生产时,大都是先将刷头套和刷毛装配为一体形成刷头,然后将刷柄和刷头组装。
现有技术中的制刷设备为了保障刷柄和刷头卡接的成功率,常需要对刷柄和刷头进行预处理,如公开号为CN112841858A的专利文献公开的技术方案:需要对刷柄进行切边,对刷头进行预撑。这种方式虽然提高了成功率,但是仍存在不足之处,一是其刷头在预撑过程中容易使其出现容纳腔变形及纹痕,导致产品的美观度较差,影响销售;二是对刷柄和刷头进行预处理使得整体的制刷流程增加,影响制刷效率。
有鉴于此,发明人期望提供一种具有刷柄插入导向装置的制刷设备,无需对刷柄和刷头进行预处理,更能提高装柄的成功率。
发明内容
本发明的目的在于克服传统技术中存在的上述问题,提供一种具有刷柄插入导向装置的制刷设备。
为实现上述技术目的,达到上述技术效果,本发明是通过以下技术方案实现:
一种具有刷柄插入导向装置的制刷设备,包括刷头上料装置和刷柄上料装置,还包括刷柄插入导向装置,所述刷头上料装置沿第一路径将刷头输送至组装工位,所述刷柄上料装置沿第二路径将刷柄输送至组装工位,所述刷柄插入导向装置设置在第二路径上。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述组装工位处安装有便于对输送来的刷头进行稳固夹持的夹持装置。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述夹持装置中集成有能够对卡接后的产品进行自动打钉的打钉系统。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述刷柄插入导向装置包括导向片、旋转机构和位移机构;
所述导向片共有两排,且呈上下分布;所述导向片的一端部为旋转定位端,另一端部为柔性端;
所述旋转机构用于带动导向片围绕旋转定位端进行旋转;
所述位移机构用于带动旋转机构及导向片进行同步位移。
进一步地,上述具有刷柄插入导向装置的制刷设备中,两排所述导向片的柔性端具有相互靠近抵压的趋势,两排所述导向片的柔性端位于刷头和刷柄的卡接路线上,当所述刷柄沿着卡接路线位移时,能够在所述导向片的导向作用下顺利进入刷头的容纳腔中。
进一步地,上述具有刷柄插入导向装置的制刷设备中,两排所述导向片的柔性端在进入刷头容纳腔的过程中,在旋转机构的作用下能够进行相对旋转分离动作。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述刷柄在进入刷头容纳腔的过程中,利用两排所述导向片能够对刷柄的位置进行修正。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述两排导向片伸入刷头容纳腔中的柔性端能够将刷柄前进的驱动力转变为对刷头的内撑力。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述刷头中刷头套的材质为金属或塑料,所述刷柄的材质为木质或塑料,所述导向片的材质为金属。
进一步地,上述具有刷柄插入导向装置的制刷设备中,每排所述导向片为整体的一块片体,或者每排所述导向片包含分体的多个瓣片,且相邻两个瓣片之间的隔距固定或者能够进行调节。
进一步地,上述具有刷柄插入导向装置的制刷设备中,在所述导向片靠近刷头的一侧增设有至少一层不易弯折的支撑片,所述导向片的柔性端相对于支撑片向外凸出,利用所述支撑片为导向片提供支撑,使得导向片的形变范围能够被有效地控制。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述旋转机构为无需动力组件带动的自动作机构。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述旋转机构包括定位轴、转套、第一基板和复位弹簧组件,所述定位轴共有两根,且呈上下并列固定在第一基板,所述定位轴的外侧套设安装有转套,所述导向片的旋转定位端安装在转套上,所述第一基板上安装有用于限制转套位置的复位弹簧组件。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述复位弹簧组件包括复位弹簧、第一挂钩、第二挂钩和挂钩固定件,所述第一挂钩固定在转套的外侧,所述第二挂钩通过挂钩固定件与第一基板固定,所述第一挂钩和第二挂钩之间安装有复位弹簧,当所述转套随导向片向外翻转时,所述复位弹簧组件中复位弹簧随之发生形变,所述转套在复位弹簧组件的作用下具有向内翻转复位的趋势。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述位移机构包括第二基板、直线导轨副和驱动推杆,所述直线导轨副由相配合的滑轨和滑块组成,所述滑轨和驱动推杆安装在第二基板上,所述滑块的外侧固定安装有第一基板,所述驱动推杆的活动端与第一基板连接,所述直线导轨副的长度方向、驱动推杆的推动方向均与刷柄的卡接路线方向一致。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述旋转机构为基于动力组件的主动动作机构,所述旋转机构包括两根转轴和用于驱动两根转轴相对旋转的动力组件,所述导向片的旋转定位端安装在对应的转轴上。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述动力组件包括主动推杆,所述主动推杆为电动推杆、气动推杆和液压推杆中的任一种;所述主动推杆的活动端安装有推块,所述推块位于靠近转轴的两侧开设有齿槽,两根所述转轴由第一基板提供旋转支撑,所述主动推杆由第一基板提供固定支撑,所述转轴上安装有与对应侧齿槽啮合的齿轮,通过所述主动推杆的伸缩即可实现两根转轴的相对旋转。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述动力组件包括由电机驱动旋转的凸轮,两根所述转轴由第一基板提供旋转支撑,所述转轴上固定有带凸轴的凸板,所述凸轮上安装有两个偏心轴,所述凸板的凸轴和对应的偏心轴之间套设安装有连板,通过所述凸轮的旋转即可实现两根转轴的相对旋转。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述动力组件包括两个独立的旋转电机,两根所述转轴由第一基板提供旋转支撑,两根所述转轴各自由一个旋转电机带动旋转,所述旋转电机通过电机支架固定在第一基板上。
进一步地,上述具有刷柄插入导向装置的制刷设备中,所述动力组件包括一个旋转电机,两根所述转轴由第一基板提供旋转支撑,其中一根所述转轴由旋转电机带动旋转,所述旋转电机通过电机支架固定在第一基板上,两根所述转轴上安装有相互啮合的齿盘。
本发明的有益效果是:
本发明制刷设备在刷头上料装置和刷柄上料装置的基础上增设有刷柄插入导向装置,刷柄插入导向装置其主要由导向片、旋转机构和位移机构组成,导向片共有两排,且呈上下分布;两排导向片的柔性端位于刷头和刷柄的卡接路线上,刷头到达卡接工位后,刷柄沿着卡接路线位移时,能够在导向片的导向作用下顺利进入刷头的容纳腔中。两排导向片的柔性端在进入刷头容纳腔的过程中,在旋转机构的作用下能够进行相对旋转分离动作。刷柄在进入刷头容纳腔的过程中,利用两排导向片能够对刷柄的位置进行修正(部分刷柄在制备过程因一些因素会出现翘曲现象,修正后使得翘曲的刷柄也能正常卡接,避免资源浪费)。同时,两排导向片伸入刷头容纳腔中的柔性端能够将刷柄前进的驱动力转变为对刷头的内撑力。通过这种方式使得制刷设备无需对刷柄和刷头进行预处理,不仅使得产品的美观度较好,提高其市场竞争力,而且在保障刷柄和刷头卡接成功率的基础上,大幅简化制刷流程,提高制刷效率。
当然,实施本发明的任一产品并不一定需要同时达到以上的所有优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
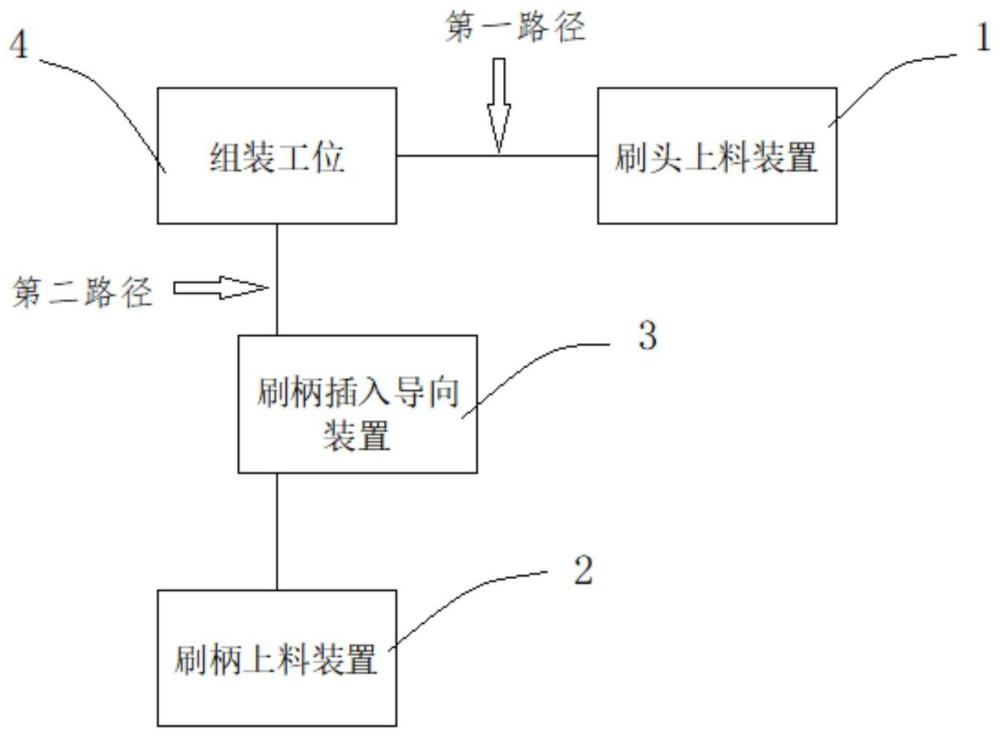
图1为本发明整体的结构示意图;
图2为本发明中刷柄插入导向装置的工作原理示意图;
图3为本发明实施例三中装置整体的立体结构示意图;
图4为本发明实施例三中装置整体的主视结构示意图;
图5为本发明实施例三中复位弹簧组件的结构示意图;
图6为本发明实施例四中动力组件的结构示意图;
图7为本发明实施例五中动力组件的结构示意图;
图8为本发明实施例六中动力组件的结构示意图;
图9为本发明实施例七中动力组件的结构示意图;
附图中,各标号所代表的部件列表如下:
1-刷头上料装置,2-刷柄上料装置,3-刷柄插入导向装置,301-导向片,302-定位轴,303-转套,304-第一基板,305-复位弹簧组件,305a-复位弹簧,305b-第一挂钩,305c-第二挂钩,305d-挂钩固定件,306-第二基板,307--滑轨,308-滑块,309-驱动推杆,310-转轴,311-齿轮,312-推块,313-凸轮,314-凸板,315-凸轴,316-偏心轴,317-连板,318-旋转电机,319-齿盘,4-组装工位,5-刷头,6-刷柄。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例一
如图1所示,本实施例提供一种具有刷柄插入导向装置的制刷设备,包括刷头上料装置1、刷柄上料装置2和刷柄插入导向装置3,刷头上料装置1沿第一路径将刷头5输送至组装工位4,刷柄上料装置2沿第二路径将刷柄6输送至组装工位4,刷柄插入导向装置3设置在第二路径上。
本实施例中,组装工位4处安装有便于对输送来的刷头5进行稳固夹持的夹持装置。
夹持装置中集成有能够对卡接后的产品进行自动打钉的打钉系统。
实施例二
本实施例与实施例一的区别在于,夹持装置中集成有能够对卡接后的产品进行自动打钉的打钉系统。
实施例三
如图2-图5所示,本实施例提供一种具有刷柄插入导向装置的制刷设备,包括刷头上料装置1、刷柄上料装置2和刷柄插入导向装置3。刷头上料装置1沿第一路径将刷头5输送至组装工位4,刷柄上料装置2沿第二路径将刷柄6输送至组装工位4,刷柄插入导向装置3设置在第二路径上。其中,刷柄插入导向装置3包括导向片301、旋转机构和位移机构。导向片301共有两排,且呈上下分布;导向片301的一端部为旋转定位端,另一端部为柔性端,两排导向片301的柔性端具有相互靠近抵压的趋势;旋转机构用于带动导向片301围绕旋转定位端进行旋转;位移机构用于带动旋转机构及导向片301进行同步位移。
本实施例中,两排导向片301的柔性端位于刷头5和刷柄6的卡接路线上,刷头5到达卡接工位后,刷柄6沿着卡接路线位移时,能够在导向片301的导向作用下顺利进入刷头5的容纳腔中。两排导向片301的柔性端在进入刷头5容纳腔的过程中,在旋转机构的作用下能够进行相对旋转分离动作。刷柄6在进入刷头5容纳腔的过程中,利用两排导向片301能够对刷柄6的位置进行修正(部分刷柄6在制备过程因一些因素会出现翘曲现象,修正后使得翘曲的刷柄6也能正常卡接,避免资源浪费),两排导向片301伸入刷头5容纳腔中的柔性端能够将刷柄6前进的驱动力转变为对刷头5的内撑力。
本实施例中,刷头5中刷头套的材质为金属或塑料,刷柄6的材质为木质或塑料,导向片301的材质为金属。
本实施例中,每排导向片301包含分体的多个瓣片或整体的一块片体;导向片301采用分体的多个瓣片时,相邻两个瓣片之间的隔距固定或者能够进行调节,最外层的两个瓣片之间的距离小于刷头5容纳腔的横向长度。
本实施例中,为了实现导向片301只在靠近柔性端具有较好的形变特点,可在导向片301靠近刷头5的一侧增设一层不易弯折的支撑片,导向片301的柔性端相对于支撑片向外凸出,利用支撑片可对导向片301提供支撑,对其形变范围进行有效地控制。
本实施例中,旋转机构为无需动力组件带动的自动作机构。如图5-图7所示,旋转机构包括定位轴302、转套303、第一基板304和复位弹簧组件305,定位轴302共有两根,且呈上下并列固定在第一基板304,定位轴302的外侧套设安装有转套303。导向片301的旋转定位端安装在转套303上,第一基板304上安装有用于限制转套303位置的复位弹簧组件305。
本实施例中,复位弹簧组件305包括复位弹簧305a、第一挂钩305b、第二挂钩305c和挂钩固定件305d,第一挂钩305b固定在转套303的外侧,第二挂钩305c通过挂钩固定件305d与第一基板304固定,第一挂钩305b和第二挂钩305c之间安装有复位弹簧305a,当转套303随导向片301向外翻转时,复位弹簧305a组件中复位弹簧305a随之发生形变,转套303在复位弹簧组件305的作用下具有向内翻转复位的趋势。
本实施例中,位移机构包括第二基板306、直线导轨副和驱动推杆309,直线导轨副由相配合的滑轨307和滑块308组成,滑轨307和驱动推杆309安装在第二基板306上,滑块308的外侧固定安装有第一基板304,驱动推杆309的活动端与第一基板304连接。直线导轨副的长度方向、驱动推杆309的推动方向均与刷柄6的卡接路线方向一致。驱动推杆309为电动推杆、液压推杆、气动推杆中的任一种。
本实施例中,第二基板306可通过焊接固定、螺钉固定等常规的固定方式安装在制刷设备上,第二基板306也可由与制刷设备独立的支架提供支撑。
本实施例的工作原理为:
如图2(a)所示,将两排导向片301的柔性端位于刷头5和刷柄6的卡接路线上;
如图2(b)所示,刷头5到达卡接工位后位置固定,利用位移机构带动两排导向片301朝靠近刷头5方向位移,使得两排导向片301的柔性端进入刷头5的容纳腔;
如图2(c)所示,刷柄6沿着卡接路线位移时,能够在导向片301的导向作用下顺利进入刷头5的容纳腔中;两排导向片301的柔性端在进入刷头5容纳腔的过程中,在旋转机构的作用下能够进行相对旋转分离动作;刷柄6在进入刷头5容纳腔的过程中,利用两排导向片301能够对刷柄6的位置进行修正(部分刷柄6在制备过程因一些因素会出现翘曲现象,修正后使得翘曲的刷柄6也能正常卡接,避免资源浪费),两排导向片301伸入刷头5容纳腔中的柔性端能够将刷柄6前进的驱动力转变为对刷头5的内撑力。
如图2(d)所示,利用位移机构带动两排导向片301朝远离刷头5方向位移,使得导向片301的柔性端从刷头5的容纳腔中分离,不会影响组装产品的下料操作。刷头5和刷柄6直接通过卡接固定,在卡接固定的基础上也可根据需求进行加钉操作。
实施例四
本实施例与实施例三的主要区别在于,旋转机构为基于动力组件的主动动作机构。旋转机构包括两根转轴310和用于驱动两根转轴310相对旋转的动力组件,导向片301的旋转定位端安装在对应的转轴310上。如图6所示(图中未示出导向片301),动力组件包括主动推杆,主动推杆为电动推杆、气动推杆和液压推杆中的任一种;主动推杆的活动端安装有推块312,推块312位于靠近转轴310的两侧开设有齿槽,两根转轴310由第一基板304提供旋转支撑,主动推杆由第一基板304提供固定支撑,转轴310上安装有与对应侧齿槽啮合的齿轮311,通过主动推杆的伸缩即可实现两根转轴310的相对旋转。
实施例五
本实施例与实施例一的主要区别在于,旋转机构为基于动力组件的主动动作机构。旋转机构包括两根转轴310和用于驱动两根转轴310相对旋转的动力组件,导向片301的旋转定位端安装在对应的转轴310上。如图7所示(图中未示出导向片301),动力组件包括由电机驱动旋转的凸轮313,两根转轴310由第一基板304提供旋转支撑,转轴310上固定有带凸轴315的凸板314,凸轮313上安装有两个偏心轴316,凸板314的凸轴315和对应的偏心轴316之间套设安装有连板317,通过凸轮313的旋转即可实现两根转轴的相对旋转。
实施例六
本实施例与实施例一的主要区别在于,旋转机构为基于动力组件的主动动作机构。旋转机构包括两根转轴310和用于驱动两根转轴310相对旋转的动力组件,导向片301的旋转定位端安装在对应的转轴310上。如图8所示(图中未示出导向片301),动力组件包括两个独立的旋转电机318,两根转轴310由第一基板304提供旋转支撑,两根转轴310各自由一个旋转电机318带动旋转,旋转电机318通过电机支架固定在第一基板304上。
实施例七
本实施例与实施例一的主要区别在于,旋转机构为基于动力组件的主动动作机构。旋转机构包括两根转轴310和用于驱动两根转轴310相对旋转的动力组件,导向片301的旋转定位端安装在对应的转轴310上。如图9所示(图中未示出导向片301),动力组件包括一个旋转电机318,两根转轴310由第一基板304提供旋转支撑,其中一根转轴310由旋转电机318带动旋转,旋转电机318通过电机支架固定在第一基板304上,两根转轴310上安装有相互啮合的齿盘319。
上述的方案只作为一个常规示例,本实施例并不对动力组件的实现形式作限定,上述动力组件还可设置为偏心驱动等现有技术中可驱动两根转轴310相对旋转的其他常规机构方式。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。