PUR圆脊精装书制作方法
文献发布时间:2024-01-17 01:13:28
技术领域
本发明涉及精装书制作领域,尤其涉及一种PUR圆脊精装书制作方法。
背景技术
圆形书脊,因前后书帖的位置略有不同,书帖的折叠处稍微呈半圆形,分布在一个弧面上,其厚度得到平衡;书芯和翻口处与书脊的凸圆形相适应,呈凹圆形;所以较厚的图书采用圆形书脊较好。圆脊书是经过扒圆加工后后背脊成圆弧形的,一般以书芯厚度为旋与圆弧对呈120度为宜;圆脊又可分为圆背无脊和圆背有脊两种。
中国专利公开号:CN110271312A,公开了一种精装书生产工艺步骤A1:书页处理;步骤A2:书页粘合;步骤A3:书脊制作;步骤A4:书芯成型;步骤A3包括以下步骤:步骤A31:将书页胶合处潮湿,步骤A32:扒圆;步骤A33:起脊;步骤A34:烘干。由此可见,现有技术中,还存在以下问题,传统精装书的制作使用的是水胶和EVA热熔胶,相比PUR胶,水胶的使用寿命相对较短,定型慢,容易变形,对保存环境要求高;ETA热熔胶的使用寿命短,易变形,易开胶,对环境要求较高。
发明内容
为此,本发明提供一种PUR圆脊精装书制作方法,用以克服现有技术中由于采用水胶或EVA胶导致精装书的保存时间短,对环境条件要求高的问题。
为实现上述目的,本发明提供一种PUR圆脊精装书制作方法,包括,
步骤S1,书芯锁线;
步骤S2,书芯上胶裁切;
步骤S3,书脊拔圆;
步骤S4,书芯套壳;
步骤S5,成品检验及筛选。
进一步的,在书芯锁线完成后,检测书芯的松紧度,抽检数量为n贴页子进行拉动,每次拉动单一页子,并在任一贴页子拉动完成后,将其推回原位,检测每贴页子的错动距离,对于拉动的第i贴页子的错动距离记为Li,i=1,2,...n;将Li最大拉动标准距离Lz与最小拉动标准距离Lx进行对比,
当Lx≤Li≤Lz时,判定第i贴页子的错动距离在合理范围;
当Li不在[Lx,Lz]区间范围时,判定第i贴页子的错动距离不在合理范围;
当拉动的所有贴页子错动距离均在[Lx,Lz]区间范围时,判定书芯锁线工序合格;
Lx=0.3mm,Lz=0.5mm。
进一步的,在判定书芯锁线工序合格后,将书芯放入胶装龙统发系统通过胶锅对书芯上胶,其中,胶锅中所使用的胶水类型为PUR胶,所述PUR的型号为PUR-1018;所述书芯的上胶厚度为0.5-0.7mm。
进一步的,在所述步骤S2过程中,对书芯上胶时,在平行书脊方向粘上皱纹纸,所述皱纹纸的重量为157±1g,宽度为书脊宽度+10mm;皱纹纸粘贴完成后,通过三面刀对书芯进行裁切。
进一步的,在所述步骤S2过程中对书芯进行上胶过程中,环境温度与湿度保持在合理范围内,环境温度范围为20-30℃,环境湿度范围为25%-30%。
进一步的,在所述步骤S2过程中对书芯上胶裁切完成后,对书芯的书脊进行拔圆,拔圆时间的判定方法为:将上胶后书芯拿起查看其胶底状态,胶底拉丝时开始拔圆。
进一步的,在所述步骤S3过程中,对书芯的书脊进行拔圆前进行试拔,检测试拔后的外观,
当书背有裂痕、外形不圆润时,判定试拔失败;
当书背无裂痕、外形圆润,判定试拔成功,进行正式拔圆。
进一步的,对所述书芯的书脊拔圆完成后,在所述步骤S4过程中将书芯与书壳用底胶粘连进行套壳操作,完成后在所述步骤S5过程中,对成品进行筛选,挑选出不合格品。
与现有技术相比,本发明的有益效果在于,所述步骤S1书芯锁线过程中,通过拉动书贴观测两页书贴之间的错动距离,保证了锁线不会过松或过紧,若锁线过松,则书芯容易走形,若锁线过紧,则书芯容易断裂;通过这种方式,提升了书芯锁线的质量;进一步保证了后续书芯上胶的质量。
进一步地,在所述步骤S2的书芯上胶过程中,采用PUR胶代替水胶和EVA热熔胶,相比于PUR胶,水胶的使用寿命相对较短,定型慢,容易变形,对保存环境要求高,即不能适应高温高湿环境;EVA热熔胶的使用寿命短,易变性,易开胶,对环境要求较高,尤其对温度要求高,通过采用PUR胶代替现有技术中通常采用的水胶和EVA热熔胶,能有效提升圆脊精装书的质量,提高精装书的耐储藏性。
进一步地,在书芯的上胶与拔圆过程中,通过合理调节环境的温度与湿度对书芯的上胶与拔圆时间进行精确掌握,空气越干燥,温度越高所需要的拔圆时间越长,通过对上胶与拔圆时间的精准掌握,提高了书芯上胶与拔圆质量,进一步提高了精装书的加工合格率,避免了加工材料的浪费。
附图说明
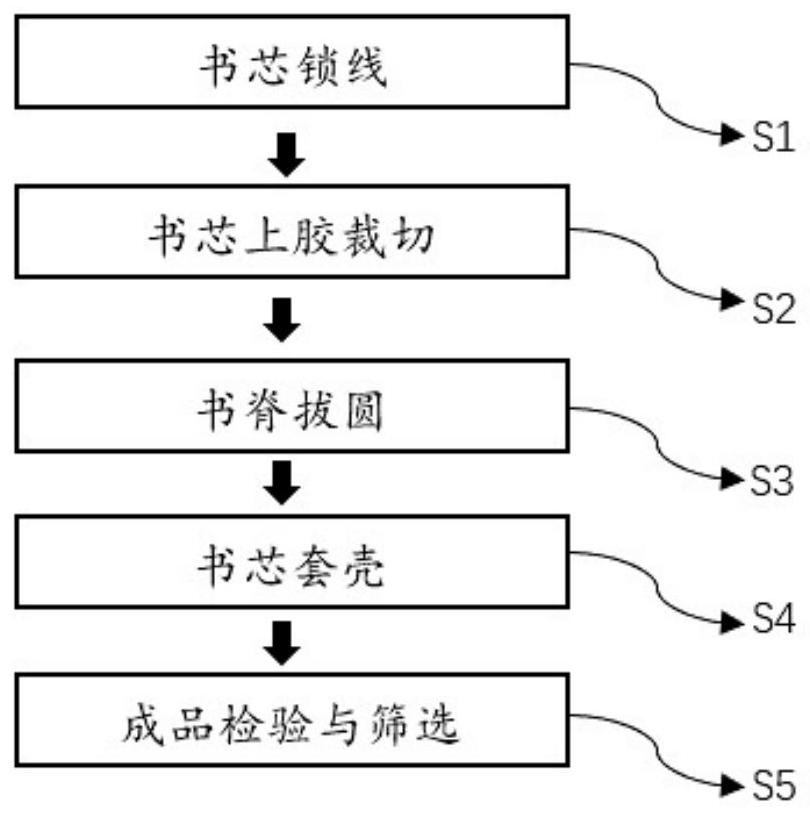
图1为本发明实施例所述的PUR圆脊精装书制作方法的方法流程图。
具体实施方式
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
请参阅图1所示,其为本发明实施例所述的PUR圆脊精装书制作方法的方法流程图,包括,
步骤S1,书芯锁线;
步骤S2,书芯上胶裁切;
步骤S3,书脊拔圆;
步骤S4,书芯套壳;
步骤S5,成品检验及筛选。
进一步地,所述步骤S1过程中,书芯锁线时,书芯的松紧度保持在合理范围内,书芯松紧度的判定方法为:当每页书贴锁线完成时,拉动上页书贴与下页书贴错动距离在0.3-0.5mm,其中mm表示毫米。
具体而言,所述步骤S1书芯锁线过程中,通过拉动书贴观测两页书贴之间的错动距离,保证了锁线不会过松或过紧,若锁线过松,则书芯容易走形,若锁线过紧,则书芯容易断裂;通过这种方式,提升了书芯锁线的质量;进一步保证了后续书芯上胶的质量。
进一步地,在所述步骤S1对书芯锁线完成后,将书芯放入胶装龙统发系统通过胶锅对书芯上胶,其中胶锅中所使用的胶水类型为PUR胶,所述PUR的型号为PUR-1018;所述书芯的上胶厚度为0.5-0.7mm。
具体而言,在所述步骤S2的书芯上胶过程中,采用PUR胶代替水胶和EVA热熔胶,相比于PUR胶,水胶的使用寿命相对较短,定型慢,容易变形,对保存环境要求高,即不能适应高温高湿环境;EVA热熔胶的使用寿命短,易变性,易开胶,对环境要求较高,尤其对温度要求高,通过采用PUR胶代替现有技术中通常采用的水胶和EVA热熔胶,能有效提升圆脊精装书的质量,提高精装书的耐储藏性。
进一步地,在所述步骤S2过程中,对书芯上胶时,在平行书脊方向粘上皱纹纸,所述皱纹纸的重量为157±1g,宽度为书脊宽度+10mm;皱纹纸粘贴完成后,通过三面刀对书芯进行裁切,其中g表示克。
进一步地,在所述步骤S2过程中对书芯进行上胶过程中,环境温度与湿度保持在合理范围内,环境温度范围为20-30℃,环境湿度范围为25%-30%。
具体而言,在书芯的上胶与拔圆过程中,通过合理调节环境的温度与湿度对书芯的上胶与拔圆时间进行精确掌握,空气越干燥,温度越高所需要的拔圆时间越长,通过对上胶与拔圆时间的精准掌握,提高了书芯上胶与拔圆质量,进一步提高了精装书的加工合格率,避免了加工材料的浪费。
进一步地,在所述步骤S2过程中对书芯上胶裁切完成后,在步骤S3过程中对书芯的书脊进行拔圆,拔圆时间的判定方法为:将上胶后书芯拿起查看其胶底状态,胶底拉丝表明可以开始拔圆。
进一步地,在所述步骤S3过程中,对书芯的书脊进行拔圆前进行试拔,观测书背是否有裂痕、外形是否圆润;当书背有裂痕、外形不圆润时,拔圆失败;当书背无裂痕、外形圆润,确认无误时,在0.5h内完成拔圆操作,其中h表示小时。
进一步地,在所述步骤,在所述步骤S3过程中,对所述书芯的书脊拔圆完成后,在所述步骤S4过程中将书芯与书壳用底胶粘连进行套壳操作,并在所述步骤S5过程中,对成品进行筛选,挑选出不合格品。
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。