牙刷以及牙刷的制造方法
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及牙刷以及牙刷的制造方法。
本申请要求基于2020年12月24日在日本提出申请的特愿2020-214890号的优先权,并在此援引其内容。
背景技术
使用者的口腔状态千差万别,牙刷的设计的嗜好也多种多样。然而,当试图提供适合各使用者的多品种的牙刷时,生产性降低,牙刷的价格变高。
在通过将由多个刷毛形成的毛束植设在头部中来构成刷部的情况下,为了制造多品种的刷部,需要准备许多种类以及材质的刷毛。因此,提出了一种相对于牙刷主体(头部)能够替换各种刷部的牙刷(例如专利文献1)。此外,在相对于由硬质树脂形成的牙刷主体(头部)而一体成形由软质树脂形成的刷部的结构的情况下,可以根据注射成形时的模具的种类,使用1种软质树脂来实现长丝的各种形状或粗细。
[现有技术文献]
[专利文献]
专利文献1:JP特开2004-154269号公报
发明内容
[发明所要解决的问题]
然而,在这样的一体成形的牙刷结构中,当试图实现与由刷毛形成的刷部相同程度的多品种生产时,需要根据牙刷主体中头部的尺寸、排列图案等,准备大量的用于成形刷部的模具。
本发明是鉴于上述情况而完成的,其目的在于提供一种在由硬质树脂形成的头部与由软质树脂形成的刷部的一体成形结构中能够控制制造成本且应对多品种生产的牙刷以及牙刷的制造方法。
[用于解决问题的手段]
本发明的一个方式的牙刷具备具有多个刷构件(brush piece)的刷部、以及在头部的正面上一体成形有所述刷部的牙刷主体,由D硬度70以下的软质树脂形成的所述刷构件具有基台部、形成在所述基台部的表面上的多个长丝、以及形成在所述基台部的背面且与所述牙刷主体嵌合的第1嵌合部,由硬质树脂形成的所述牙刷主体具有与所述第1嵌合部嵌合的第2嵌合部。
在本发明的一个方式的牙刷中,可设定为下述结构:所述第1嵌合部形成在所述基台部中与形成有所述多个长丝的表面相反的一侧的背面,所述第1嵌合部的从所述背面起计的长度相对于所述长丝的从所述表面起计的长度之比为0.2以上、1.0以下。
在本发明的一个方式的牙刷中,可将所述软质树脂的硬度、所述长丝的长度、所述长丝的形状、所述长丝的颜色、所述软质树脂的种类中的任意1种以上不同的所述刷构件排列多个而构成。
在本发明的一个方式的牙刷中,可设定为下述结构:所述第1嵌合部为圆柱形状。
在本发明的一个方式的牙刷中,可设定为下述结构:在经注射成形的所述刷构件中,所述第1嵌合部在外周具有拔模斜度锥面,所述拔模斜度锥面相对于与所述背面垂直的方向的拔模斜度角度θ小于3°。
在本发明的一个方式的牙刷中,可设定为下述结构:所述刷部具有所述多个刷构件以及保持所述多个刷构件的各第1嵌合部的保持部,所述多个刷构件在贯通所述保持部的厚度方向的多个贯通孔内从所述保持部的正面侧起分别插入所述多个第1嵌合部,并且在所述保持部的背面侧相互连结,所述保持部配置于在所述头部的正面开口的正面侧凹部内。
在本发明的一个方式的牙刷中,可设定为下述结构:所述牙刷具有将所述多个刷构件的各第1嵌合部连结的填充部,所述牙刷主体具有在所述头部的背面开口的背面侧凹部,在所述背面侧凹部内形成有所述填充部。
在本发明的牙刷的制造方法中,具备:成形具有由D硬度70以下的软质树脂形成的多个刷构件的刷部的工序、以及将所述刷部和牙刷主体一体成形的工序,在制造所述刷部的工序中,成形具有基台部、形成在所述基台部的表面上的多个长丝以及形成在所述基台部的背面且与所述牙刷主体嵌合的第1嵌合部的所述刷构件,在将所述刷部和所述牙刷主体一体成形的工序中,成形具有与所述第1嵌合部嵌合的第2嵌合部的由硬质树脂形成的所述牙刷主体。
[发明的效果]
根据本发明,可以提供一种牙刷以及牙刷的制造方法,其中,在头部和刷部的一体成形结构中,在由硬质树脂形成的头部和由软质树脂形成的刷部的一体成形结构中,能够控制制造成本且应对多品种生产。
附图说明
[图1]图1是表示本发明的一实施方式的牙刷的整体结构的透视图。
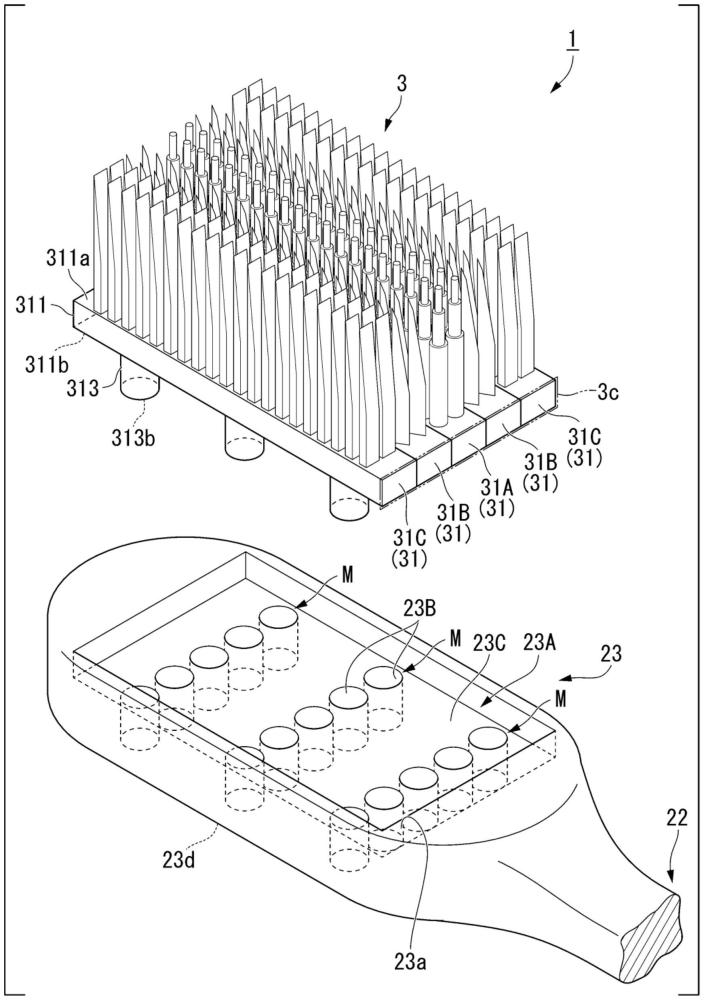
[图2]图2是牙刷中的头部和刷部的分解透视图。
[图3]图3是局部放大表示刷部的主要部分的透视图。
[图4]图4是沿着图1所示的IV-IV线的截面图。
[图5]图5是表示刷构件中的长丝的配置例的透视图。
[图6]图6是表示刷构件中的第1嵌合部的形状例的透视图。
[图7]图7是用于说明实施方式中的牙刷的制造方法的图。
[图8A]图8A是表示实施方式中的第1嵌合部的端部的截面形状例的图。
[图8B]图8B是表示实施方式中的第1嵌合部的端部的截面形状例的图。
[图8C]图8C是表示实施方式中的第1嵌合部的端部的截面形状例的图。
[图8D]图8D是表示实施方式中的第1嵌合部的端部的截面形状例的图。
[图8E]图8E是表示实施方式中的第1嵌合部的端部的截面形状例的图。
[图8F]图8F是表示实施方式中的第1嵌合部的端部的截面形状例的图。
[图8G]图8G是表示实施方式中的第1嵌合部的端部的截面形状例的图。
[图9A]图9A是用于说明基于头构件法(headpiece method)的制造方法的图。
[图9B]图9B是用于说明基于封盖成形法(cap forming method)的制造方法的图。[图9C]图9C是用于说明基于粘合剂填充法的制造方法的图。
[图9D]图9D是用于说明基于热熔接法(heat staking method)的制造方法的图。[图10A]图10A是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10B]图10B是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10C]图10C是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10D]图10D是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10E]图10E是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10F]图10F是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10G]图10G是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10H]图10H是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10I]图10I是表示刷构件的基台部的平面视角下的形状的正面视图。
[图10J]图10J是表示刷构件的基台部的平面视角下的形状的正面视图。
[图11A]图11A是表示刷部的变形例的正面视图。
[图11B]图11B是表示刷部的变形例的正面视图。
[图11C]图11C是表示刷部的变形例的正面视图。
[图11D]图11D是表示刷部的变形例的正面视图。
[图11E]图11E是表示刷部的变形例的正面视图。
[图11F]图11F是表示刷部的变形例的正面视图。
[图11G]图11G是表示刷部的变形例的正面视图。
[图11H]图11H是表示刷部的变形例的正面视图。
[附图标记]
1…牙刷、2…牙刷主体、3…刷部、3b…浇口痕、23…头部、23a…正面、23d…头部23的背面、23A…正面侧凹部、23B…嵌合孔(第2嵌合部)、23C…背面侧凹部、23D…贯通孔、31(31A、31B、31C)…刷构件、51…平板(保持部)、51d…平板的背面、51a…平板51的表面、52…填充部、53…粘接材料、70…D硬度、311…基台部、311a…表面、311b…背面、312(312A、312B、312C)…长丝、313…第1嵌合部、313a…倾斜锥面、313b…端部、313C…卡止部、θ…拔模倾斜角度
具体实施方式
以下,参照图1~图7来说明本发明中的牙刷的实施方式。
需要说明的是,以下的实施方式示出本发明的一个方面,并不限定本发明,可以在本发明的技术构思的范围内任意地变更。另外,在以下的附图中,为了使各结构容易理解,使实际的结构和各结构中的比例尺、数量等不同。
<牙刷>
以下参照附图对一实施方式的牙刷进行说明。
图1是表示本发明的一实施方式的牙刷1的整体结构的透视图。图2是牙刷1中的头部23和刷部3的分解透视图。图3是局部放大表示刷部3的主要部分的透视图。图4是沿着图1所示的IV-IV线的截面图。图5是表示刷构件31中的长丝312的配置例的透视图。图6是表示刷构件31中的第1嵌合部313的形状例的透视图。
如图1所示,本实施方式的牙刷1具备牙刷主体2和刷部3,形成为在轴向上具有长度的长条形状。
(牙刷主体)
如图1所示,牙刷主体2具有:沿着轴向具有长度的柄部21、从柄部21的前端侧起沿着轴向延伸设置的颈部22、设置在为颈部22的前端侧且与柄21相反的一侧的头部23。另外,作为牙刷1,可为在柄部21和头部23之间未设置颈部22的结构。
如图2所示,头部23在正面视角下形成为大致矩形形状。头部23具有在正面23a上开口的正面侧凹部23A(图2)。正面侧凹部23A是从正面23a向头部23的厚度方向凹陷的正面视角下的矩形形状的凹部,具有能够收纳刷部3的尺寸。
在头部23中,形成有贯通厚度方向的多个嵌合孔(第2嵌合部)23B。在本实施方式中,具有在头部23宽度方向上排列的5个嵌合孔23B的孔列M在头部23的长度方向上有间隔地形成有3列。各嵌合孔23B向正面侧凹部23A的底面23c开口,具有不到达头部23的背面23d的深度。
另外,在本实施方式中,在整个头部23中形成有15个嵌合孔23B,但嵌合孔23B的数量可以适当变更。嵌合孔23B的数量以及直径可以根据后述的刷部3的第1嵌合部313的数量以及直径来设定。
正面侧凹部23A的深度、即从正面23a起到底面23c为止的尺寸与后述的刷部3的基台部311的厚度大致相等。在本实施方式中,正面侧凹部23A的平面视角下的形状为矩形形状,但不限于此。可以根据刷部3的基台部311的平面视角下的形状适当变更。
(刷部)
如图2所示,刷部3由多个刷构件31构成。在本实施方式中,组合5个刷构件31而构成。构成刷部3的5个刷构件31分为3种形状。
5个刷构件31在牙刷1(刷部3)的宽度方向上排列组合。在本实施方式中,第1刷构件31A位于刷部3的宽度方向中央。在1个第1刷构件31A的宽度方向两侧,分别配置有第2刷构件31B。在一对第2刷构件31B的宽度方向两侧,分别配置有第3刷构件31C。像这样地,不同的3种刷构件31A、31B、31C彼此之间成为相邻的5个排列。
如图2和图3所示,刷构件31A、31B、31C的形状以及材质相互不同。
作为构成刷部3的各刷构件31A、31B、31C的软质树脂,优选使用聚氨酯系。据此,即使在薄壁的部位也能够确保机械强度,因此在制造时或使用时,能够防止长丝或第1嵌合部破损的情况。另外,聚氨酯系软质树脂与其他弹性体相比,可选择的硬度范围广。因此,可以根据成形体的厚度,选择考虑到作为牙刷1的使用性(例如,长丝的屈曲性)的树脂硬度。
在赋予齿面的色斑去除或牙龈的按摩功能的情况下,也可以使用由单独使用苯乙烯系弹性体、酯系弹性体、酰胺系弹性体和烯烃系弹性体的树脂或者包括TPU(热塑性聚氨酯)在内将这些适当混合而得到的树脂成形的刷构件。
其中,为了确保耐水性以及抗菌性,优选醚系聚氨酯。关于醚系聚氨酯,在聚氨酯中配混0.01~1质量%的C10以上的饱和/不饱和烃、高级醇、脂肪酸酰胺、脂肪酸酯低分子量聚乙烯、PEG、脂肪酸金属盐、长链脂肪酸、脂肪酸甘油、硅酮中的任一种或者复合配混。
构成各刷构件31A、31B、31C的软质树脂硬度的优选范围为肖氏90A以上、肖氏70D以下。据此,成为下述刷部3:具有能够得到即使在使用中刷部3碰到口腔组织的情况下也不会感觉到疼痛的柔软度、并且能够得到充分的刷扫效果的硬度。
在软质树脂硬度小于肖氏90A时,长丝过度柔软,在薄壁部分(前端)特别容易变形,刷扫效果降低。另一方面,在软质树脂硬度大于肖氏70D时,长丝变硬而变得难以变形,例如头部23碰到口腔组织时会产生疼痛。因此,优选使用硬度为肖氏90A以上、肖氏70D以下的软质树脂。
在本实施方式中,作为构成刷构件31A的第1软质树脂,例如可以举出硬度为98A的聚氨酯。作为构成刷构件31B的第2软质树脂,例如可以举出硬度为66D的聚氨酯。作为构成刷构件31C的第3软质树脂,例如可以举出硬度95A的聚氨酯。
另外,本实施方式的刷部3具有形状以及材质相互不同的3种刷构件31A、31B、31C,但也可设定为将仅形状或者仅材质不同的刷构件31组合而得到的结构。
各刷构件31A、31B、31C具有:平面视角下呈矩形形状的基台部311、形成在基台部311的表面311a上的多个长丝312、形成在基台部311的背面311b侧上的多个第1嵌合部313。
基台部311具有规定的厚度。如图2所示,在本实施方式中,基台部311的厚度与形成在头部23中的正面侧凹部23A的深度相等。因此,如图3所示,在刷构件31配置在正面侧凹部23A内时,基台部311的表面311a与头部23的正面23a的高度一致,相互构成同一面。
在本实施方式中,基台部311与刷构件31种类无关,呈同样的形状。另外,与此无关,基台部311的形状可根据刷构件31的种类而不同。
如图2以及图3所示,多根长丝312从基台部311的表面311a起朝向外侧垂直地延伸。在本实施方式中,由在基台部311的长度方向上排列的多个长丝312构成2个长丝列N1、N2,这样的长丝列N1、N2在基台部311的宽度方向上排列形成。各长丝312的彼此的基端侧通过基台部311连接,彼此的前端侧(上端侧)相互独立。
在本实施方式中,各长丝列N1、N2由20根长丝312构成。
在相邻的长丝列N1、N2中,构成各自的各长丝312彼此在头部23的长度方向上的位置一致,以在头部23的宽度方向上相邻的排列形成。即,刷构件31中的一长丝列N1的长丝312与另一长丝列N2的长丝312在头部23的宽度方向上相邻。
如图3所示,相邻的长丝列N1、N2彼此在头部23的宽度方向上隔开间隙S1而形成。此外,分别构成长丝列N1、N2的多个长丝312彼此也在头部23的长度方向上隔开间隙S2而形成。在本实施方式中,间隙S2比长丝列N1、N2彼此之间的间隙S1宽,但间隙S1、S2的大小的关系不限于此。从基台部311的表面311a起延伸的全部长丝312相互独立。
另外,针对1个基台部311而形成的长丝列N的数量、构成各长丝列N的长丝312的数量不限于图示的数量,可以根据牙刷1的设计等适当变更。在本实施方式中,在基台部311的宽度方向上形成有2列长丝列N1、N2,但不限于此。
例如,可设定为下述结构:如图5所示,在与相邻的其它的长丝列N1、N2之间长丝312彼此在基台部311的宽度方向上不相邻的所谓的"交错排列"的结构。通过在基台部311的宽度方向上设置多个长丝列,可以以少量刷构件31确保作为牙刷1所需的长丝根数。
如图3以及图4所示,根据刷构件31(31A、31B、31C)的种类,长丝312(312A、312B、312C)的形状各不相同。
(第1刷构件31A)
第1刷构件31A中的多个长丝312A如图3所示,具有直径相互不同的3个圆柱部1a、1b、1c。这些圆柱部1a、1b、1c互为同轴,从基端侧起向着前端侧而直径呈阶段性地变细。
3个圆柱部1a、1b、1c中,位于长丝312A的基部(根部)侧的圆柱部1a从基台部311的表面311a起垂直延伸。圆柱部1a的直径最大,长度方向的直径恒定,因此其上端面在平面视角下呈圆形。
位于长丝312A的长度方向的中央的圆柱部1b从圆柱部1a的上端面的中央起垂直延伸。由于圆柱部1b的直径比圆柱部1a的直径小,因此圆柱部1a的上端面露出圆柱部1b的周围,在圆柱部1b与圆柱部1a之间形成有级差。
位于长丝312A的前端的圆柱部1c从圆柱部1b的上端面的中央起垂直延伸。由于圆柱部1c的直径比圆柱部1b的直径小,因此圆柱部1b露出圆柱部1c的周围,在圆柱部1c与圆柱部1b之间形成有级差。
圆柱部1a的上端面、圆柱部1b的上端面以及圆柱部1c的上端面均与基台部311的表面311a平行。此外,形成在圆柱部1a与圆柱部1b之间的级差和形成在圆柱部1b与圆柱部1c之间的级差的径向大小大致相等。
(第2刷构件31B)
第2刷构件31B中的多个长丝312B具有三棱柱状部2a、三棱锥部2b和三棱锥部2c。这些三棱柱状部2a、三棱锥部2b及三棱锥部2c在周向上的互相的一面在基台部311的长度方向上一致,构成与基台部311的表面311a垂直的侧面2e。长丝312B的侧面2e是从长丝312B的基部起朝向前端延伸的垂直面,朝向头部23的前端侧。
三棱柱状部2a相对于基台部311的表面311a垂直地立起,并且在长度(高度)方向上以恒定的宽度延伸。
三棱锥部2b从三棱柱状部2a的平面视角下的三角形的上端起沿着长度方向延伸。三棱锥部2b的周向的3个面中、除了构成侧面2e的面以外的其它2个面2b1相对于长度方向倾斜。这2个面随着从三棱柱状部2a起朝向前端侧而相互向侧面2e侧倾斜。由此,三棱锥部2b随着朝向前端侧而变细。
三棱锥部2c位于长丝312B的前端,并且从三棱锥部2b的上端起在长度方向上延伸。
(第3刷构件31C)
第3刷构件31C的长丝312C形成为下述形状:与基台部311连接的基部侧呈矩形棱柱形状,随着朝向前端侧推移而变细(变薄)的形状。关于长丝312C,从正面侧观察的形状为矩形形状,其长度方向与头部23的宽度方向平行,长丝312C的宽度方向(厚度方向)与头部23的长度方向平行。
在长丝312C的外周面(4个面)中的朝向颈部22侧的一面312b上,从长丝312C的长度方向(高度方向)的规定位置起到前端,形成有朝向头部23的前端侧倾斜的倾斜面312a。从颈部22侧观察的倾斜面312a的平面视角下的形状为矩形形状。由于倾斜面312a,长丝312C的厚度向着前端侧而逐渐变薄,在前端变得最薄。从正面侧观察的长丝312C的前端312C以呈沿着头部23的宽度方向的直线状的细度(薄度)形成。
长丝312C的另一面312d是朝向头部23的前端侧的面,是在长丝312C的厚度方向上与形成有倾斜面312a的一面312b相反的一侧的面。另一面312d是下述平面:从长丝312C的基端起延伸至前端,其整体相对于基台部311的表面311a呈垂直的矩形形状的平面。
在本实施方式中,各刷构件31A、31B、31C中的长丝312A、312B、312C的长度(从基台部311的表面311a起到前端为止的长度)优选在7mm以上、15mm以下的范围内,优选在9mm以上、13mm以下的范围内。在长丝312过低时,口腔内的操作性降低。另外,在长丝312过高时,变得容易挠曲,清扫性降低,并且注射成形时的脱模性降低而难以制造。
在本实施方式中,在刷构件31A、31B、31C间,长丝312A、312B、312C的长度互相相等,但是各刷构件31A、31B、31C的长丝312A、312B、312C的长度也可以不同。另外,在刷构件31内,长丝312的长度也可以不同。
长丝312的基端侧的截面积优选为0.16mm
在长丝312的基端侧的截面积大于0.8mm
例如,第1长丝312A的基端侧的截面积为约0.567mm
另外,例如,第2长丝312B的基端侧的截面积为约0.298mm
与长丝312的长度方向交叉的截面形状可以从三角形、四边形等多边形、圆形、星形等中适当选择。另外,外形可以从棱柱形状、棱锥形状、刮刀型等中适当选择。另外,可从基端到前端,设定为锥形。
(基台部311)
各刷构件31A、31B、31C中的各基台部311在平面视角下呈矩形形状,宽度方向的尺寸、长度方向的尺寸相互相等。在本实施方式中,基台部311的长度方向(长边)的尺寸相对于宽度方向(短边)之比为2以上。
具体而言,如图5所示,基台部311的宽度W311在1mm以上、5mm以下的范围内,更优选在2mm以上、4mm以下的范围内。
基台部311的长度L311优选在10mm以上、50mm以下的范围内,更优选在15mm以上、30mm以下的范围内。
基台部311的厚度T311优选在0.5mm以上、5mm以下的范围内,更优选在1mm以上、2.5mm以下的范围内。
在基台部311的背面311b侧,形成有多个(在本实施方式中为3个)第1嵌合部313。在本实施方式中,第1嵌合部313在每个刷构件31上各形成有3根。
各第1嵌合部313从基台部311的背面311b起向外侧垂直地延伸。这3根第1嵌合部313在基台部311的长度方向上隔开间隔而相互等间隔地形成。各第1嵌合部313的彼此的基端侧通过基台部311连接,彼此的下端侧(前端侧)各自独立。
第1嵌合部313的配置间隔P(图5)优选为2mm以上、20mm以下。另外,1个刷构件31内的多个第1嵌合部313的配置间隔P也可不是等间隔。
第1嵌合部313呈相对于基台部311的背面311b垂直地延伸的圆柱形状。第1嵌合部313的直径在长度方向上恒定,且小于基台部311的宽度方向的尺寸。第1嵌合部313的直径D(图4)优选在1mm以上、5mm以下的范围内,更优选在2mm以上、4mm以下的范围内。另外,在第1嵌合部313由圆柱形状以外的形状构成,且与其长度方向交叉的截面形状具有短轴和长轴的情况下,短轴宽度优选在1mm以上、5mm以下的范围内,更优选在2mm以上、4mm以下的范围内。此外,长轴宽度优选在1mm以上、5mm以下的范围内,更优选在2mm以上、4mm以下的范围内。
此外,如图4所示,本实施方式中的第1嵌合部313的长度比形成在头部23中的正面侧凹部23A的部位中的头厚度稍短,与嵌合孔23B的深度大致一致。第1嵌合部313的长度L313优选在1mm以上、7mm以下的范围内,更优选在2mm以上、5mm以下的范围内,进一步优选在2.0mm以上、4.0mm以下的范围内,最优选在2.0mm以上、3.5mm以下的范围内。
另外,相对于基台部311的底面23c的面积,第1嵌合部313的底面积优选为10%以上、50%以下,更优选为30%以下,进一步优选为25%以下。由此,可以在确保第1嵌合部313的强度的同时,也可以确保头部23侧的强度。在多个第1嵌合部313的总底面积相对于基台部311的底面23c的面积大于50%的情况下,头部23的嵌合孔23B也变大,头部23侧的强度急剧降低,因此不优选。
另外,在本实施方式中,第1嵌合部313的数量以及形状等可以适当变更。例如,如图6所示,第1嵌合部313的数量可以是2根,或者可以是3根以上。
第1嵌合部313的数量越多,越能够对抗制造时的脱模阻力,因此优选。但是,出于兼顾与头部23侧的强度,优选考虑多个第1嵌合部313的总底面积相对于基台部311的底面23c的面积的比例来设定第1嵌合部313的根数、形状等。
另外,如图6所示,像第1嵌合部313那样地,与长度方向平行的截面形状可为具有长轴和短轴的柱形形状。在仅设置1根第1嵌合部313的情况下,优选设定为椭圆柱形状。由此,能够防止以第1嵌合部313为中心的旋转。
此外,在本实施方式中,多个第1嵌合部313沿着基台部311的长度方向排列成1列而形成,但也可在宽度方向上交替错开位置地排列。即,不是以在基台部311的宽度方向上相邻的方式排列2个第1嵌合部313,而是以在基台部311的宽度方向上2个第1嵌合部313不相邻的方式交替排列,由此能够在不使各第1嵌合部313的粗度变细的情况下排列,因此能够确保各第1嵌合部313的强度。
这样构成的本实施方式的牙刷1(各刷构件31A、31B、31C)例如使用嵌入法(insertmethod)形成。
(牙刷1的制造方法)
图7是用于说明本实施方式中的牙刷1的制造方法的图。图8A~图8G是表示本实施方式中的第1嵌合部313的端部313b的截面形状例的图。
首先,通过一次成形分别得到本实施方式的3种刷构件31A、31B、31C。
如图7所示,针对每个刷构件31A、31B、31C,分别准备形状不同的3组模具40A、40B、40C(固定侧模具41A、41B、41C、可动侧模具42A、42B、42C)。各固定侧模具41A、41B、41C以及各可动侧模具42A、42B、42C各自具有:反映出各刷构件31A、31B、31C的形状的固定侧模腔41a、41b、41c以及可动侧模腔42a、42b、42c。
固定侧模腔41a、41b、41c是反映出各刷构件31A、31B、31C中的长丝312A、312B、312C的形状的模腔。可动侧模腔42a、42b、42c是反映出各刷构件31A、31B、31C中的基台部311和多个第1嵌合部313的形状的模腔。
向各模具40A、40B、40C内,各自注入与刷构件31A、31B、31C对应的软质树脂,将刷构件31A、31B、31C分别注射成形。
在向各模具40A、40B、40C内填充各自的树脂材料后,从各模具40A、40B、40C中取出成型品(刷构件31A、31B、31C)。
关于脱模时的动作,举例模具40A为例进行说明。本文中所述的模具40A的动作也对应于其它模具40B、40C的动作。
首先,通过使可动侧模具42A从模具40A中的固定侧模具41A中后退,据此使树脂成形品(刷构件31A)从固定侧模具41A的固定侧模腔41a内脱模。然后,使插入可动侧模具42A内的模具顶针(ejector pin)43相对于可动侧模具42A滑动,使树脂成形品(刷构件31A)从可动侧模具42A的可动侧模腔42A内突出而脱模。像这样地,从模具40A中取出刷构件31A。
在本实施方式中,第1嵌合部313在外周具有拔模斜度锥面313a。拔模斜度锥面313a相对于第1嵌合部313的长度方向的拔模斜度角度θ优选小于3°,更优选在1°~2°的范围内。在通常的软质树脂成型品的情况下,拔模斜度角度θ为3°以上。相对于此,在本实施方式中,由于在固定侧模具41A侧成形的长丝312A细,因此为了不输给成形品与模具密接而欲残留的脱模阻力,而使第1嵌合部313的拔模斜度角度θ比通常小。
进一步地,在本实施方式中,优选在第1嵌合部313的端部313b设置凹凸,增加相对于模具顶针43的前端面43d的接触面积。像这样地,无论第1嵌合部313的粗度或根数如何,都不会输给长丝312侧的脱模阻力。作为第1嵌合部313的端部313b的形状,例如可列举出图8A~图8G的形状。特别地,优选成形容易且接触面积大的图8C、图8D、图8F、图8G的截面形状。模具顶针43的前端面43d的截面形状呈与第1嵌合部313的端部313b的形状相反的形状,模具顶针43的前端面43d与第1嵌合部313的端部313b相互无间隙地抵接。
此外,在本实施方式中,第1嵌合部313形成为圆柱形状。从模具结构的角度考虑,第1嵌合部313的形状为圆柱形状这在脱模时容易用模具顶针43取出成形品。另外,即使在模具加工时,由于仅通过预先开孔就可以容易地加工,相比于形成多边形的孔,不必高精度地确定孔相对于基台部311的朝向,因此是有利的。
另外,如图7所示,为了在以成型的刷构件31A(基台部311)的长度方向成为上下方向的方式立起模具40A的状态下进行注射成形,成型机60的喷嘴61所接触的位置为模具40A的下端侧。因此,在使用模具40A注塑成形的刷构件31A中,例如,如图5所示,在基台部311的长度方向上的一端面311c上形成浇口痕3b。在各刷构件31B、31C上也同样地形成浇口痕3b。各刷构件31A、31B、31C中的各浇口痕3b在后述的二次成形时分别被牙刷主体2覆盖,因此不会影响到牙刷1的外观。
接着,以将由各模具40A、40B、40C得到的3种刷构件31A、31B、31C组合而成为本实施方式的刷部3的方式,排列5个并放置在二次模具内。
接着,通过使用二次模具的注射成形,将牙刷主体2与刷部3(各刷构件31A、31B、31C)接合,得到牙刷1。在二次模具的固定侧以及可动侧的各模具上,分别形成有与牙刷1(牙刷主体2)的模具的外形相对应的模腔,将用一次模具得到的刷部3保持在二次模具内,并且向各模腔内注入硬质树脂,由此与刷部3一体地注射成形牙刷主体2。
像这样地,通过嵌入制法制造本实施方式的牙刷1。
在本实施方式中,可对用于刷部3以及牙刷主体2的成形的各模具40A实施使注射成型品的脱模顺利的各种处理。作为各模腔41a、42a的内表面上的表面粗糙度的控制,可以举出利用了WPC(wood plastic composite:木塑复合材料)处理、Tafflat处理、IEPCO处理、喷丸处理(shot peening)、喷砂处理(sand blasting)等微粒子的碰撞的方法、使用了研磨剂的研磨加工、电解研磨等。作为涂布,可以举出镀敷、喷镀、CVD(chemical vapordeposition:化学气相沉积)、PVD(physical vapor deposition:物理气相沉积)、PCVD(等离子化学气相沉积:plasma chemical vapor deposition)处理等,存在TiN、CrN、TiAlN、TiCN、CrSiN、TiSiN、TiBON、AlCrSiN之类的膜种。此外,可进行DLC(diamond-like carbon:类金刚石碳)涂层、特氟隆(注册商标:Teflon)涂层、氟树脂系涂层、氮化处理等。另外,将上述进行组合更佳。
另外,可不将刷构件31A、31B、31C分别注射成形,而是使用1个一次模具将刷部3的整体注射成形。
在这种情况下,准备与刷部3的整体的成形对应的一次模具。
一次模具使用:固定侧模具,该固定侧模具具有反映出包括3种刷构件31A、31B、31C的刷部3的长丝312A、312B、312C的形状的1个模腔;以及,可动侧模具,该可动侧模具具有反映出各刷构件31A、31B、31C中的各自的基台部以及多个第1嵌合部313的形状的1个模腔。
首先,仅向固定侧模具的模腔中反映出第1刷构件31A的形状的部位中,注入第1软质树脂,注塑成形第1刷构件31A。
接着,仅向固定侧模具的模腔中反映出第2刷构件31B的形状的部位中注入第2软质树脂,在第1刷构件31A的宽度方向两外侧注射成形一对第2刷构件31B。
接着,仅向固定侧模具的模腔中反映出第3刷构件31C的形状的部位中注入第3软质树脂,在一对第2刷构件31B的宽度方向两外侧注射成形一对第3刷构件31C。
像这样地,可通过一体成形来得到包括3种刷构件31A、31B、31C的刷部3。
另外,在本实施方式中,从第1刷构件31A侧起依次注射成形,但各刷构件31的成形顺序没有特别限定。可从第3刷构件31C侧起依次注射成形。
在通过一次成形来成形刷部3的整体的情况下,在刷部3的长度方向中一侧的端面3c(图2)上,形成如图5所示的浇口痕3b,但该浇口痕3b也在二次成形时被牙刷主体2覆盖,因此不会出现在外观上。另外,由于相对于刷部3仅有一个浇口痕3b,因此一次成型品的凹凸变少,能够良好地成形二次成形品。
像这样地,可通过二次成形将通过一次成形而得到的成形品(刷部3)与牙刷主体2一体成形,据此得到牙刷1。
<牙刷1的制造方法的种类>
作为将刷部3和牙刷主体2一体化而制成牙刷1的方法,可以举出5种方法。
图9A是用于说明基于头构件法的制造方法的图。图9B是用于说明基于封盖成形法的制造方法的图。图9C是用于说明基于粘接剂填充法的制作方法的图。图9D是用于说明基于热熔接法的制作方法的图。
首先,作为第1种制造方法,可以举出上述的嵌入法。嵌入法如上述实施方式所述,是将树脂流入到将刷部3(为梳状软质树脂部件)排列在模具内的地方中并进行成形的制造方法。
作为第2种制造方法,可以举出头构件法。头构件法如图9A所示,是通过在将各刷构件31(刷部3)固定于另外准备的平板(保持部)51后,使其热熔接于牙刷主体2的头部23而成形的制造方法。在该制造方法中,通过高频熔接、热熔接、超声波熔接等将接合的树脂彼此熔化而物理接合。
平板51具有与头部23的凹部(嵌合凹部)23A嵌合的大小,形成有多个贯通孔51A。使各刷构件31(刷部3)的多个第1嵌合部313插通到这些各贯通孔51A内,使从各贯通孔51A中伸出的各第1嵌合部313的下端部(前端部)彼此熔融,在相互熔接的状态下使其固化。
像这样地,在平板51的背面51d侧形成连结部313B,将各刷构件31(刷部3)固定于平板51。然后,将与平板51一体化的各刷构件31(刷部3)设置在由硬质树脂形成的牙刷主体2上并进行热熔接,据此制造牙刷1。此时,各刷构件31的基台部311的表面311a与平板51的表面51a与头部23的正面23a相互一致。
作为第3种制造方法,可以举出封盖成形法。封盖成形法如图9B所示,在由硬质树脂形成的牙刷主体2中的头部23的背面23d侧也预先形成背面侧凹部23C。并且,首先,在牙刷主体2中的头部23的正面23a侧的正面侧凹部23A内,设置刷部3。此时,将刷部3中的多个第1嵌合部313插入形成在头部23的正面侧凹部23A内的各嵌合孔23B内。
然后,向背面侧凹部23C内填充填充部52并使其固化,以使得填埋向头部23的背面侧凹部23C内突出的、各第1嵌合部313的下端部(前端部)彼此。作为填充部52,可以举出热塑性树脂或UV固化树脂。在封盖成形法中,像这样地,通过从头部23的背面23d侧起用填充部52封盖,据此将各刷构件31(刷部3)固定于牙刷主体2,制造牙刷1。
作为第4种制造方法,可以举出粘接剂填充法。粘接剂填充法中,如图9C所示,在由硬质树脂形成的牙刷主体2的头部23的向正面23a开口的正面侧凹部23A内,设置各刷构件31(刷部3)。
在该制造方法中,不需要预先在牙刷主体2的头部23的正面侧凹部23A内形成嵌合孔23B,通过将正面侧凹部23A的深度预先设定为将基台部311的厚度与第1嵌合部313的长度相加而得到的尺寸,据此可以在不使各刷构件31的基台部311从头部23的正面23a突出的情况下,将基台部311以及多个第1嵌合孔313插入正面侧凹部23A内。
在设置各刷构件31(刷部3)之前,预先在牙刷主体2的正面侧凹部23A内填充粘接材料53,等待该粘接剂固化。像这样地,将各刷构件31(刷部3)固定于牙刷主体2。在粘接剂填充法中,像这样地制造牙刷1。
作为在粘接剂填充法中使用的粘接材料53,优选为在粘接材料53固化后可得到高耐久性、不存在对人体造成影响的风险的材料。作为粘接材料53,例如有硅酮系粘接剂、环氧树脂系粘接剂、聚氨酯系粘接剂以及丙烯酸系粘接剂。此外,作为粘接材料53,也可以使用热熔。
作为第5种制造方法,可以举出热熔接法。在热熔接法中,如图9D所示,在在牙刷主体2的头部23的厚度方向上贯通的多个贯通孔23D内,插入刷部3的各第1嵌合部313。此时,由于形成在头部23中的贯通孔23D的长度比各刷构件31(刷部3)的各第1嵌合部313的长度短,因此插入各贯通孔23D内的第1嵌合部313的下端部(前端部)分别从头部23的背面23d侧突出。
通过使突出的第1嵌合部313的端部部分热熔融,形成向贯通孔23D的开口周边扩展的卡止部313C。卡止部313C比贯通孔23D的开口面积大,卡止于头部23的背面23d。像这样地,形成在各第1嵌合部313的下端侧的卡止部313C卡止于头部23的背面23d,据此成为下述结构:各刷构件31被固定于牙刷主体2,防止刷部3整体从牙刷主体2中脱落。
像这样地,通过加热熔接各刷构件31的各第1嵌合部313的一部分而使其卡合于牙刷主体2,在不使用粘接剂的情况下将各刷构件31(刷部3)接合于牙刷主体2。在热熔接法中,像这样地制造牙刷1。
在热熔接法中,使用脉冲焊机、超声波焊机、红外线焊机、感应焊机等,以半球状等对由热塑性树脂形成的第1嵌合部313的下端施加压力使其塑性变形,据此接合于牙刷主体2。另外,除此以外,还存在通过使用电烙铁的加热器加热来熔化第1嵌合部313而进行熔接的手段。该手段能够以低成本、快速且良好地将各刷构件31(刷部3)接合于牙刷主体2。
像这样地,组合由软质树脂形成的多个刷构件31,通过一次成形得到各刷构件31(刷部3)后,通过二次成形相对于由硬质树脂形成的牙刷主体2一体化,据此制造牙刷1,由此,仅准备非常少的模具,就可以实现多品种的牙刷1。
本实施方式的刷构件31在基台部311的表面311a上具有多个长丝312,并且在背面311b侧具有多个第1嵌合部313。在欲成形由硬度相互不同的多个刷构件31构成的刷部3的情况下,难以用一个模具来应对脱模的问题,但是通过在与长丝312相反的一侧延伸的第1嵌合部313,脱模变得特别容易。
也就是说,在本实施方式的刷构件31中,通过将多个第1嵌合部313的平均长度相对于长丝312的长度之比设定在0.2以上、1以下的范围内,可以使拔模斜度锥面313a相对于各第1嵌合部313的长度方向的拔模斜度角度θ小于3°。由此,在各第1嵌合部313中能够对抗脱模阻力,因此容易将成型品从模具中脱模。
根据上述本实施方式的制造方法,能够在确保注射到模具内的软质树脂的流动性的同时,还确保成型品的脱模性。由此,能够在不产生变形的情况下在保持成型时的状态下,从模具中取出注射成型品(刷构件31、刷部3)。另外,还能够连续成形刷构件31或刷部3,能够高效地制造刷构件31或刷部3。
本实施方式的牙刷1由于在二次成形时将通过一次成形得到的刷构件31或刷部3与牙刷主体2一体化地制造,因此能够将由软质树脂形成的刷构件31(刷部3)牢固地固定于由硬质树脂形成的牙刷主体2。像这样地,通过将牙刷主体2与刷构件31(刷部3)一体成形而得到的本实施方式的牙刷1成为能够以少量模具应对多品种生产的牙刷。
<变形例>
接着,对刷构件31的基台部311的变形例进行说明。
图10A~图10J是表示刷构件31的基台部311的平面视角下的形状的正面视图。
在上述实施方式中,刷构件31的基台部311的平面视角下的形状为矩形形状,但并不限于此,可以适当变更。图10A~图10J是表示基台部311的形状例的图,是表示从牙刷1的正面侧观察的基台部311的平面视角下的形状的图。
例如,可设定为如图10A所示的梯形、如图10B所示的平行四边形、如图10C所示的等腰三角形、如图10D所示的椭圆形状、如图10E所示的菱形形状、如图10F所示的金刚石形状、如图10G所示的蛇行形状、如图10H和图10I所示的在周向上连续设置有平滑的凹凸的形状、如图10J所示的在周向上连续设置有矩形凹部以及矩形凸部的形状。
由于如图10A和图10C所示的形状等在基台部311的长度方向上形状不同,因此能够显示出基台部311的方向性。另外,即使为其它基台形状,通过赋予标记等,也能够显示出基台部311的长度方向上的方向性。据此,可以在不会弄错长丝312相对于头部23的朝向的情况下将基台部311彼此组合。标记可以形成在基台部311的表面311a上,或者可以形成在侧面上。
接着,对刷部3的变形例进行说明。
图11A~图11H是表示刷部3的变形例的正面视图。
在上述实施方式中,由5个刷构件31构成刷部3,但构成刷部3的刷构件31的数量不限于5个,可以适当变更。如图11A~图11H所示,例如,可以由4个以下的刷构件31构成,或者可以由6个以上的刷构件31构成。
另外,如图11A~图11H所示,构成1个刷部3的刷构件31的种类(形状)也不限于3种,可以为2种以下(图11G),或者可以为4种以上。进一步地,构成刷部3的全部的刷构件31的种类可互相不同。与此相反地,构成刷部3的刷构件31的种类可全部相同(图11H)。
此处,作为刷构件31的种类,除了外形或长丝长度等形状的差异以外,还可以通过改变颜色的差异或材质的差异、树脂硬度的差异等各项目的设定中的至少一个以上或者改变组合,得到多个变化。此外,也可以通过改变头部23的长度,在牙刷尺寸上增加变化。
另外,构成刷部3的多个刷构件31的排列不限于上述实施方式中所述的排列,可以适当变更。在上述实施方式中,使5个刷构件31各自的长度方向与头部23的长度方向平行,在头部23的宽度方向上排列多个进行排列(纵向排列),但并不仅限于该排列。
例如,可如图11A所示,在头部23的长度方向上,在将刷构件31的长度方向设定为垂直的状态下进行排列。另外,可如图11B所示,使刷构件31的长度方向相对于头部23的长度方向倾斜地进行排列。另外,可如图11C所示,形成为混合存在下述部位的刷部3:使刷构件31的长度方向平行于头部23的长度方向地进行纵向排列的部位;以及,以夹入纵向排列部位的长度方向两侧的方式,分别在头部23的前端侧和后端侧,使刷构件31的长度方向垂直于头部23的长度方向地进行横向配置的部位。
另外,在构成1个刷部3的多个刷构件31的排列中,可从纵向排列、横向排列、倾斜排列中适当组合。
另外,在上述实施方式中,构成刷部3的多个刷构件31的长度方向的尺寸互相相等,但并不限于此。例如,可如图11D、图11G所示,排列在头部23的宽度方向两侧的刷构件31的长度比排列在头部23的宽度方向的中央的刷构件31的长度短。另外,可如图11A~图11C、图11H所示,在头部23的前端侧以及后端侧,配置有比配置在中央的多个刷构件31短的刷构件31。另外,由于刷构件31由软质树脂形成,因此可将矩形的基台部311变形为例如圆弧状,配置在由硬质树脂形成的头部23。
可如图11C、图11F、图11G和图11H所示,长度尺寸根据刷构件31的种类或头部23中的位置而变化。
可如图11E、图11F所示,适当地组合刷构件31和由多根刷毛形成的弹性体部71(或毛束部72),构成刷部3。
可如图11E所示,形成为混合存在下述部位的刷部3:第1部位R1,其中将多个刷构件31以各自的长度方向与头部23的长度方向交叉的姿势排列;以及,第2部位R2,其中在头部23的宽度方向两侧且上述第1部位R1的两侧,在长度方向上排列有多个毛束部(弹性体部)。
此处,在各刷构件31中,长度互相相等,多个长丝312呈交错排列,但并不限于此。
另外,可如图11F所示,形成为混合存在下述部位的刷部3:第2部位R2,其中在头部23的中央排列有多个毛束部(弹性体部)61;以及,第1部位R1,其中以包围第2部位R2的周围的方式排列有多个刷构件31。
像这样地,通过设定为在1个刷部3内混合存在有第1部位R1(其中排列有多个刷构件31)和第2部位R2(其中排列有多个弹性体部71(或毛束部72))的结构,能够在第1部位R1中确保清扫性,并且在第2部位R2中提高按摩效果、美白效果。
另外,可适用于不是通常的牙刷头的形状而是没有柄部21、仅有头部23的牙刷中。另外,可在如指套之类的形状或如护齿(mouthpiece)之类的基部上设置多个刷构件31。
如上所述,本实施方式的牙刷1及其变形例的牙刷形成为下述结构:将由软质树脂形成的多个刷构件31组合作为刷部3,将由软质树脂形成的各刷构件(刷部3)和由硬质树脂形成的牙刷主体2一体成形结构。通过适当变更形状不同的刷构件31的组合,据此可以制造多品种的牙刷1。另外,例如,通过适当组合构成刷构件31的软质树脂的硬度或颜色等,进一步地,由于刷构件31是软质树脂,因此也能够使其变形而将其组装在硬质的牙刷主体2中的头部23中。利用1个模具就可以制造更多的刷构件31。像这样地,能够在不增加模具数量的情况下扩大作为牙刷1的设计范围,能够以低成本实现适合大多数使用者的多品种的牙刷1。
另外,由于形成为通过上述各种方法将由软质树脂形成的多个刷构件31(刷部3)相对于由硬质树脂形成的牙刷主体2一体化的结构,因此在使用时刷部3不会从牙刷主体2中脱落,可以长期利用。
以上,一边参照附图一边对本发明的优选实施方式进行说明,但是本发明不限于该例是自不必言的。上述示例中所示的各构成部件的各形状、组合等是一例,可以在不脱离本发明主旨的范围内根据设计要求等进行各种变更。
在上述实施方式中,在经注射成形的刷构件中,在基台部的长度方向上的一端面311c上,形成有浇口痕3b,但是浇口痕3b的位置不限于该位置。
在上述实施方式中,第1嵌合部313的与基台部311相反的一侧的端部313b形成为凹凸形状,但不限于此,可为平面。