肌腱缝合器压配成型装置及肌腱缝合器压配成型方法
文献发布时间:2024-01-17 01:27:33
技术领域
本申请涉及医疗器械领域,尤其涉及一种肌腱缝合器压配成型装置及肌腱缝合器压配成型方法。
背景技术
在进行肌腱缝合手术时,需使用缝合器将肌腱在断裂处拉紧的状态下进行缝合,由于肌腱缝合器尺寸小,在肌腱断裂处需要提供的拉紧力方向复杂,拉紧力数值大,使缝合器结构设计受制于批量快速生产的要求。
发明内容
本申请提供一种肌腱缝合器压配成型装置及肌腱缝合器压配成型方法。
具体地,本申请是通过如下技术方案实现的:
第一方面,本申请实施例提供一种肌腱缝合器压配成型装置,用于将坯料压配成型为所述肌腱缝合器,所述坯料包括连接部,在一方向上相对连接于所述连接部的一对第一爪部,以及在垂直于所述一方向的另一方向上相对连接于所述连接部的一对第二爪部,其特征在于,所述肌腱缝合器压配成型装置包括:
顶模,设置有顶模基部、第一凸部和第二凸部,所述第一凸部、第二凸部分别连接于所述顶模基部,并且所述第一凸部、第二凸部相对于所述顶模基部沿竖向向下突出;
中模,设置有中模基部,所述中模基部形成有第一凹陷和第二凹陷,所述第一凹陷和第二凹陷沿竖向延伸,所述第二凹陷在所述竖向上的截面形状与所述第一凸部、第二凸部匹配;
底模,设置有第三凸部,所述第三凸部沿竖向延伸,所述第三凸部在竖向上的截面形状与所述第一凹陷匹配;
其中,将所述顶模、坯料、中模和底模沿竖向依次排列压配,以适于所述底模的所述第三凸部沿竖向向上穿过所述第一凹陷并支撑所述连接部,以及所述顶模的所述第一凸部、第二凸部沿竖向向下带动所述第一爪部、第二爪部穿过所述第二凹陷折弯,从而成型所述肌腱缝合器。
在一些实施例中,所述顶模包括由侧壁围设而成,所述侧壁中间形成有第一空间,所述第一凸部和第二凸部设置在所述第一空间内,并且分别与所述侧壁连接。
在一些实施例中,所述第一凸部和第二凸部形成为沿竖向连续延伸的板状,所述顶模基部、第一凸部和第二凸部之间形成有沿竖向延伸的第二空间。
在一些实施例中,所述中模基部形成有沿竖向延伸的外壁,所述外壁轮廓与所述侧壁的内壁轮廓匹配。
在一些实施例中,中模还包括中模底座,所述中模底座中央区域形成有开孔,所述中模基部覆盖所述开孔并且沿竖向向上凸出设置于所述中模底座。
在一些实施例中,所述底模还包括底模底座,所述第三凸部沿竖向向上凸出设置于所述底模底座,所述底模底座沿竖向的截面外轮廓与所述开孔内轮廓匹配。
在一些实施例中,每个所述第一爪部包括一对支爪,所述第二凹陷包括与所述第一爪部对应的双缝凹陷和与所述第二爪部对应的单缝凹陷,所述中模基部包括分布在四个角部的第一中模基部以及设置在两两相邻第一中模基部之间的第二中模基部,每个所述第一中模基部与一侧其它第一中模基部相邻形成所述单缝凹陷,每个所述第一中模基部与另一侧其它第一中模基部、第二中模基部之间相邻形成所述双缝凹陷。
在一些实施例中,所述坯料的连接部形成有沿所述任一对支爪延伸方向的敞口,所述敞口在所述延伸方向两端分别形成口底和狭缝;所述第三凸部顶部设置有凸柱,所述凸柱与口底匹配,以适于所述凸柱在所述口底内沿水平方向被限位。
在一些实施例中,所述第三凸部沿竖向的截面外轮廓形成有凸爪,所述凸爪沿水平方向的伸出长度与所述爪部匹配,以适于折弯成型的所述爪部在竖向长度相同。
第二方面,本申请实施例提供一种肌腱缝合器压配成型方法,用于将坯料压配成型为所述肌腱缝合器,所述坯料包括连接部,在一方向上与所述连接部相对连接的一对第一爪部,以及在垂直于所述一方向的另一方向上与所述连接部相对连接的一对第二爪部,使用第一方面所述的肌腱缝合器压配成型装置,其特征在于,所述肌腱缝合器压配成型方法包括:
将所述底模从中模底部与所述中模装配,使所述第三凸部穿过所述第一凹陷;
所述坯料放置于所述中模顶部,使所述坯料的连接部支撑在所述第三凸部顶部,所述坯料的第一爪部、第二爪部位置与所述第二凹陷对应;
将顶模从中模顶部向所述中模压配,使所述顶模的所述第一凸部、第二凸部沿竖向向下带动所述第一爪部、第二爪部穿过所述第二凹陷折弯,从而成型所述肌腱缝合器。
根据本申请实施例,通过中模和底模可以快速组装成成型工具的凹模,利用凹模支撑坯料的连接部,以及为坯料的爪部提供折弯让位空间,利用顶模作为凸模,使顶模的第一凸部、第二凸部对坯料爪部进行折弯,整个成型工具结构简单,成型肌腱缝合器操作方便,能够实现复杂结构肌腱缝合器成型,保证了高性能肌腱缝合器的批量生产和应用。
应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
附图说明
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本申请的实施例,并与说明书一起用于解释本申请的原理。
图1是本公开一实施例中的肌腱缝合器压配成型装置组装状态第一视角的示意图;
图2是本公开一实施例中的肌腱缝合器压配成型装置组装状态第二视角的示意图;
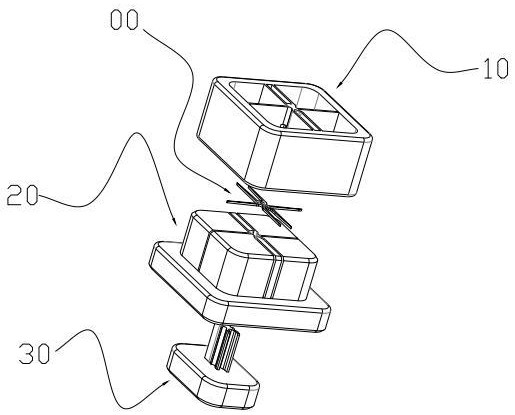
图3是本公开一实施例中的肌腱缝合器压配成型装置爆炸状态的示意图;
图4是本公开一实施例中的坯料的示意图;
图5是本公开一实施例中的肌腱缝合器的示意图;
图6是本公开一实施例中的顶模第一视角的示意图;
图7是本公开一实施例中的顶模第二视角的示意图;
图8是本公开一实施例中的中模第一视角的示意图;
图9是本公开一实施例中的中模第二视角的示意图;
图10是本公开一实施例中的底模第一实施例的第一视角的示意图;
图11是本公开一实施例中的底模第一实施例的第二视角的示意图;
图12是本公开一实施例中的底模第二实施例的第一视角的示意图;
图13是本公开一实施例中的底模支撑坯料状态的示意图。
附图标记:
00:坯料;01:连接部;02:第一爪部;021:支爪;03:第二爪部;04:敞口;
10:顶模;11:顶模基部;12:第一凸部;13:第二凸部;14:侧壁;141:第一空间;142:第二空间;
20:中模;21:中模基部;211:外壁;212;第一中模基部;213:第二中模基部;22:双缝凹陷;23:单缝凹陷;24:中模底座;241:开孔;25:第一凹陷;
30:底模;31:底模底座;32:第三凸部;321:第一凸爪;322:第二凸爪;323:第三凸爪;324:第四凸爪;325:第五凸爪;326:第六凸爪;33:凸柱。
具体实施方式
现在将参照若干实施例来论述本公开。应当理解,论述了这些实施例仅是为了使得本领域普通技术人员能够更好地理解且因此实现本公开,而不是暗示对本公开的范围的任何限制。
如本文中所使用的,术语“包括”及其变体要被解读为意味着“包括但不限于”的开放式术语。术语“基于”要被解读为“至少部分地基于”。术语“实施例”和“一个实施例”要被解读为“至少一个实施例”。术语“另一个实施例”要被解读为“至少一个其他实施例”。术语“第一”、“第二”等等可以指代不同的或相同的对象。下文还可能包括其他明确的和隐含的定义。
在下文描述中可能涉及一些具体的数值或者数值范围。应当理解,这些数值和数值范围仅仅是示例性的,其可能有利于将本公开的思想付诸于实践。然而,对这些示例的描述无意以任何方式限制本公开的范围。根据具体的应用场景和需求,这些数值或者数值范围可以被另行设置。
如上文所述,现有技术无法快速批量制造结构复杂的肌腱缝合器,本公开的实施例所提出的肌腱缝合器压配成型装置及肌腱缝合器压配成型方法至少部分地解决了上述问题。下面将参考图1至图12来描述根据本公开的示例实施例的肌腱缝合器压配成型装置的结构和工作原理。如图3-5所示,通过本公开实施例可以对坯料00进行折弯成型为肌腱缝合器成品,坯料00总体上呈基本上为平面的片状,包括连接部01、一对第一爪部02和一对第二爪部03,一对第一爪部02彼此相对地与连接部01连接,一对第二爪部03彼此相对地与连接部01连接,第一爪部02的延伸方向与第二爪部03的延伸方向相互垂直,第一爪部02由一对支爪021组成,成型过程中,需要将全部第一爪部02和第二爪部03竖直向下弯折并保持形状不回弹。
如图1-3所示,为了实现将上述坯料00成型为肌腱缝合器,总体上,在此描述的肌腱缝合器压配成型装置包括顶模、中模和底模,其中,中模与底模组装形成凹模,即提供容纳第一爪部02、第二爪部03折弯变形过程的动作空间,顶模作为凸模下压推动第一爪部02、第二爪部03折弯并变形到位。
在一个实施例中,顶模包括基部、第一凸部12和第二凸部13,第一凸部12和第二凸部13分别于基部连接并且沿竖向向下凸出,第一凸部12、第二凸部13的形状和布置位置分别与第一爪部02、第二爪部03匹配,即共设置一对相对连接在连接部01两侧的第一凸部12用于压弯第一爪部02,设置一对相对连接在连接部01另一方向两侧的第二凸部13用于压弯第二爪部03,一对第一凸部12的延伸方向与第一爪部02延伸方向一致,一对第二凸部13的延伸方向与第二爪部03延伸方向一致。
在一个实施例中,由于第一爪部02由一对支爪组成,将第一凸部12也形成为一对凸部结构,从而对一对支爪同时下压,保证一对支爪折弯过程顺畅,折弯到位时结构对称。
在一个实施例中,顶模包括由侧壁14围设而成的框架,框架可以是由侧壁14封闭围设一周,也可以是围设一周的侧壁14具有豁口,侧壁14围绕形成第一空间141,一方面用于对第一凸部12和第二凸部13提供保护,避免日常磕碰损坏,侧壁14还可以用于连接第一凸部12、第二凸部13远离顶模基部11的另一端,提高第一凸部12、第二凸部13的结构强度,保证第一爪部02、第二爪部03折弯变形平衡、稳定。
在一个实施例中,第一凸部12、第二凸部13可以是具有镂空的结构,从而使成型装置减重和降低物料成本;第一凸部12、第二凸部13也可以是呈板状,从而提高第一凸部12、第二凸部13在压配过程中的机械强度,以及简化顶模的成型工艺。
在一个实施例中,顶模基部11沿竖向的高度方向尺寸较小,第一凸部12、第二凸部13在局部与顶模基部11连接并向下延伸,从而与顶模基部11共同形成第二空间142。第二空间142用于容纳底模的第三凸部32,并且通过第一凸部12、第二凸部13靠近第二空间142侧的边缘结构与第三凸部32共同形成供第一爪部02、第二爪部03折弯变形到位的成型空间。
在一个实施例中,中模包括中模基部21,中模基部21用于形成位于中间区域的第一凹陷25和位于四周呈放射状的第二凹陷,第一凹陷25供第三凸部32穿过,第二凹陷呈沿竖向延伸的狭缝,第二凹陷的截面形状与第一爪部02、第二爪部03匹配,同时需要与第一凸部12、第二凸部13匹配,使顶模下压过程中,第一凸部12能够将第一爪部02推入、第二凸部13能够将第二爪部03推入第二凹陷内,实现第一凸部12、第二凸部13与第三凸部32在竖向相互靠近到位,完成折弯动作。
在一个实施例中,为匹配坯料00形状,第二凹陷相应设置为包括双缝凹陷22和单缝凹陷23,双缝凹陷22与第一爪部02、第一凸部12对应,单缝凹陷23与第二爪部03、第二凸部13对应,实现支爪结构的肌腱缝合器成型。为实现单缝凹陷23、双缝凹陷22复合结构,中模基部21设置为由分布在四个角部的第一中模基部212组成,其中两两相邻第一中模基部212之间的第二中模基部213,每个所述第一中模基部212与一侧其它第一中模基部212相邻形成所述单缝凹陷23,每个所述第一中模基部212与另一侧其它第一中模基部212、第二中模基部213之间相邻形成所述双缝凹陷22。
在一个实施例中,中模20可以是仅包括中模基部21,只要中模基部21成型有第一凹陷25和第二凹陷即可;在另一实施例中,中模20还可以设置中模底座24,中模底座24中央区域形成有开孔241,开孔241尺寸和形状无需单独限定,在此实施例中开孔241仅为使底模的第三凸部32能够穿过中模,此情况下,中模基部21与中模底座24连接,并且保证中模基部21沿竖向向上凸出中模底座24,提高了中模基部21的结构强度,中模底座24的顶部与顶模的侧壁14底部相互限位,保证坯料00折弯精度。
在一个实施例中,中模基部21的外壁轮廓设置为与顶模侧壁14的内壁轮廓匹配,从而使中模基部21与第一凸部12、第二凸部13在压配过程中位置对准。
在一个实施例中,底模30设置有第三凸部32,第三凸部32沿竖向延伸并且与第一凹陷25具有匹配的截面形状,从而保证第三凸部32能够穿过第一凹陷25,与第一凸部12、第二凸部13构建的第二空间142共同形成折弯成型空间。
在一个实施例中,底模30还可以包括底模底座31,底模底座31连接第三凸部32,提高了操作便捷性,并且底模底座31顶部可以与中模基部21的底部在开孔241内相互抵接限位,在竖向保证折弯所需的位置精度。
在一个实施例中,底模底座31的截面外轮廓与开孔241内轮廓匹配,在压配过程中保证第三凸部32与第一凹陷25之间位置对准。
在一个实施例中,在其中一对支爪021与连接部01的连接区域形成有敞口04,敞口具有沿支爪021长度方向延伸的狭缝,以及位于狭缝与另一对支爪021之间的口底,狭缝与口底相通,从而便于在冲裁坯料00时形成口底。另一方面,在第三凸部32的顶部设置凸柱33,使凸柱33的位置和形状与口底匹配,凸柱33被口底和狭缝限制位置,从而进一步实现底模30与坯料00之间准确定位。
在一个实施例中,根据肌腱缝合器使用要求,凸爪折弯后的尖部应在一个平面,坯料00的爪部在连接部01处的折弯点不同,为准确成型肌腱缝合器,使第三凸部32沿竖向的截面外轮廓形成有凸爪,所述凸爪沿水平方向的伸出长度与所述爪部匹配,从而保证折弯成型的所述爪部在竖向长度相同。
在一个实施例中,具体的,第三凸部32包括第一凸爪321、第二凸爪322、第三凸爪323和第四凸爪324,所述第一凸爪321和第二凸爪322对应于一所述第一爪部02,所述第三凸爪323和第四凸爪324对应于另一所述第一爪部02,所述第一凸爪321、第三凸爪323呈对角设置且横向伸出第一长度,第二凸爪322、第四凸爪324呈对角设置且横向分别伸出第二长度、第三长度,所述第一长度、第二长度、第三长度依次递减。
在一个实施例中,第三凸部32还包括第五凸爪325和第六凸爪326,所述第五凸爪325、第六凸爪326分别对应于所述一对第二爪部03,所述第五凸爪325、第六凸爪326相互错位设置,并且所述第五凸爪325、第六凸爪326分别伸出的第四长度比所述第三长度小。
本公开另一方面提供一种肌腱缝合器压配成型方法,包括:
S1,将所述底模从中模底部与所述中模装配,使所述第三凸部32穿过所述第一凹陷25;此过程中,底模底座31外轮廓与中模开孔241内轮廓匹配,保证了第三凸部32准确穿过第一凹陷25,并且由于底模底座31顶部与中模开孔241底部抵接限位,也保证了第三凸部32压配过程中的竖向位置精度。
S2,所述坯料00放置于所述中模顶部,使所述坯料00的连接部01支撑在所述第三凸部32顶部,所述坯料00的第一爪部02、第二爪部03位置与所述第二凹陷对应;
S3,将顶模从中模顶部向所述中模压配,使所述顶模的所述第一凸部12、第二凸部13沿竖向向下带动所述第一爪部02、第二爪部03穿过所述第二凹陷折弯,从而成型所述肌腱缝合器;此过程中,中模基部外轮廓与顶模侧壁14内轮廓匹配,保证了第一凸部12、第二凸部13、顶模基部11与第二凹陷、第一凹陷25之间位置准确,并且由于中模底座24顶部与顶模侧壁14底部抵接限位,也保证了第一凸部12、第二凸部13下压过程中的竖向到位位置精度。使用时,操作中可徒手或利用压力设备,将顶模与底模沿竖向相互压配,在压配过程中,第一爪部02、第二爪部03在初始过程中被第一凸部12、第二凸部13的底部边缘结构向下折弯变形,待折弯变形超过一定幅度时,第一爪部02、第二爪部03的折弯受力点会转移到第一凸部12、第二凸部13位于底部边缘结构和第二空间142交接处,随着继续下压,第一爪部02、第二爪部03折弯进入第二空间142内,并被压紧限制在第一凸部12、第二凸部13靠近第二空间142侧的边缘结构与第三凸部32之间,最终挤压成型后拆开顶模、中模和底模即可取出肌腱缝合器,再进行下一坯料00压配,整个过程操作便捷。
此处实施例的描述,有关方向和方位的任何参考,均仅是为了便于描述,而不能理解为对本发明保护范围的任何限制,例如“竖向”仅为描述方便,定义为顶模、中模、底模的堆叠方向为“竖向”,实际使用中操作者可保持成型装置处于任何方向姿态进行肌腱缝合器压配。对于优选实施方式的说明会涉及到特征的组合,这些特征可能独立存在或者组合存在,本发明并不特别地限定于优选的实施方式。本发明的范围由权利要求书所界定。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。