一种保温板的加工工艺
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及保温板技术领域,具体为一种保温板的加工工艺。
背景技术
现有技术中采用的保温板一般通过外层的防护层套装芯板后,实施对防护层内的真空抽取,从而时的芯板处于真空状态,该种保温板的结构存在如下缺陷:
1:芯板仅藉由真空状态与防护层实现贴合,一旦在施工过程中或后期使用过程中发生防护层的破裂,即可造成保温板的鼓包,严重影响到保温板的使用效果;
2:传统的抽真空处理,需要保证芯板处于相对真空度较高的状态,生产厂家需要采购大型的真空处理设备,才能实现对芯板的真空包装处理,前期生产投入巨大。
发明内容
本发明的目的在于提供一种保温板的加工工艺,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种保温板的加工工艺,该保温板包括有芯板以及包覆该芯板外层的防护层,该防护层的内层面具有热熔胶,其特征在于,包含以下步骤:
步骤一、对芯板表面处理,以去除该芯板表面毛刺使之外表面平整;
步骤二、将芯板套装至防护层内,放入真空包装机中抽成真空,得到预处理芯板;
步骤三、将预处理芯板放入至加热装置中均衡加热,驱使热熔胶融化并粘连所述防护层内层和芯板表面,成型,制得产品。
步骤二中采用的真空包装机为双室真空包装机。
步骤三中,对预处理芯板加热30秒,加热温度为160-180℃。
步骤三中还包括有,对成型后的板材表面加压,并制得产品。
采用的防护层为石棉布。
步骤三中还包括有,将制得的产品修边、切割,并最终制得产品。
由上述技术方案可知,本发明通过采用普通的真空包装机实施对芯板的预处理,再经过加热装置融化热熔胶,使得芯板藉由热熔胶与防护层实施封装,不仅使产品达到真空要求,同时通过粘连的方式防止了保温板在被穿刺物穿刺后鼓包的可能性,极大的提高了产品的使用效果;且采用的真空包装机价格低廉,能有效的节省前期生产厂家的设备资金投入,进一步的扩大了产能。
附图说明
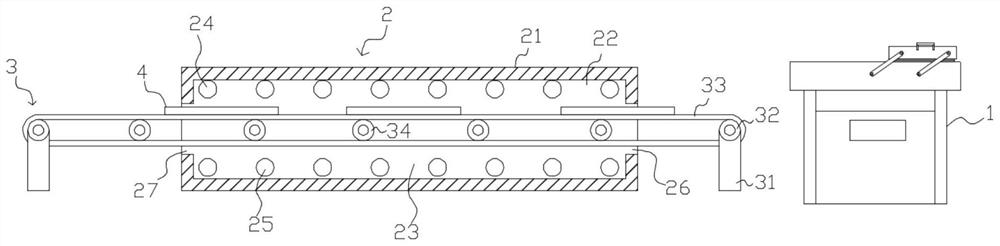
图1为本发明中的生产设备图;
图2为本发明芯板在套入防护层后未真空状态下的侧剖示意图;
图3为本发明芯板在套入防护层后真空状态下的侧剖示意图;
图4为本发明保温板在穿刺后的层状结构示意图;
图5为本发明修边状态示意图。
图中:1真空包装机、2加热装置、21壳体、22容置空间一、23容置空间二、24加热件一、25加热件二、26入料口、27出料口、3传送机构、31支撑架、32传动轴、33链条、34滚轴、4保温板、41芯板、42热熔胶、43防护层、431侧边、432预留边、433修剪边、434修剪线、435前开口部、436后开口部、44间隙、5穿刺物。
具体实施方式
下面结合附图对本发明做进一步说明:
请参见图1,图1中示出了本案中实施对保温板4加工的设备,包括有真空包装机1和加热装置2;
加热装置2,所述加热装置2包括有外层的壳体21以及形成于内部的容置空间,且在位于壳体21的一端形成有连通至该容置空间内的入料口26以及在壳体21的另一端形成有连通至该容置空间内的出料口27,在位于所述容置空间内设置有输送轨道,该轨道的一端延伸出至入料口26的外部,另一端延伸出至出料口27的外部,具体的为,在该输送轨道的两端设置有支撑架31,同时,于所述支撑架31上安装有传动轴32,所述传动轴32上啮合连接有链条33,所述的链条33作为传动件穿设于壳体21内部,为了保证该链条33在传动过程中的稳定性,于所述壳体21的两侧壳上穿设有滚轴34,用于实现对链条33的支撑;同时,该容置空间根据链条33所在位置的上、下区域位置,划分有位于链条33上方的容置空间一22和位于链条33下方的容置空间二23,于所述容置空间一22中安装有加热件一24,该加热件一24沿所述链条33的传输方向均布排列有多个,于所述容置空间二23中安装有加热件二25,该加热件二25沿所述链条33的传输方向均布排列有多个;需要指出的是,所述的加热件一24和加热件二25均布于链条33的上、下位置,可以有效的实施对保温板4的均衡加热。于实作中,所述的加热件一24和加热件二25为相同的,一般可采用电加热管实施加热,该电加热管的两端分别固接在壳体21的两侧壳上。于本案中采用的真空包装机1可选用双室真空包装机(巨仕力J-V05/2SB1)。
请参见图2-3,于本案中,所述保温板包括有芯板41以及包覆该芯板41外层的防护层43,该防护层43的内层面具有热熔胶42,需要指出的是,在实际生产过程中,热熔胶42预先覆盖于防护层43的内层面,且呈固态,本领域技术人员即可理解为,在所述芯板41套装入该防护层43时,由于热熔胶42呈固态,使得该芯板41不会与所述防护层43发生粘连。具体的操作步骤如下:
步骤一:对芯板41表面处理,以去除该芯板41表面毛刺使之外表面平整,该操作步骤的目的在于,通过此步骤的表面处理,可以进一步的提高芯板41与所述防护层43的粘连效果,防止防护层43的内部破损,同时,该操作也进一步的提高了热熔胶42与芯板41外表面的粘连度。
步骤二:将芯板41套装至防护层43内,放入真空包装机1中抽成真空,得到预处理芯板,这里,需要重点指出的是,现有技术中为了实现对芯板41的真空包装,一般需要采用大型的真空机实现对芯板41的真空处理,即通过昂贵的真空设备将间隙44完全抽真空,以达到真空处理效果,该种处理方式虽然仅通过抽真空即可完成加工处理,但存在两个明显缺陷,其一为,需要采用大型真空设备实施对芯板41的真空处理,一般采用的设备价格高达上百万,这无疑对于企业的前期生产投入带来了巨大的负担;其二为,由于仅采用真空处理,致使所述保温板在受到外部的穿刺物5穿刺后,会严重破坏保温板内部的真空效果,请参见图4,当采用不含热熔胶42的防护层43实施真空包装后,一旦受到穿刺物5的穿刺,即使得防护层43与芯板41失去附着力,轻则引起穿刺物5的周边鼓包,重则导致整个保温板的防护层43鼓起失效;而本案中的步骤中所采用的真空包装机1为小型包装机,一般可采用双室真空包装机(巨仕力J-V05/2SB1),该种真空包装机1价格低廉,仅需要实现对芯板41的预真空处理即可,即无需采用大型设备实施对芯板41的真空处理,无需达到大型设备的真空处理要求,通过配合后续的加热处理进一步实现对芯板41的加工处理;
步骤三:将预处理芯板放入至加热装置中均衡加热,驱使热熔胶42融化并粘连所述防护层43内层和芯板41表面,最终制得产品。这里,需要重点说明的在于,在实施真空包装后的芯板41,其所处的包装空间已处于相对较为真空状态,即可理解为,在经过步骤二处理后的芯板41,其表面完全贴合于防护层43的内层面,该步骤三通过加热,使得在不破坏防护层43的整体使用效果的前提下将热熔胶42实现融化,融化后的热熔胶42填充满芯板41和防护层43之间的空隙并使之相互粘连,达到最终的效果。这里,结合图4中,当采用该步骤三处理后的芯板41在经过一定时间的自然冷却条件下,其内部咱连芯板41和防护层43的热熔胶42固化,固化后的保温板在受到穿刺物5穿刺后也不会发生位于穿刺物5周边的气体涌入并形成鼓包,从而有效的提高该种保温板的使用效果。
于本实施例中,在步骤三中,对预处理芯板加热30秒,加热温度为160-180℃,通过对热熔胶42的加热壳使其融化,一般的,热熔胶42为可塑性的粘合剂,在一定温度范围内其物理状态会跟随温度改变而改变,而化学特性不变,其无毒无味,属于环保型的化学产品;且热熔胶42的融化温度一般在160-180℃。
进一步的,在步骤三中还包括有,对成型后的板材表面加压,并制得产品,需要指出的是,在实施对保温板的加压过程中,一般采用两个平面夾合保温板,并垂直于平面施力,该目的在于,通过该种加压的方式进一步的提高防护层43和芯板41的贴合效果以及保温板整体的平整性。需要指出的是,由于保温板在经过加热装置2加热处理后,其内部的热熔胶42处于半融化状态,在该热熔胶42未完全固化的前提下实施对保温板的加压,已达到最终粘连和平整效果。
于本实施例中,所述防护层43为石棉布,石棉布是用优质的石棉纱交织而成,适用于各种热设备作保温,以及隔热材料加工。
于本实施例中,所述步骤三还包括有,将制得的产品修边、切割,并最终制得产品。请参见图5,采用得防护层43为环形的筒状包裹结构,具有位于一端的前开口部435以及位于另一端的后开口部436,在实施套装芯板41时,将芯板41从前开口部435套装至该防护层43内,并通过真空包装机1抽取真空,抽取真空后的芯板41位于防护层43的中心处,且形成了位于前开口部435和后开口部436处的待修剪部,操作人员沿着所标设的修剪线434裁剪,并去除修剪边433,最终只保留预留边432;或将修剪边433翻折包覆。
以上所述的实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种保温板复合增强一体化设备及保温板加工工艺
- 一种防火保温板及其加工工艺