一种开水器水箱及其制造方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及开水器领域,特别是涉及一种开水器水箱及其制造方法。
背景技术
随着人们生活水平的提高与生活节奏的加快,以及对健康生活的追求,在饮用水方面的要求也逐渐提高,开水器使用安全卫生、节能环保,深受广大消费者喜爱。开水器的水箱是开水器中重要的部件,现有的水箱一般包括两个封盖和水箱主体,封盖通过焊接的方式固定在水箱主体的两端。
目前,现有的开水器水箱仍然存在以下缺陷:(1)采用焊接的固定方式,水箱的加工周期长,加工效率低;并且焊接对材料的厚度有一定要求,制造成本较高;(2)焊接过程中会产生焊渣,细小的焊渣不易清理,增加加工成本,影响加工效率,焊渣未清理干净还会影响水质;(3)焊接后焊点会对水质产生影响,降低了水的质量,影响人们的身体健康;水也会侵蚀焊点,影响水箱的使用寿命;(4)现有水箱的接头也采用焊接的方式固定,加工效率低,会对水质产生影响,使用寿命短。
发明内容
(一)要解决的技术问题
本发明所要解决的问题是提供一种开水器水箱及其制造方法,其以卷封的固定方式替代传统焊接的固定方式,从而能够克服采用焊接方式带来的各种缺陷。
(二)技术方案
为解决所述技术问题,本发明提供了一种开水器水箱,包括水箱主体、上封盖和下封盖,所述水箱主体的上端通过卷封的方式密封连接有所述上封盖,所述水箱主体的下端通过卷封的方式密封连接有所述下封盖。
进一步的,所述水箱主体的两端分别设置有第一身钩和第二身钩,所述上封盖上设置有与所述第一身钩相对应的第一盖钩,所述下封盖上设置有与所述第二身钩对应的第二盖钩,所述第一身钩和所述第一盖钩卷封固定,所述第二盖钩与所述第二身钩卷封固定。
进一步的,所述水箱主体和所述下封盖上分别可拆卸安装有多个接头组件。所述接头组件包括接头管、垫片和锁紧螺母,所述接头管的一端设置有限位部,所述限位部抵靠在水箱的内壁上,所述垫片套装在所述接头管上,所述锁紧螺母螺纹连接在所述接头管上并将所述垫片锁紧;所述接头管的另一端设置有便于与外部水管连接的宝塔结构。
进一步的,所述上封盖上设置有第一安装孔,所述第一安装孔用于安装液位浮球;所述水箱主体的下部设置有第二安装孔,所述第二安装孔用于安装发热管。所述第一身钩和所述第一盖钩的连接处以及所述第二盖钩与所述第二身钩的连接处均填充有密封胶;所述水箱主体的截面形状为矩形、多边形或者圆形。
本发明还提供了一种开水器水箱的制造方法,包括以下步骤:
步骤S001,切割下料;首先取合适大小和厚度的钢板,通过激光切割机在所述钢板上切割出一个第一矩形物料,同时在所述第一矩形物料上切割出接头孔和用于安装发热管的第二安装孔;然后在所述钢板上切割出两个同样大小的第二矩形物料,同时在其中一个第二矩形物料上切割出接头孔,在另一个第二矩形物料上切割出用于安装液位浮球的第一安装孔;
步骤S002,滚圆焊接;取所述步骤S001中的第一矩形物料,通过滚圆机将所述第一矩形物料滚成两端具有开口的圆柱体,然后通过半自动焊接机将所述圆柱体的两接头焊接固定;
步骤S003,胀方翻边;通过液压胀方机将所述圆柱体胀成两端具有开口的长方体,然后通过液压翻边机对所述长方体的两开口端进行翻边;
步骤S004,冲压翻边;取所述步骤S001中的两个第二矩形物料,通过冲压机对所述第二矩形物料进行冲压翻边;
步骤S005,涂抹密封胶;取所述步骤S003中的长方体以及所述S004中的两个第二矩形物料,通过点胶机分别在所述长方体和两个第二矩形物料的翻边上涂抹食用级的密封胶;
步骤S006,卷封组装;将所述步骤S005中的两个第二矩形物料,通过封口机分别密封安装在所述步骤S005中长方体的两端。
其中,在所述步骤S004和所述步骤S005之间还包括以下步骤:
步骤S0041,安装接头组件;取所述步骤S003中的长方体以及所述S004中的两个第二矩形物料,分别在所述长方体和所述第二矩形物料的接头孔内安装接头组件。
其中,在所述步骤S0041中,所述接头组件包括接头管、垫片和锁紧螺母;
安装时,先将所述接头管穿过所述接头孔,并使所述接头管的限位部抵靠在所述接头孔的内壁上,然后将所述垫片套装在所述接头管上,最后再将所述锁紧螺母安装到所述接头管上并将所述垫片锁紧。
(三)有益效果
本发明提供的一种开水器水箱及其制造方法,其开水器水箱上封盖和下封盖均采用卷封的方式固定在水箱主体上,采用卷封的固定方式替代传统的焊接,加工效率高,使用寿命长,不会影响水质,使用更卫生;采用卷封的方式可以使用更薄的材料,有利于节约制造成本;并且接头组件采用可拆卸的方式替代传统焊接的方式,方便拆装,组装效率更高,使用寿命更长;其开水器水箱的制造方法,采用卷封的制造方式替代传统焊接,制造过程简单,加工效率高,制造成本低。
附图说明
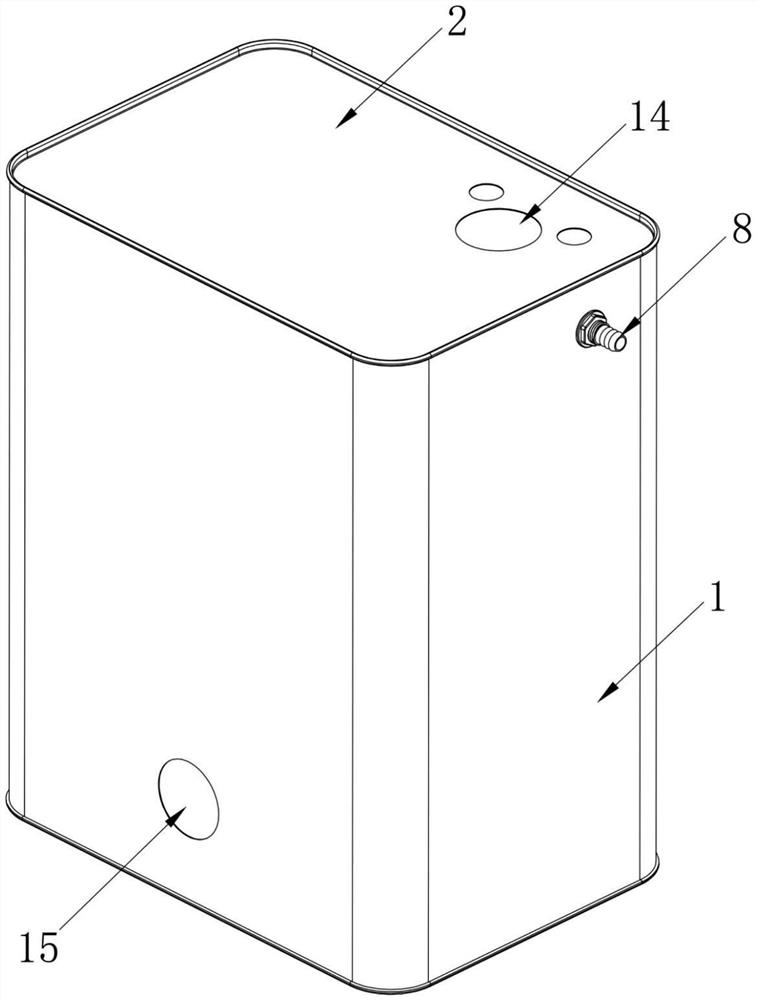
图1为本发明一种开水器水箱的立体图;
图2为本发明一种开水器水箱另一角度的立体图;
图3为本发明一种开水器水箱水箱主体和上封盖连接的结构示意图;
图4为本发明一种开水器水箱水箱主体和下封盖连接的结构示意图;
图5为本发明一种开水器水箱接头组件的爆炸图;
图6为本发明一种开水器水箱接头组件的结构示意图;
图7为本发明一种开水器水箱的制造方法的工艺流程简图;
图8为本发明一种开水器水箱的制造方法的加工过程简图;
图中各个附图标记的对应的部件名称是:1、水箱主体;2、上封盖;3、下封盖;4、第一身钩;5、第二身钩;6、第一盖钩;7、第二盖钩;8、接头组件;9、接头管;10、垫片;11、锁紧螺母;12、限位部;13、宝塔结构;14、第一安装孔;15、第二安装孔;101、第一矩形物料;102、第二矩形物料;103、圆柱体;104、长方体;105、接头孔。
具体实施方式
下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
参阅图1至图6,本实施例提供了一种开水器水箱,包括水箱主体1、上封盖2和下封盖3,水箱主体1的截面形状可为矩形、多边形或者圆形,本实施例水箱主体1截面形状为矩形,其四角设置有圆角。水箱主体1的上端通过卷封的方式密封连接有上封盖2,水箱主体1的下端通过卷封的方式密封连接有下封盖3。
参阅图3和图4,水箱主体1的两端分别设置有第一身钩4和第二身钩5,上封盖2上设置有与第一身钩4相对应的第一盖钩6,下封盖3上设置有与第二身钩5对应的第二盖钩7,第一身钩4和第一盖钩6卷封固定,第二盖钩7与第二身钩5卷封固定。为了提高密封性,第一身钩4和第一盖钩6的连接处以及第二盖钩7与第二身钩5的连接处均填充有密封胶。
参阅图5和图6,水箱主体1和下封盖3上分别可拆卸安装有多个接头组件8。接头组件8包括接头管9、垫片10和锁紧螺母11,接头管9的一端设置有限位部12,限位部12抵靠在水箱的内壁上,垫片10套装在接头管9上,锁紧螺母11螺纹连接在接头管9上并将垫片10锁紧;接头管9的另一端设置有便于与外部水管连接的宝塔结构13。
参阅图1和图2,上封盖2上设置有第一安装孔14,第一安装孔14用于安装液位浮球;水箱主体1的下部设置有第二安装孔15,第二安装孔15用于安装发热管。
参阅图7和图8,本实施例还提供了一种开水器水箱的制造方法,包括以下步骤:
步骤S001,切割下料;首先取合适大小和厚度的钢板,通过激光切割机在钢板上切割出一个第一矩形物料101,同时在第一矩形物料101上切割出接头孔105和用于安装发热管的第二安装孔15;然后在钢板上切割出两个同样大小的第二矩形物料102,同时在其中一个第二矩形物料102上切割出接头孔105,在另一个第二矩形物料102上切割出用于安装液位浮球的第一安装孔14;
步骤S002,滚圆焊接;取步骤S001中的第一矩形物料101,通过滚圆机将第一矩形物料101滚成两端具有开口的圆柱体103,然后通过半自动焊接机将圆柱体103的两接头焊接固定;
步骤S003,胀方翻边;通过液压胀方机将圆柱体103胀成两端具有开口的长方体104,然后通过液压翻边机对长方体104的两开口端进行翻边;
步骤S004,冲压翻边;取步骤S001中的两个第二矩形物料102,通过冲压机对第二矩形物料102进行冲压翻边;
步骤S005,涂抹密封胶;取步骤S003中的长方体104以及S004中的两个第二矩形物料102,通过点胶机分别在长方体104和两个第二矩形物料102的翻边上涂抹食用级的密封胶;
步骤S006,卷封组装;将步骤S005中的两个第二矩形物料102,通过封口机分别密封安装在步骤S005中长方体104的两端。
其中,在步骤S004和步骤S005之间还包括以下步骤:
步骤S0041,安装接头组件;取步骤S003中的长方体104以及S004中的两个第二矩形物料102,分别在长方体104和第二矩形物料102的接头孔105内安装接头组件8。
其中,在步骤S0041中,接头组件8包括接头管、垫片和锁紧螺母;
安装时,先将接头管穿过接头孔105,并使接头管的限位部抵靠在接头孔105的内壁上,然后将垫片套装在接头管上,最后再将锁紧螺母安装到接头管上并将垫片锁紧。
本实施例提供的一种开水器水箱及其制造方法,其开水器水箱上封盖和下封盖均采用卷封的方式固定在水箱主体上,采用卷封的固定方式替代传统的焊接,加工效率高,使用寿命长,不会影响水质,使用更卫生;采用卷封的方式可以使用更薄的材料,有利于节约制造成本;并且接头组件采用可拆卸的方式替代传统焊接的方式,方便拆装,组装效率更高,使用寿命更长;其开水器水箱的制造方法,采用卷封的制造方式替代传统焊接,制造过程简单,加工效率高,制造成本低。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种开水器水箱及其制造方法
- 一种衬塑不锈钢水箱制造方法及水箱