一种通信电机轴承的钝化处理工艺
文献发布时间:2023-06-19 09:52:39
技术领域
本发明涉及轴承技术领域,尤其是一种通信电机轴承的钝化处理工艺。
背景技术
用于通信电机轴承主要由外圈、内圈、滚动体、保持架、防尘盖、油脂等组成,采用在外圈和内圈之间安装滚动体,滚动体采用球型,均匀分布在外圈和内圈之间,用一个保持器固定起来,轴承需要耐腐蚀,但是现有的轴承耐腐蚀性能不佳。
发明内容
本发明的目的是在于克服、补充现有技术中存在的不足,提供一种通信电机轴承的钝化处理工艺,提高通信电机轴承的耐腐蚀性能。本发明的技术方案为:
一种通信电机轴承的钝化处理工艺,其中:包括以下步骤:
1)将脱脂剂与水加入除油用料框中,然后将电机轴承加入除油用料框中浸泡3~5min;
2)将步骤1)处理的电机轴承清洗至无脱脂剂,然后静置至无水滴下;
3)将钝化液加入钝化槽中加热至65℃~70℃,将步骤2)处理的电机轴承加入钝化槽中,控制温度为65℃~70℃,钝化处理15~30min,然后将电机轴承放入清水框中清洗;
4)将配位液加入配位槽中并加热至60℃~65℃,将步骤3)处理的电机轴承加入配位槽中,控制温度为60℃~65℃,钝化处理15~30min,然后清洗至无配位液残留。
优选的是,所述的通信电机轴承的钝化处理工艺,其中:所述步骤1)脱脂剂与水的质量比为1:5~1:10。
优选的是,所述的通信电机轴承的钝化处理工艺,其中:所述步骤1)脱脂剂为中性脱脂剂QX0116。QX0116主要组成为脂肪醇聚氧乙烯醚和乙醇胺油酸皂。
优选的是,所述的通信电机轴承的钝化处理工艺,其中:所述步骤3)钝化液为ID4000-2。ID4000-2以羟基有机酸为基本,复合有机类胺盐和优质缓蚀剂复合而成,钝化成膜速度快,成膜致密,可有效保证钝化过程中不会破坏电机轴承原色泽和改变轴承尺寸,有效提高不锈钢电机轴承的抗盐雾能力。
优选的是,所述的通信电机轴承的钝化处理工艺,其中:所述步骤4)配位液为ID4000A。ID4000A用于巩固电机轴承表面的钝化膜,通过和钝化液ID4000-2协同作用,进一步提高电机轴承的防锈耐腐蚀效果。
本发明的优点:
本发明的通信电机轴承的钝化处理工艺,将电机轴承通过钝化处理工艺,能够使轴承耐腐蚀性更强,电机轴承通过脱脂剂除去油脂,通过钝化液和配位液的处理,使电机轴承表面呈钝态,改善耐锈蚀性能。
附图说明
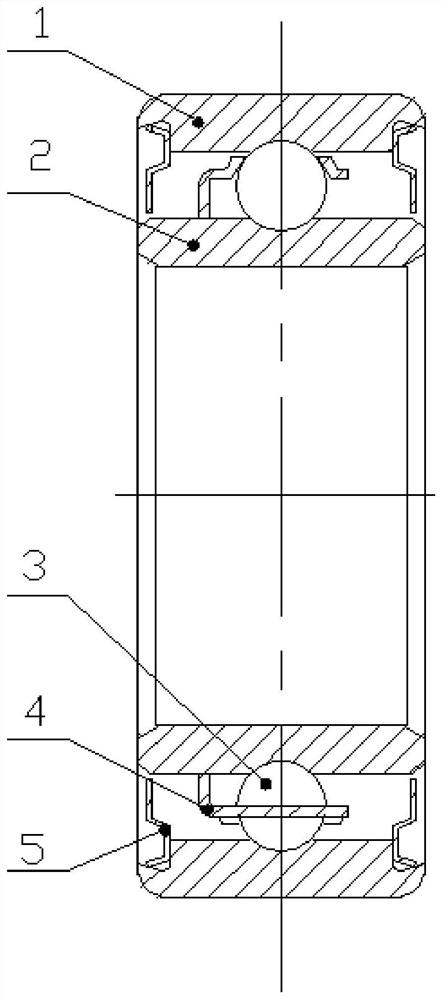
图1为本发明通信电机轴承的结构示意图。
具体实施方式
下面结合具体实施例和附图对本发明作进一步说明。
实施例1:
如图1所示,一种通信电机轴承,其中,包括外圈1、内圈2,所述外圈1和内圈2通过多个滚动体3连接,相邻的滚动体之间设置保持架4,所述保持架4使滚动体3均匀的分开,所述外圈1上设置第一防尘槽,内圈2上设置第二防尘槽,防尘盖5压入第一防尘槽和第二防尘槽内,其中第二防尘槽为台阶槽;外圈1外径尺寸为φ7mm,内径尺寸为φ6mm,沟曲率为R0.44mm,宽度尺寸为2.5mm;内圈2内径尺寸为φ4mm,外径尺寸为φ4.84mm,宽度尺寸为2.5mm;滚动体3的直径尺寸为φ0.8mm,数量为11颗均匀分布;保持架4外径尺寸为φ5.8mm,内径尺寸为φ5.4mm;防尘盖5外径尺寸为φ6.43mm,内径尺寸为φ5.04mm。
电机轴承采用33M油脂,轴承在高低温环境中运转灵活,采用冠型不锈钢保持器,轴承所有部件全部采用不锈钢材料,防锈能力强。
实施例2:
一种通信电机轴承的钝化处理工艺,其中:包括以下步骤:
1)将脱脂剂与水加入除油用料框中,然后将电机轴承加入除油用料框中浸泡3min;
2)将步骤1)处理的电机轴承清洗至无脱脂剂,然后静置至无水滴下;
3)将钝化液加入钝化槽中加热至65℃,将步骤2)处理的电机轴承加入钝化槽中,控制温度为65℃,钝化处理15min,然后将电机轴承放入清水框中清洗;
4)将配位液加入配位槽中并加热至60℃,将步骤3)处理的电机轴承加入配位槽中,控制温度为60℃,钝化处理15min,然后清洗至无配位液残留。
步骤1)脱脂剂与水的质量比为1:5,脱脂剂为中性脱脂剂QX0116;所述步骤3)钝化液为ID4000-2;步骤4)配位液为ID4000A。
实施例3:
一种通信电机轴承的钝化处理工艺,其中:包括以下步骤:
1)将脱脂剂与水加入除油用料框中,然后将电机轴承加入除油用料框中浸泡3~5min;
2)将步骤1)处理的电机轴承清洗至无脱脂剂,然后静置至无水滴下;
3)将钝化液加入钝化槽中加热至68℃,将步骤2)处理的电机轴承加入钝化槽中,控制温度为68℃,钝化处理20min,然后将电机轴承放入清水框中清洗;
4)将配位液加入配位槽中并加热至62℃,将步骤3)处理的电机轴承加入配位槽中,控制温度为62℃,钝化处理20min,然后清洗至无配位液残留。
所述步骤1)脱脂剂与水的质量比为1:8,脱脂剂为中性脱脂剂QX0116;所述步骤3)钝化液为ID4000-2,所述步骤4)配位液为ID4000A。
实施例4:
一种通信电机轴承的钝化处理工艺,其中:包括以下步骤:
1)将脱脂剂与水加入除油用料框中,然后将电机轴承加入除油用料框中浸泡3~5min;
2)将步骤1)处理的电机轴承清洗至无脱脂剂,然后静置至无水滴下;
3)将钝化液加入钝化槽中加热至70℃,将步骤2)处理的电机轴承加入钝化槽中,控制温度为70℃,钝化处理30min,然后将电机轴承放入清水框中清洗;
4)将配位液加入配位槽中并加热至65℃,将步骤3)处理的电机轴承加入配位槽中,控制温度为65℃,钝化处理30min,然后清洗至无配位液残留。
所述步骤1)脱脂剂与水的质量比为1:10,所述脱脂剂为中性脱脂剂QX0116;所述步骤3)钝化液为ID4000-2;所述步骤4)配位液为ID4000A。
对比例:
一种通信电机轴承的钝化处理工艺,其中:包括以下步骤:
1)将脱脂剂与水加入除油用料框中,然后将电机轴承加入除油用料框中浸泡3min;
2)将步骤1)处理的电机轴承清洗至无脱脂剂,然后静置至无水滴下;
步骤1)脱脂剂与水的质量比为1:5,脱脂剂为中性脱脂剂QX0116。
钝化效果检测:用8gCuSO
将钝化处理后的电机轴承放入FQY-015盐雾腐蚀试验箱,28.7℃/54%RH进行锈蚀测试。
结果如表1:
表1
从表1可以看出,实施例2~4经过钝化处理的电机轴承,能够使轴承耐腐蚀性更强。
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
- 一种通信电机轴承的钝化处理工艺
- 一种铝合金模板面层钝化液及其制备方法和钝化处理工艺