一种镍基高温合金扁钢组织均匀化的方法
文献发布时间:2023-06-19 09:52:39
技术领域
本发明属于镍基高温合金材料制造领域,特别涉及一种镍基高温合金GH4080A扁钢组织均匀化的方法。
技术背景
高温合金由于具有优异的综合力学性能、抗氧化和耐腐蚀能力而成为石化、核电、航空、航天等工业领域中承受高温、腐蚀、长效载荷等恶劣使用环境关键部件不可或缺的材料。GH4080A合金是一种以γ′相(Ni3(Al,Ti))强化的镍基高温合金,鉴于镍基高温合金GH4080A具有良好的耐蚀性能和高温持久强度,近年来该合金被选用作为600℃超超临界汽轮机的高温段多级叶片材料及其它重要部件。由于轧制变形使GH4080A合金内部存在较大储存能,经标准要求的1050℃~1080℃×8h空冷固溶后,晶粒组织会出现异常长大现象,形成7级~0级混晶组织(见图2),导致合金750℃/310MPa持久性能较差,无法实现合金的稳定性和可靠性。
发明内容
本发明公开一种镍基高温合金扁钢组织均匀化的方法,目的是为600℃超超临界汽轮机的高温段多级叶片材料提供晶粒度合格,力学性能符合标准要求的轧制扁钢。
本发明技术方案:
采用真空感应(VIM)+电渣重熔(ESR)冶炼→锤部锻制方坯→精轧(650+WF5-40可逆式连轧机)扁钢→组织均匀化处理(电加热炉或燃气炉)→按标准化热处理(电加热炉)。
一、具体生产工艺步骤:
㈠采取真空感应炉(VIM)+电渣重熔(ESR)冶炼方式生产钢锭;
1.钢锭化学成分如表1。
表1钢锭化学成分
2.采取真空感应炉(VIM)+电渣重熔(ESR)冶炼方式生产钢锭,保证钢锭低气体含量、高纯净度、成分均匀。
3.电渣钢锭规格为ф360mm。
㈡钢锭锤锻开坯
电渣钢锭加热、透烧后,采用液压锤锻制80mm~120mm方坯。
㈢精轧650+WF5-40可逆式连轧机轧制扁钢方坯钢锭加热、透烧后,采用650+WF5-40可逆式连轧机轧制(10~90)mm×(60~100)mm方扁钢。
㈣组织均匀化处理(电加热炉或燃气炉)
1.为保证每支扁钢的炉温均匀,轧制后的扁钢首先进行工装;
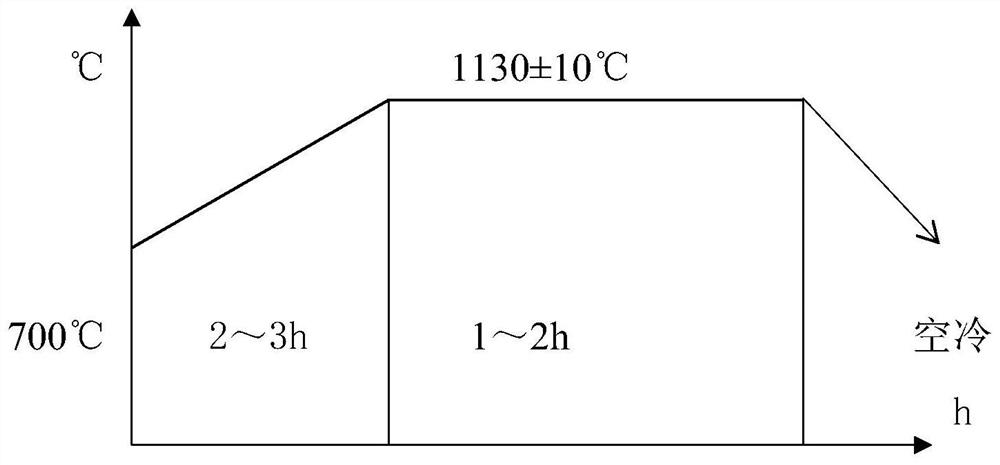
2.工装后的成品扁钢在室式电加热炉中进行组织均匀化处理,随炉升温,加热至1130℃,保温不少于1h,然后出炉空冷至室温(见图1)。
㈤标准化热处理(电加热炉)
1.为保证每支扁钢的炉温均匀,扁钢首先进行工装;
2.首先进行固溶温度1050℃~1080℃,均热后保温8h,然后空冷(通常棒材表面温度冷却到60℃以下);
3.稳定化温度845℃±10℃,均热后保温24h,然后空冷(通常棒材表面温度冷却到60℃以下);
4.时效温度700℃±10℃,均热后保温16h,然后空冷。
二、力学性能标准要求
㈠力学性能
1.室温力学性能见表2;
表2室温力学性能
2.高温持久性能见表3;
表3高温持久性能
㈡低倍组织
横截面酸浸低倍组织应均匀,不允许存在目视可见的晶粒粗大、过渡偏析、缩孔、气泡、夹杂、裂纹、翻皮及其它有害缺陷。
㈢晶粒度
平均晶粒度应为3级~6级(见图3);晶粒应均匀,在视场中允许存在ALA 3的最大晶粒,但不允许存在粗于1级的晶粒。
对本发明的创新点说明:通过在标准热处理前增加组织均匀化处理工序,然后采用台式炉电加热炉进行标准化处理。
与现有技术相比,本发明具有下列优点:
⑴GH4080A合金在标准化热处理前增加组织均匀化处理,解决原有的混晶组织,晶粒度达到技术标准要求的3级~6级;
⑵应用本技术方案后750℃/310MPa持久时间平均达到136h,高于标准热处理的持久时间(见图4)。
附图说明
图1扁钢组织均匀化热处理曲线;
图2扁钢未进行均匀化晶粒度图片;
图3扁钢组织均匀化后的晶粒度图片;
图4 750℃/310Mpa持久时间对比趋势图。
具体实施方式
以下结合附图和具体实施例详述本发明,但本发明不局限于下述实施例。
实施例1~3均采用相同工艺生产:真空感应(VIM)+电渣重熔(ESR)冶炼→锤部锻制方坯→精轧(650+WF5-40可逆式连轧机)扁钢→组织均匀化处理(电加热炉或燃气炉)→按标准化热处理(电加热炉)。
1.采用真空感应炉(VIM)+电渣重熔(ESR)冶炼方式生产钢锭,保证钢锭低气体含量、高纯净度、成分均匀;电渣钢锭规格为ф360mm,化学成分表4;
2.钢锭锤锻开坯,电渣钢锭加热、透烧后,采用液压锤锻制方坯,案列1:85mm×85mm,案列2:90mm×90mm,案列3:110mm×110mm;
3.精轧650+WF5-40可逆式连轧机轧制扁钢,方坯钢锭加热、透烧后,采用650+WF5-40可逆式连轧机轧制方扁钢,案列1:34mm×70mm,案列2:40mm×75mm,案列3:48mm×98mm;
4.组织均匀化处理(电加热炉)
⑴为保证每支扁钢的炉温均匀,轧制后的扁钢首先进行工装;
⑵工装后的成品扁钢在室式电加热炉中进行组织均匀化处理,随炉升温,加热至1130℃,实施例1~3各保温1.5h,然后出炉空冷至室温(见图2);
5.标准化热处理(电加热炉)
⑴为保证每支扁钢的炉温均匀,扁钢首先进行工装。
⑵首先进行固溶温度1050℃~1080℃,均热后保温8h,然后空冷(通常棒材表面温度冷却到60℃以下);
⑶稳定化温度845℃±10℃,均热后保温24h,然后空冷(通常棒材表面温度冷却到60℃以下);
⑷时效温度700℃±10℃,均热后保温16h,然后空冷。
6.检验结果
⑴室温力学性能如表5
⑵高温持久性能及晶粒度级别如表6
表4钢锭化学成分
表5室温力学性能
表6高温持久性能
- 一种镍基高温合金扁钢组织均匀化的方法
- 一种高强镍基高温合金铸锭的双级均匀化热处理方法